Author
Chào các bác!
Tình hình là cái máy phay (FEELER VM-40SA, Fanuc oiMC) của em lại "đổ bệnh" rồi!
Hôm trước anh bạn của em do chưa quen vận hành, khi khởi động máy lên về Home các trục X, Y, Z, nhưng trục z chưa kịp về Home đã tiến hành đo chiều cao dao, nhập giá trị (z ở mục Machine) vào bảng Offset. Chạy chuơng trình: ấn Cycle start thì máy báo lỗi, yêu cầu về Home.
Sau khi về lại Home hoàn toàn cả 3 trục, đo lại dao, chạy chương trình:
O0001
N10 ( / GC3)
N15 G0 G17 G99
N20 G90 G94
N25 G0 G49
N30 T1 M06
N35 S1500 M03
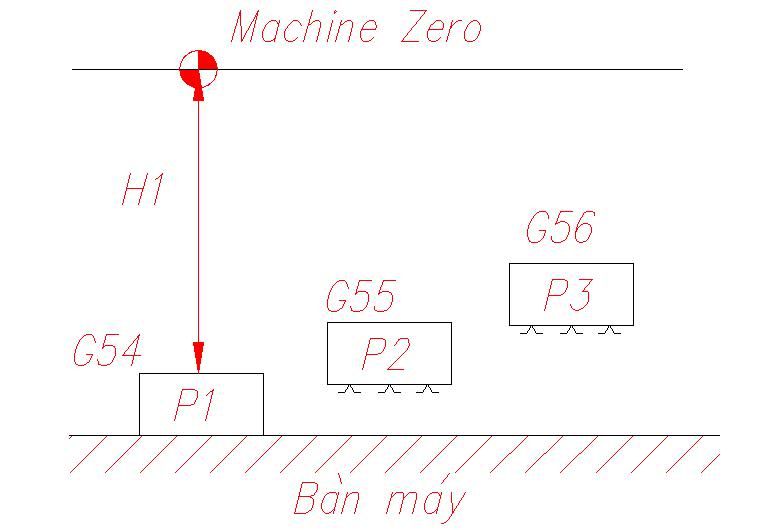
N40 G0 G43 Z3. H1
N45 G0 G54 X24.5 Y-12.806
N50 Z1.
....
Khi đến dòng lệnh N40 G0 G43 Z3. H1: trục Z cứ lao thẳng xuống tới hơn 700mm gần như toàn bộ hành trình z của máy. Chương trình này xuất ra từ ProE và đã chạy được khá nhiều sản phẩm.
Bỏ dòng lệnh N40 này đi thì máy chạy đúng G54 nhưng trục Z vẫn đưa dao xuống quá mặt phôi.
Tắt máy, khởi động lại, về home, vào Offset-> trả các giá trị H về 0 khi máy đang ở Home
Thay một con dao khác, đo lại dao, thay chương trình khác với T và H tương ứng nhưng vẫn vậy: Z vẫn bị sai???
Mong các bác giúp đỡ, Thanks!
Tình hình là cái máy phay (FEELER VM-40SA, Fanuc oiMC) của em lại "đổ bệnh" rồi!
Hôm trước anh bạn của em do chưa quen vận hành, khi khởi động máy lên về Home các trục X, Y, Z, nhưng trục z chưa kịp về Home đã tiến hành đo chiều cao dao, nhập giá trị (z ở mục Machine) vào bảng Offset. Chạy chuơng trình: ấn Cycle start thì máy báo lỗi, yêu cầu về Home.
Sau khi về lại Home hoàn toàn cả 3 trục, đo lại dao, chạy chương trình:
O0001
N10 ( / GC3)
N15 G0 G17 G99
N20 G90 G94
N25 G0 G49
N30 T1 M06
N35 S1500 M03
N40 G0 G43 Z3. H1
N45 G0 G54 X24.5 Y-12.806
N50 Z1.
....
Khi đến dòng lệnh N40 G0 G43 Z3. H1: trục Z cứ lao thẳng xuống tới hơn 700mm gần như toàn bộ hành trình z của máy. Chương trình này xuất ra từ ProE và đã chạy được khá nhiều sản phẩm.
Bỏ dòng lệnh N40 này đi thì máy chạy đúng G54 nhưng trục Z vẫn đưa dao xuống quá mặt phôi.
Tắt máy, khởi động lại, về home, vào Offset-> trả các giá trị H về 0 khi máy đang ở Home
Thay một con dao khác, đo lại dao, thay chương trình khác với T và H tương ứng nhưng vẫn vậy: Z vẫn bị sai???
Mong các bác giúp đỡ, Thanks!
Last edited:
 .
.