P
Author
Chào cả nhà!
Bác nào biết gia công trục vít đùn có bước thay đổi (chiều sâu ko đổi). giúp mình với!
mình đang viết chương trình này không biết có đúng không? nhờ các bác góp ý với! ThankS!
N1 G90 G93
N2 M10 T0101
N3 G95 G96 F0,8 S240
N4 G00 X0 Z0 M04 M07
N5 G33 X100 Z - 100
N6 Z - 1100
N7 G00 X100
N8 Z - 100
N9 G33 X90
N10 Z - 1100
N11 G00 X100
N12 Z - 100
N13 G33 X85
N14 Z - 1100
N15 G00 X100
N16 Z - 100
N17 G33 X80
N18 Z - 1100
N19 G00 X100
N20 Z - 100
N21 G33 X75
N22 Z - 1100
N23 G00 X100
N24 Z - 100
N25 G33 X70
N26 Z - 1100 M30
N27 Z - 110 M30
N28 Z - 120 M30
N29 Z - 130 M30 T07
N30 G30 Z - 133 M30 T03
N31 G35 G95 F0,8 S240
N32 Z - 136 M30
N33 Z - 139 M30
N34 Z - 140 M02
N35 M09 M11
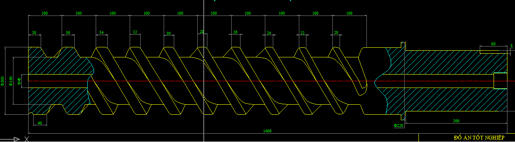
Chiều dài trục vít là 1400mm, phần ren là 1000mm, pi ngoài là 200mm, pi tính đến chân ren là 140mm, bước giảm dần từ đầu vít cho đến cuối vít .
p/s: nếu hình ko nhìn rõ thì có thể tải ở link này http://www.mediafire.com/?w1luw26p9cntws6
Bác nào biết gia công trục vít đùn có bước thay đổi (chiều sâu ko đổi). giúp mình với!
mình đang viết chương trình này không biết có đúng không? nhờ các bác góp ý với! ThankS!
N1 G90 G93
N2 M10 T0101
N3 G95 G96 F0,8 S240
N4 G00 X0 Z0 M04 M07
N5 G33 X100 Z - 100
N6 Z - 1100
N7 G00 X100
N8 Z - 100
N9 G33 X90
N10 Z - 1100
N11 G00 X100
N12 Z - 100
N13 G33 X85
N14 Z - 1100
N15 G00 X100
N16 Z - 100
N17 G33 X80
N18 Z - 1100
N19 G00 X100
N20 Z - 100
N21 G33 X75
N22 Z - 1100
N23 G00 X100
N24 Z - 100
N25 G33 X70
N26 Z - 1100 M30
N27 Z - 110 M30
N28 Z - 120 M30
N29 Z - 130 M30 T07
N30 G30 Z - 133 M30 T03
N31 G35 G95 F0,8 S240
N32 Z - 136 M30
N33 Z - 139 M30
N34 Z - 140 M02
N35 M09 M11
Chiều dài trục vít là 1400mm, phần ren là 1000mm, pi ngoài là 200mm, pi tính đến chân ren là 140mm, bước giảm dần từ đầu vít cho đến cuối vít .
p/s: nếu hình ko nhìn rõ thì có thể tải ở link này http://www.mediafire.com/?w1luw26p9cntws6
Last edited by a moderator:
 thay đổi thì bề dày còn lại cũng thay đổi sao bạn lại có tọa độ để viết,mà có viết được thì cái máy cnc này chắc
thay đổi thì bề dày còn lại cũng thay đổi sao bạn lại có tọa độ để viết,mà có viết được thì cái máy cnc này chắc