Ðề: Xin đựoc chỉ dạy về dòng máy phay cnc 5 mặt mitsubishi
Bạn chưa hiểu G17 G18 G19 ra sao ?
Thực chất G17 để định nghĩa Spindle vuông góc với X Y và khi coi 4 mặt còn lại tương đương với 4 chiều angle head thì rõ rang Spindle mà controler hiểu luôn là G17 và hiển nhiên code vẫn ngon lành với 4 mặt còn lại.
Vidu Mình dùng máy 3 trục ( chỉ duy nhất G17) hoàn toàn gia công trên 5 mặt bằng các Angle head đổi chiều Spindle nhưng controler lại luôn luôn hiểu Spindle của nó vẫn G17.
Thế mới hay !
Còn máy của bạn nói có thể nó sẽ có 5 mặt với Option mỗi mặt y như một con 3 axis có nghĩa là mỗi mặt hoàn toán có các Cycle , các option tối ưu ...Khi đó đòi hỏi code đáp ứng được các options này và mục đích là khai thác được các tính năng tiên tiến trên cả 5 mặt khi đó G18 G19 là nhất thiết phải khai báo nhé
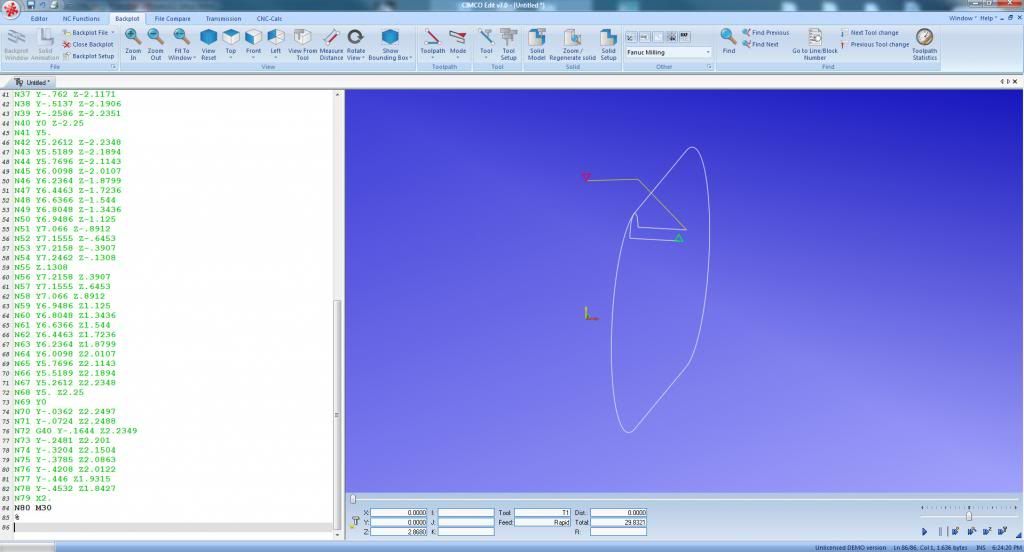
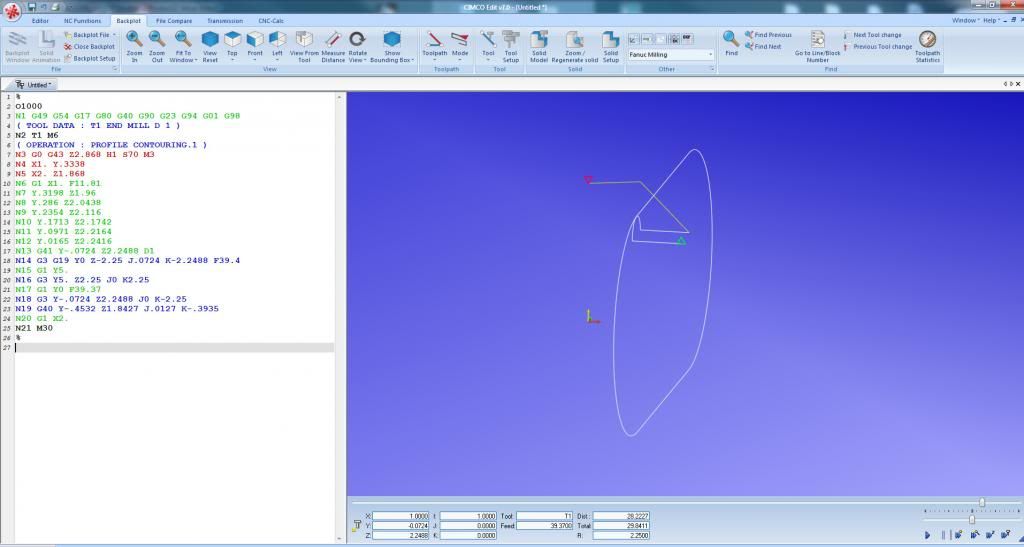
ko ạ , ý em là nếu các tọa độ của bác ra toàn YZ như vậy có phải mình đang gia công trên mặt phẳng YZ không ạ ? vậy mình có cần phải khai báo G19 ra không , em thấy bác vẫn xuất hiện G17 ? mong bác chỉ giáo ạ ! thanks bác !
Thực chất G17 để định nghĩa Spindle vuông góc với X Y và khi coi 4 mặt còn lại tương đương với 4 chiều angle head thì rõ rang Spindle mà controler hiểu luôn là G17 và hiển nhiên code vẫn ngon lành với 4 mặt còn lại.
Vidu Mình dùng máy 3 trục ( chỉ duy nhất G17) hoàn toàn gia công trên 5 mặt bằng các Angle head đổi chiều Spindle nhưng controler lại luôn luôn hiểu Spindle của nó vẫn G17.
Thế mới hay !
Còn máy của bạn nói có thể nó sẽ có 5 mặt với Option mỗi mặt y như một con 3 axis có nghĩa là mỗi mặt hoàn toán có các Cycle , các option tối ưu ...Khi đó đòi hỏi code đáp ứng được các options này và mục đích là khai thác được các tính năng tiên tiến trên cả 5 mặt khi đó G18 G19 là nhất thiết phải khai báo nhé
Last edited:
 bác thật là danh bất hư truyền !
bác thật là danh bất hư truyền !