H

Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Thì nó cũng là con dao và cục phôi
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
Anh chị nào cho e hỏi tí! Máy phay đứng có phay thuận nghịch không anh chị? Theo em chỉ có máy phay ngang có thuận nghịch thôi. Máy phay đứng đâu xác định thuận nghịch? Sao có người nói có thuận nghịch. Anh chị nào có kinh nghiệm chỉ em cách xác định với,. Thanks!!!
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Phay nghịch dụng thường được sự dụng khi gia công thô, còn phay thuận thường được sự dụng khi gia công tinh. đó là với máy vạn năng vì chú ý đến độ rơ trục vít me và đai ốc bàn máy, nếu không có độ rơ này thì nên phay thuận thì tốt hơn. ý kiến mình là vậy
Phay nghịch dụng thường được sự dụng khi gia công thô, còn phay thuận thường được sự dụng khi gia công tinh. đó là với máy vạn năng vì chú ý đến độ rơ trục vít me và đai ốc bàn máy, nếu không có độ rơ này thì nên phay thuận thì tốt hơn. ý kiến mình là vậy
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Phay Thuận , nghịch khác nhau nhé bác ") , bác nên tìm và xem tài liệu về vấn đề này đi, nói như bác thì người ta phân biệt phay thuận với nghịch làm gì .
, bác nên tìm và xem tài liệu về vấn đề này đi, nói như bác thì người ta phân biệt phay thuận với nghịch làm gì .
Như bác lamktv nói rất chuẩn, và mình chỉ thêm ý nhỏ là khi mình gia công các sản phẩm mà có nhiều hốc, thì mình nên chọn phay thuận để tránh tình trạng bị hút dao, sẽ ảnh hưởng tới độ chính xác cũng như biên dạng của sản phẩm .v.v.
Thì nó cũng là con dao và cục phôi
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
, bác nên tìm và xem tài liệu về vấn đề này đi, nói như bác thì người ta phân biệt phay thuận với nghịch làm gì .Như bác lamktv nói rất chuẩn, và mình chỉ thêm ý nhỏ là khi mình gia công các sản phẩm mà có nhiều hốc, thì mình nên chọn phay thuận để tránh tình trạng bị hút dao, sẽ ảnh hưởng tới độ chính xác cũng như biên dạng của sản phẩm .v.v.
H

S
Author
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Ghi sai ngữ pháp
Ý anh ta là phay thuận ở máy phay ngang như ở máy phay đứng ( tương tự cho nghịch ) .
Bác này đọc câu chốt mà bỏ luôn đoạn đầu .
Thuận , Nghịch ở đâu chẳng có cái nào là #1 đâu
Nếu cùng điều kiện cắt gọt như nhau , T năng suất , độ bóng cao hơn N ( T thường dùng cho máy mới ) vì cắt từ dày đến mỏng , lực cắt đè lên chi tiết nên êm ( tuy nhiên nếu cắt dày quá sẽ hư dao khi bắt đầu tiến vào phôi ), N có xu hướng bốc chi tiết ra khỏi chuẩn định vị và cắt từ mỏng đến dày .
Xác định N : chiều quay của dao và chiều tịnh tiến bàn máy ngược chiều nhau
T ...................................................................cùng chiều nhau
Thì nó cũng là con dao và cục phôi
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
Đơn giản là máy phay ngang có phay thuận nghịch khi đó bạn đứng thẳng nhìn
Nếu bạn nằm mà nhìn thì nó ra là cái máy phay đưng hoặc bồng cái máy phay lên quay dựng ngược 90 độ là nó ra máy phay đứng
Nên thuận nghịch là như nhau cả chứ có khác gì đâu
Ý anh ta là phay thuận ở máy phay ngang như ở máy phay đứng ( tương tự cho nghịch ) .
Phay Thuận , nghịch khác nhau nhé bác , bác nên tìm và xem tài liệu về vấn đề này đi, nói như bác thì người ta phân biệt phay thuận với nghịch làm gì .
Như bác lamktv nói rất chuẩn, và mình chỉ thêm ý nhỏ là khi mình gia công các sản phẩm mà có nhiều hốc, thì mình nên chọn phay thuận để tránh tình trạng bị hút dao, sẽ ảnh hưởng tới độ chính xác cũng như biên dạng của sản phẩm .v.v.
, bác nên tìm và xem tài liệu về vấn đề này đi, nói như bác thì người ta phân biệt phay thuận với nghịch làm gì .Như bác lamktv nói rất chuẩn, và mình chỉ thêm ý nhỏ là khi mình gia công các sản phẩm mà có nhiều hốc, thì mình nên chọn phay thuận để tránh tình trạng bị hút dao, sẽ ảnh hưởng tới độ chính xác cũng như biên dạng của sản phẩm .v.v.
Thuận , Nghịch ở đâu chẳng có cái nào là #1 đâu
Nếu cùng điều kiện cắt gọt như nhau , T năng suất , độ bóng cao hơn N ( T thường dùng cho máy mới ) vì cắt từ dày đến mỏng , lực cắt đè lên chi tiết nên êm ( tuy nhiên nếu cắt dày quá sẽ hư dao khi bắt đầu tiến vào phôi ), N có xu hướng bốc chi tiết ra khỏi chuẩn định vị và cắt từ mỏng đến dày .
Xác định N : chiều quay của dao và chiều tịnh tiến bàn máy ngược chiều nhau
T ...................................................................cùng chiều nhau
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Thấy đề tài hay, mọi người sôi nổi, mình cũng tìm hiểu lại.
Đã tìm được 2 tài liệu rất hay, giải qyết được mọi vấn đề ở đây. Nhưng do chưa hiểu hết nên mình chưa tổng hợp được, để mình hỏi thêm mấy anh bên hãng . Mong các bro làm phần còn lại nha.
link down pdf:
http://www.fshare.vn/file/NPTD1CJYHB/
http://www.fshare.vn/file/OYUWFE09IA/
Ps: Tài liệu này hoàn toàn hợp pháp, mình đã hỏi ý kiến của hãng.
Neu bạn nào có nhu cầu về cutting tools của SANDVICK và SECO cứ liên hệ mình. ( Các thương hiệu dao cắt bât giờ chất lương ngang nhau, chỉ khác về service )
Thấy đề tài hay, mọi người sôi nổi, mình cũng tìm hiểu lại.
Đã tìm được 2 tài liệu rất hay, giải qyết được mọi vấn đề ở đây. Nhưng do chưa hiểu hết nên mình chưa tổng hợp được, để mình hỏi thêm mấy anh bên hãng . Mong các bro làm phần còn lại nha.
link down pdf:
http://www.fshare.vn/file/NPTD1CJYHB/
http://www.fshare.vn/file/OYUWFE09IA/
Ps: Tài liệu này hoàn toàn hợp pháp, mình đã hỏi ý kiến của hãng.
Neu bạn nào có nhu cầu về cutting tools của SANDVICK và SECO cứ liên hệ mình. ( Các thương hiệu dao cắt bât giờ chất lương ngang nhau, chỉ khác về service )
Last edited:
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
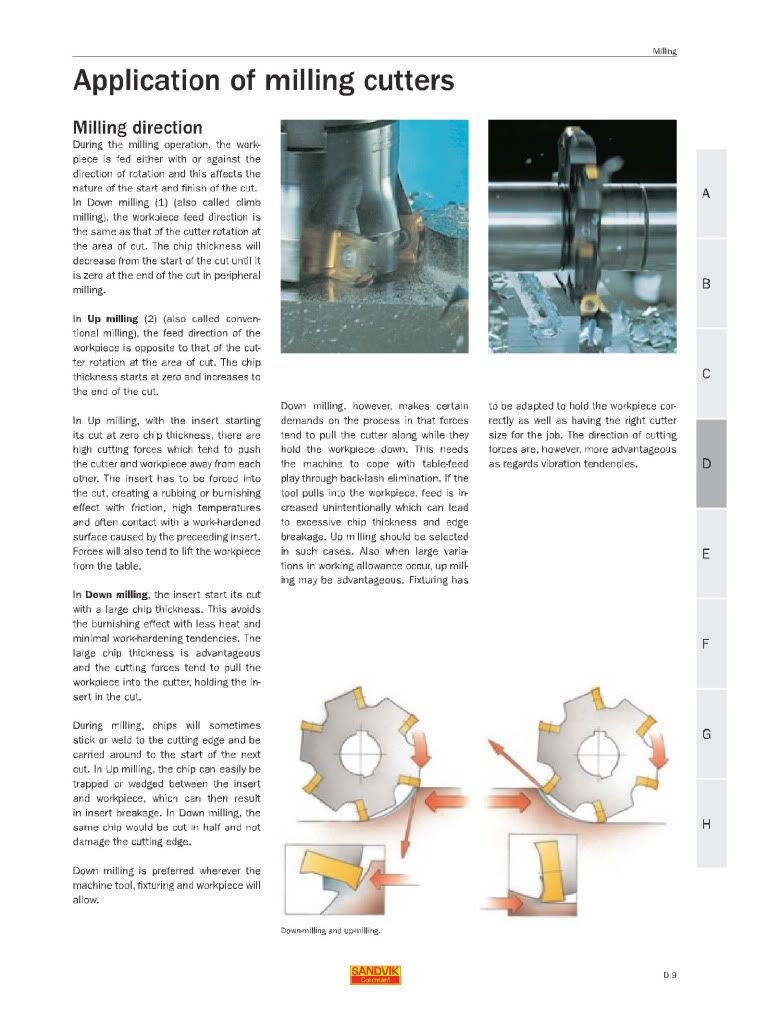
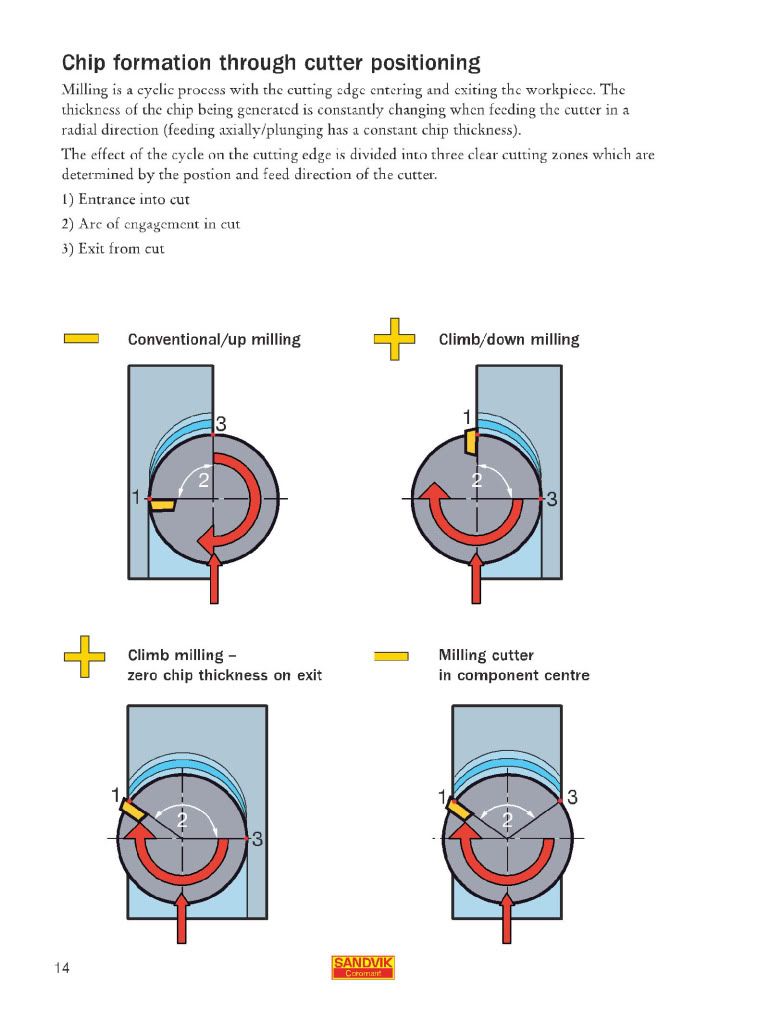
Có hai cơ sở để phân biệt phay thuận và phay nghịch, đó là : chiều của vector vận tốc và chip thickness.
Theo mình không cần thiết Việt hóa danh từ chip thickness, định nghĩa chip thichness: google .
Để ứng dụng hiệu quả “phay thuận, phay nghịch” một cách hiệu quả vào thực tế, theo mình nên dùng danh từ tiếng anh là up milling và down milling được phân biệt trên cơ sở chip thickness.
-Down milling: phay thuận, chip thickness từ max down về Zero .
Áp dụng cho đk đặc biệt: phôi có độ cứng cao, bề mặt thô, máy yếu, rung động, gá kém cứng vững , phay thành mỏng, phay hốc…..
Vì: ….chưa tìm hiểu được
-Up milling: phay nghịch, chip thickness up từ Zero lên max.
Áp dụng cho dk bình thường
Vì: ….chưa tìm hiểu được
Up milling: phay nghịch, chip thickness up từ Zero lên max. Dao cắt vào phôi , ăn từ Zero lên max sẽ an toàn cho dao đối với vl cứng, bề mặt thô .
Với điều kiện bình thường, áp dụng Down milling: phay thuận, chip thickness từ max down về Zero .
Mình không đồng ý, chỉ có đk gia công đặc biệt mới phay nghich, con lại là phay thuan - down milling.
Chính xác. Vì Chính xác. Vì: ….chưa tìm hiểu được
PS:
Một trong nhưng lý do người ta không thích dùng phay nghịch-up milling là lúc phay, phoi bay vào dao cắt, gây va đập vào dao, kẹt phoi làm xước bề mặt đã gc, tăng nhiệt của dao…
Làm đề tài này hại não quá, cứ confuse: thuận nghịch up down.
@MOD: chức năng trả lời nhanh bị block rồi àh, em phải edit.
Có hai cơ sở để phân biệt phay thuận và phay nghịch, đó là : chiều của vector vận tốc và chip thickness.
Theo mình không cần thiết Việt hóa danh từ chip thickness, định nghĩa chip thichness: google .
Để ứng dụng hiệu quả “phay thuận, phay nghịch” một cách hiệu quả vào thực tế, theo mình nên dùng danh từ tiếng anh là up milling và down milling được phân biệt trên cơ sở chip thickness.
-Down milling: phay thuận, chip thickness từ max down về Zero .
Áp dụng cho đk đặc biệt: phôi có độ cứng cao, bề mặt thô, máy yếu, rung động, gá kém cứng vững , phay thành mỏng, phay hốc…..
Vì: ….chưa tìm hiểu được
-Up milling: phay nghịch, chip thickness up từ Zero lên max.
Áp dụng cho dk bình thường
Vì: ….chưa tìm hiểu được
Hôm nay có người nói. Phay nghịch được sử dụng khi phay phá phay với chiều sâu lớn, còn phay thuận thì thường áp dụng cho quá trình gia cong tinh. Không biết vấn đề này có đúng không nữa
Với điều kiện bình thường, áp dụng Down milling: phay thuận, chip thickness từ max down về Zero .
Phay nghịch dụng thường được sự dụng khi gia công thô, còn phay thuận thường được sự dụng khi gia công tinh. đó là với máy vạn năng vì chú ý đến độ rơ trục vít me và đai ốc bàn máy, nếu không có độ rơ này thì nên phay thuận thì tốt hơn. ý kiến mình là vậy
Như bác lamktv nói rất chuẩn, và mình chỉ thêm ý nhỏ là khi mình gia công các sản phẩm mà có nhiều hốc, thì mình nên chọn phay thuận để tránh tình trạng bị hút dao, sẽ ảnh hưởng tới độ chính xác cũng như biên dạng của sản phẩm .v.v.
PS:
Một trong nhưng lý do người ta không thích dùng phay nghịch-up milling là lúc phay, phoi bay vào dao cắt, gây va đập vào dao, kẹt phoi làm xước bề mặt đã gc, tăng nhiệt của dao…
Làm đề tài này hại não quá, cứ confuse: thuận nghịch up down.
@MOD: chức năng trả lời nhanh bị block rồi àh, em phải edit.
Last edited:
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Hiện nay gia công chủ yếu là phay Thuận - kiểu climb. Cái này dể lộn lắm đó, anh đây gia công hằng ngày mà còn có khi quên nửa. Trong ngoài, trái phải trên dưới loạn cả lên.
Hình của chú Khát là chuẩn lắm đó, nên nhìn 1 cái làm chuẩn để so sánh cho mấy cái khác. Chú ý là hình của chú Khát trên là phay thuận - dưới là nghịch trong điều kiện dùng M03.
Hiện nay gia công chủ yếu là phay Thuận - kiểu climb. Cái này dể lộn lắm đó, anh đây gia công hằng ngày mà còn có khi quên nửa. Trong ngoài, trái phải trên dưới loạn cả lên.
Hình của chú Khát là chuẩn lắm đó, nên nhìn 1 cái làm chuẩn để so sánh cho mấy cái khác. Chú ý là hình của chú Khát trên là phay thuận - dưới là nghịch trong điều kiện dùng M03.
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Bác Bí ơi.phay thuận với phay nghịch trong phay phá thô mới có ý nghĩa nhiều. cứ còn phay tinh và với công nghệ CNC ( độ cứng vững máy cao) thì bác cứ phay cả thuận cả nghịch nó nó nhanh!!!!!!!!!!!!
Hiện nay gia công chủ yếu là phay Thuận - kiểu climb. Cái này dể lộn lắm đó, anh đây gia công hằng ngày mà còn có khi quên nửa. Trong ngoài, trái phải trên dưới loạn cả lên.
Hình của chú Khát là chuẩn lắm đó, nên nhìn 1 cái làm chuẩn để so sánh cho mấy cái khác. Chú ý là hình của chú Khát trên là phay thuận - dưới là nghịch trong điều kiện dùng M03.
Hình của chú Khát là chuẩn lắm đó, nên nhìn 1 cái làm chuẩn để so sánh cho mấy cái khác. Chú ý là hình của chú Khát trên là phay thuận - dưới là nghịch trong điều kiện dùng M03.
Ðề: Tiếp tục chủ đề phay thuận, phay nghịch???
Lúc xem thực tế gia công, nếu suy nghĩ về chiều quay dao, phôi để suy ra phay thuận, nghịch thì xong bat rồi. Mình hay nhìn phoi bay ra, nếu đập vào dao là nghịch. Và 90% là thuận.
Khi còn là Technical Support của Secotools, có những trường hợp vận dụng kiến thức về phay thuận, nghịch mà mình nhớ mãi, và khách hàng chắc cũng hài lòng:
-Khi phay mặt, vật liệu 35HRC,sần sùi, rung động, phay thuận>Bị mẻ insert > Bên mình đổi sang phay nghịch>OK.
-Phay mặt, rộng 80, dùng dao Phi 125, phay thuận, gá kém cứng vững> Bên mình điều chỉnh Position của dao, phay nghịch>OK.
-phay mặt phằng, tấm lớn, ăn zizak> bề mặt không tốt>ở Bat cuối,lập trình lại cho chạy không về, chỉ ăn một chiều>OK. (tuy rằng khi dao engaged full đường kính thì lúc luân, lúc nghịch)
Nhiều lúc chỉ chỉnh M03, M04 là giải quyết được ấn đề.
Lúc xem thực tế gia công, nếu suy nghĩ về chiều quay dao, phôi để suy ra phay thuận, nghịch thì xong bat rồi. Mình hay nhìn phoi bay ra, nếu đập vào dao là nghịch. Và 90% là thuận.
Khi còn là Technical Support của Secotools, có những trường hợp vận dụng kiến thức về phay thuận, nghịch mà mình nhớ mãi, và khách hàng chắc cũng hài lòng:
-Khi phay mặt, vật liệu 35HRC,sần sùi, rung động, phay thuận>Bị mẻ insert > Bên mình đổi sang phay nghịch>OK.
-Phay mặt, rộng 80, dùng dao Phi 125, phay thuận, gá kém cứng vững> Bên mình điều chỉnh Position của dao, phay nghịch>OK.
-phay mặt phằng, tấm lớn, ăn zizak> bề mặt không tốt>ở Bat cuối,lập trình lại cho chạy không về, chỉ ăn một chiều>OK. (tuy rằng khi dao engaged full đường kính thì lúc luân, lúc nghịch)
Nhiều lúc chỉ chỉnh M03, M04 là giải quyết được ấn đề.