A

Ðề: CÁch lập trình macro!
Vì góc côn là 45 độ nên thuật toán không phức tạp lắm, quan trọng là bạn biết cách sử dụng biến và các vòng lặp. Mình có viết một chương trình macro đơn giản để phay tinh lỗ côn (sử dụng dao ngón), chương trình chỉ mang tính minh hoạ, muốn sử dụng thực tế thì cần sử dụng thêm 1 số biến và điều chỉnh lại thuật toán .
.
Chương trình viết dùng cho dao có đường kính nhỏ hơn đường kính đáy lỗ. Lập trình theo tâm dao, sử dụng thêm lệnh G41 để bù bán kính trực tiếp trên máy CNC. Để đơn giản chương trình, điểm vào dao (lead in) và ra dao (lead out) đi qua tâm lỗ.

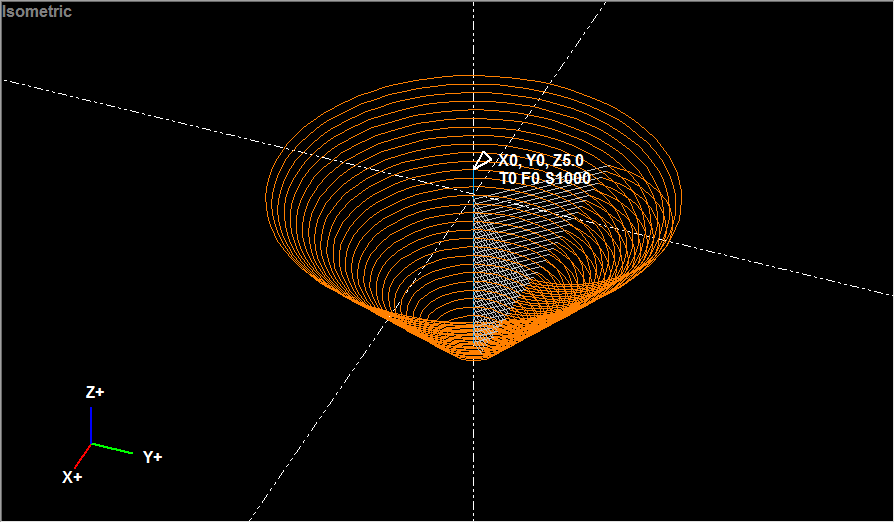
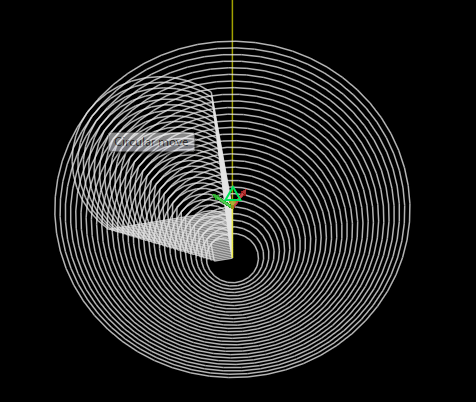
Kiểm tra chương trình trên NCPlot và Cimco:
Vì góc côn là 45 độ nên thuật toán không phức tạp lắm, quan trọng là bạn biết cách sử dụng biến và các vòng lặp. Mình có viết một chương trình macro đơn giản để phay tinh lỗ côn (sử dụng dao ngón), chương trình chỉ mang tính minh hoạ, muốn sử dụng thực tế thì cần sử dụng thêm 1 số biến và điều chỉnh lại thuật toán
.Chương trình viết dùng cho dao có đường kính nhỏ hơn đường kính đáy lỗ. Lập trình theo tâm dao, sử dụng thêm lệnh G41 để bù bán kính trực tiếp trên máy CNC. Để đơn giản chương trình, điểm vào dao (lead in) và ra dao (lead out) đi qua tâm lỗ.
%
O0001
#1=70( KHAI BÁO ĐƯỜNG KÍNH MIỆNG LỖ)
#2=30 ( KHAI BÁO CHIỀU SÂU LỖ)
#4=1 ( KHAI BÁO CHIỀU SÂU MỖI LỚP CẮT)
#5=1 ( BIẾN ĐẾM)
#6=[#2/#4] (SỐ LẦN CẮT TÍNH TOÁN)
#7=0 (ĐƯỜNG KÍNH TẠI LỚP CẮT ĐANG XỬ LÍ)
N1T1
M6
G54 G0 G90 X0. Y0. S1000 M3
M8
G43 H1 Z5.
Z1.
WHILE[#5 LE#6] DO1
#7=[#1-2*[#5*#4]]
G1 Z[0-[#5*#4]] F500.
G41 D21 X[#7/4] Y[#7/4]
G3 X0. Y[#7/2] R[#7/4]
Y-[#7/2] R[#7/2]
Y[#7/2] R[#7/2]
X[-#7/4] Y[#7/4] R[#1/4]
G1 G40 X0. Y0.
#5=#5+1
END1
G0 Z5.
M9
G91 G30 Z0.
M30
O0001
#1=70( KHAI BÁO ĐƯỜNG KÍNH MIỆNG LỖ)
#2=30 ( KHAI BÁO CHIỀU SÂU LỖ)
#4=1 ( KHAI BÁO CHIỀU SÂU MỖI LỚP CẮT)
#5=1 ( BIẾN ĐẾM)
#6=[#2/#4] (SỐ LẦN CẮT TÍNH TOÁN)
#7=0 (ĐƯỜNG KÍNH TẠI LỚP CẮT ĐANG XỬ LÍ)
N1T1
M6
G54 G0 G90 X0. Y0. S1000 M3
M8
G43 H1 Z5.
Z1.
WHILE[#5 LE#6] DO1
#7=[#1-2*[#5*#4]]
G1 Z[0-[#5*#4]] F500.
G41 D21 X[#7/4] Y[#7/4]
G3 X0. Y[#7/2] R[#7/4]
Y-[#7/2] R[#7/2]
Y[#7/2] R[#7/2]
X[-#7/4] Y[#7/4] R[#1/4]
G1 G40 X0. Y0.
#5=#5+1
END1
G0 Z5.
M9
G91 G30 Z0.
M30
Kiểm tra chương trình trên NCPlot và Cimco: