B

Đậu ngót chỉ đề bù lượng kim loại bị co ngót,chỉ áp dụng trong đúc trọng trường...hay còn gọi là đúc rót,nhưng trong đúc áp lực thì không có vì kim loại đã được nén rất chặt trong khuôn (áp lực)và được làm nguội rất nhanh nên hết khả năng co lại nữa mà nếu có thì chỉ tính đến vài trục phần nghìn thôi.
còn đậu "bẩn" chính là những hốc nằm bên cạnh sản phẩm có chức năng chứa các chất bẩn trong khuôn...nó được các dòng kim loại đẩy hết ra ngoài và nằm tại các hốc này.đậu bẩn này vừa chứa bẩn trong lòng khuôn và có chức năng thoát khí trong khuôn luôn "đậu khí" nếu biết tính toán thì sản phẩm sẽ không bị rỗ do còn đọng khí và bẩn trong sản phẩm.chứ không cần phải máy hút chân không phức tạp như
cái này thì tôi chưa thấy bao giờ
còn đậu "bẩn" chính là những hốc nằm bên cạnh sản phẩm có chức năng chứa các chất bẩn trong khuôn...nó được các dòng kim loại đẩy hết ra ngoài và nằm tại các hốc này.đậu bẩn này vừa chứa bẩn trong lòng khuôn và có chức năng thoát khí trong khuôn luôn "đậu khí" nếu biết tính toán thì sản phẩm sẽ không bị rỗ do còn đọng khí và bẩn trong sản phẩm.chứ không cần phải máy hút chân không phức tạp như
:13: Sao bạn lại ngac nhiên nhỉ? Đối với khuôn đúc áp lực ( Đùn ép nhôm) thì việc dùng Van hút chân không là rất nhiiêù và tối ưu. Có 1 vài trường hợp cũng dùng xẻ rãnh nhưng mà theo đường Zic Zắc để giảm áp lực dòng vật liẹu bắn ra ngoài nhưng phải rất cẩn thận ko dùng sẽ bắn vào người công nhân chứ khong theo kiểu bắn lên trời, hoặc theo hút chân không theo kiểu đường ngầm. nhưng đa số các công ty Nhật đều làm theo kiểu có Van hút chân không.
Hình kết cấu van>:
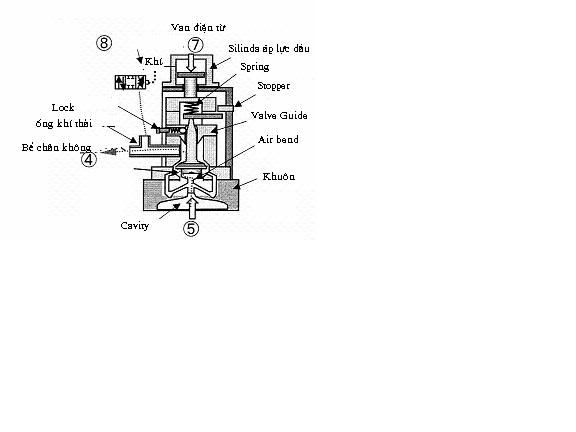
Đối với các loại khuôn thì trong lòng khuôn phải tuyệt đối kín chứ. Hở thì thì khuôn sẽ ép theo kiểu gì mà còn chuyện Bavia nữa chứ. Thời gian bao lâu thì thử ép vài lần mới kết luận được chứ.
mặt Van tiếp xúc với lòng khuôn có nắp được mở ra nhờ lực của dong chảy nhôm. khi Dònh nhôm chảy vào lòng khuôn thì sẽ đẩy mở lắp ra và hút không khí trong long khuôn ra, khi chạm tới mặt van thjì sẽ có cảm ứng đóng nắp lại. Mặt van cần được quản lý không sẽ có Bavia.
Hình kết cấu van>:
Đối với các loại khuôn thì trong lòng khuôn phải tuyệt đối kín chứ. Hở thì thì khuôn sẽ ép theo kiểu gì mà còn chuyện Bavia nữa chứ. Thời gian bao lâu thì thử ép vài lần mới kết luận được chứ.
mặt Van tiếp xúc với lòng khuôn có nắp được mở ra nhờ lực của dong chảy nhôm. khi Dònh nhôm chảy vào lòng khuôn thì sẽ đẩy mở lắp ra và hút không khí trong long khuôn ra, khi chạm tới mặt van thjì sẽ có cảm ứng đóng nắp lại. Mặt van cần được quản lý không sẽ có Bavia.
Đậu ngót chỉ đề bù lượng kim loại bị co ngót,chỉ áp dụng trong đúc trọng trường...hay còn gọi là đúc rót,nhưng trong đúc áp lực thì không có vì kim loại đã được nén rất chặt trong khuôn (áp lực)và được làm nguội rất nhanh nên hết khả năng co lại nữa mà nếu có thì chỉ tính đến vài trục phần nghìn thôi.
khuôn áp lực vì làm nguội rất nhanh nên mới cần đậu ngót để bù đắp lượng kim loại ở các điểm khác nhau chứ (tốc độ chảy của kim loại từ cổng vào không đủ bù đắp kim loại ở các điểm xa nó tốc độ làm nguội rất nhanh trong khuôn kim loại)
Có lẽ bạn không phải là KS chuyên ngành đúc rồi, đậu bù ngót chỉ dùng khi có sự ngót, điều kiện để có ngót là phải có nút nhiệt, có thời gian chuyển biến pha từ lỏng sang rắn kéo dài, xem giản đồ trạng thái sắt - các bon thì rõ nhất. Đúc áp lực có khuôn bằng kim loại làm chi tiết đúc nguội nhanh có thể coi như là kim loại chuyển đột ngột từ lỏng sang rắn mặt khác quan trọng nhất là có áp lực (thời gian giữ áp) tác động làm kim loại đặc chắc không có ngót. Một thí nghiệm khi còn là SV thường làm đó là đúc đứng một cây nhôm khoảng 3kg trong khuôn cát để bù ngót phải đặt đậu bù khoảng 2 kg mới hết rỗ ngót, nếu ta dùng một cây gỗ ấn (tạo áp lực) vào mặt trên của đậu khi vừa rót xong thì chỉ cần khoảng 1,7 kg đậu là hết rỗ ngót điều đó chứng tỏ tác dụng của áp lực đến sự bù ngót của kim loại.:5:
đúng là tớ không phải ks nghành đúc. nhưng tớ đã thiết kế rất nhiều khuôn đúc áp lực ( khuôn đúc nhôm). từ kinh nghiệm thực tế tớ thấy rằng khuôn đúc áp lực sử dụng rất nhiều đậu ngót. tớ không phủ định sự bù kim loại khi có áp lực. nhưng với khuôn kim loại sự đông đặc xảy ra rất nhanh nên áp lực không ảnh hưởng nhiều đến quá trình co ngót.
bạn có thể chia sẻ vài hình ảnh được không
có thể bạn lầm khuôn đúc rót nhôm bằng kim loại chăng???
đúng là tớ không phải ks nghành đúc. nhưng tớ đã thiết kế rất nhiều khuôn đúc áp lực ( khuôn đúc nhôm). từ kinh nghiệm thực tế tớ thấy rằng khuôn đúc áp lực sử dụng rất nhiều đậu ngót. tớ không phủ định sự bù kim loại khi có áp lực. nhưng với khuôn kim loại sự đông đặc xảy ra rất nhanh nên áp lực không ảnh hưởng nhiều đến quá trình co ngót.
S
H
Author
chỗ tớ gọi đây là đậu ngót. còn chỗ cậu gọi là gì ???
Một số hình về chi tiết vật đúc


Ok
vậy xin hỏi bạn là chất bôi trơn bề mặt khuôn nó sẽ nằm ở đâu(mỗi lần lấy sản phẩm ra công nhân đểu phải phun 1 silicon chống bám dính lên khuôn)
bạn có biết 1 ca máy đúc hết bao nhiêu tiền không?
bạn có biết "nhôm thừa" này sẽ hao bao nhiêu % khi nấu lại không?...
bạn có chắc chắn là nhôm khi nấu nguyên chất chứ?
bạn có biết là để giảm giá thành thì mấy bố đúc nhôm có pha thêm nhôm "gia công" vào cùng nhôm nhập khẩu...
nếu không biết chính xác khối lượng nhôm cần đúc là bao nhiêu thì ta có thể đúc thử đến khi nào đạt thì thôi (chắc bắn khoảng 10 lần là đầy thôi) dân đúc vẫn làm thế,còn nếu thừa thì nó sẽ nằm ở gate...
có thể khinh nghiệm mình kém xin bạn chỉ bảo thêm

nhiều bộ khuôn(do vội) tôi chẳng cho đường dẫn vào mấy cái hốc này mà vẫn bắn thử ra mẫu ầm ầm,sau đó mới làm đường dẫn vào...
vậy xin hỏi bạn là chất bôi trơn bề mặt khuôn nó sẽ nằm ở đâu(mỗi lần lấy sản phẩm ra công nhân đểu phải phun 1 silicon chống bám dính lên khuôn)
bạn có biết 1 ca máy đúc hết bao nhiêu tiền không?
bạn có biết "nhôm thừa" này sẽ hao bao nhiêu % khi nấu lại không?...
bạn có chắc chắn là nhôm khi nấu nguyên chất chứ?
bạn có biết là để giảm giá thành thì mấy bố đúc nhôm có pha thêm nhôm "gia công" vào cùng nhôm nhập khẩu...
nếu không biết chính xác khối lượng nhôm cần đúc là bao nhiêu thì ta có thể đúc thử đến khi nào đạt thì thôi (chắc bắn khoảng 10 lần là đầy thôi) dân đúc vẫn làm thế,còn nếu thừa thì nó sẽ nằm ở gate...
có thể khinh nghiệm mình kém xin bạn chỉ bảo thêm

nhiều bộ khuôn(do vội) tôi chẳng cho đường dẫn vào mấy cái hốc này mà vẫn bắn thử ra mẫu ầm ầm,sau đó mới làm đường dẫn vào...
Last edited:
H
Author
Ok
vậy xin hỏi bạn là chất bôi trơn bề mặt khuôn nó sẽ nằm ở đâu(mỗi lần lấy sản phẩm ra công nhân đểu phải phun 1 silicon chống bám dính lên khuôn)
bạn có biết 1 ca máy đúc hết bao nhiêu tiền không?
bạn có biết "nhôm thừa" này sẽ hao bao nhiêu % khi nấu lại không?...
bạn có chắc chắn là nhôm khi nấu nguyên chất chứ?
bạn có biết là để giảm giá thành thì mấy bố đúc nhôm có pha thêm nhôm "gia công" vào cùng nhôm nhập khẩu...
nếu không biết chính xác khối lượng nhôm cần đúc là bao nhiêu thì ta có thể đúc thử đến khi nào đạt thì thôi (chắc bắn khoảng 10 lần là đầy thôi) dân đúc vẫn làm thế,còn nếu thừa thì nó sẽ nằm ở gate...
có thể khinh nghiệm mình kém xin bạn chỉ bảo thêm
nhiều bộ khuôn(do vội) tôi chẳng cho đường dẫn vào mấy cái hốc này mà vẫn bắn thử ra mẫu ầm ầm,sau đó mới làm đường dẫn vào...
vậy xin hỏi bạn là chất bôi trơn bề mặt khuôn nó sẽ nằm ở đâu(mỗi lần lấy sản phẩm ra công nhân đểu phải phun 1 silicon chống bám dính lên khuôn)
bạn có biết 1 ca máy đúc hết bao nhiêu tiền không?
bạn có biết "nhôm thừa" này sẽ hao bao nhiêu % khi nấu lại không?...
bạn có chắc chắn là nhôm khi nấu nguyên chất chứ?
bạn có biết là để giảm giá thành thì mấy bố đúc nhôm có pha thêm nhôm "gia công" vào cùng nhôm nhập khẩu...
nếu không biết chính xác khối lượng nhôm cần đúc là bao nhiêu thì ta có thể đúc thử đến khi nào đạt thì thôi (chắc bắn khoảng 10 lần là đầy thôi) dân đúc vẫn làm thế,còn nếu thừa thì nó sẽ nằm ở gate...
có thể khinh nghiệm mình kém xin bạn chỉ bảo thêm
nhiều bộ khuôn(do vội) tôi chẳng cho đường dẫn vào mấy cái hốc này mà vẫn bắn thử ra mẫu ầm ầm,sau đó mới làm đường dẫn vào...
1. Chất chống dính sau khi được phun vào sẽ tạo một màng mỏng để cách ly giữa khuôn và vật đúc, sau khi chi tiết vật đúc được hình thành ở nhiệt độ cao nên chất chống dính này (silicon như bạn nói nhưng mình vẫn chưa biết, có thể là Silicon hay chất gì khác..) sẽ bị khô tạo thành các hạt nhỏ bám vào khuôn và chắc chắc với bạn loại chất này 99% sẽ không dính vào vật đúc, và khuôn bị dính quá nhiều chất này thì sẽ tạo ra bề vật đúc bị sần sùi và không đạt yêu cầu và do đó công nhân phải dừng máy lại và làm sạch khuôn và thông thường dạng máy sukizu (dạng máy đúc từ dưới lên) bị nhiều nhất và hiện tại quá trình phun này được tự động hoàn toàn, công nhân chỉ đứng lấy sản phẩm đập bỏ runer và overflow đi.
2.Mình chỉ thiết kế sản phẩm chứ không tính tiền cho sản phẩm nên mình không biết.
3.Nhôm nguyên chất sẽ tieu hao không nhiều tất nhiên nó cũng dính các loại dầu, các chỗ bị cháy đen tuy nhiên khi được nấu lỏng lại sẽ tạo ra tạp chất và sẽ nổi lên (nếu chìm thì....) cho nên cứ hết một ngày ( sau khi làm xong thì công nhân có nhiệm vụ cào các tạp chất đó ra từ bồn nung nóng (công việc khá nguy hiểm vì lò khá nóng nhưng rất quan trọng ).
4.Nếu nhôm nấu không nguyên chất thì bạn đừng nghĩ đến việc công ty được tồn tại lâu dài và vươn xa mà cứ đứng mãi 1 chỗ vì ....gian lận
5.Hèn chi.....Việt Nam.....thời bây giờ mà bạn còn nghĩ như hồi xưa ông cha ta nữa ư??Vậy khi nào VN mới phát triển.
6.Đúc thử?? Đúc đến khi nào được thì thôi???mất bao nhiêu tiền cho 1 lần đúc thử vậy bạn??? Với các phần mềm mô phỏng đúc hiện tại thì có thể bạn mô phỏng rồi chế tạo chứ không cần đúc thử và trong quá trình đúc người ta sẽ xem sản phẩm ra sao, họ sẽ bỏ 5 cái đầu tiên. Còn quá trình đúc thử chỉ là quá trình nghiên cứu 1 cái gì đó ví dụ như công ty mình đang nghiên cứu (xong rồi ngu như con kiến luôn hehe) đúc nano và đúc bán ngưng tụ (S
Còn như bạn cứ cho dung dịch bắn thử đến khi nào đầy thôi thì có lẽ rằng không cần overflow làm gì mà chỉ cần đườn thoát khí là được và khi bạn làm như vậy tốn kém-->tăng giá thành-->trong khi muốn hạ giá thành bây giờ ai cũng nâng cao chất lượng sản phẩm mà trong khi bạn lại thêm hợp chất thì....Do đó việc hạ giá thành sản phẩm cần cải tiến kỹ thuật, nâng cao hiệu suất sản xuất.
Đây là những gì mình thu thập được sau ....1 năm học việc nên chắc có những cái chưa hiểu lắm và còn đang trong quá trình học tập, mong anh em chỉ bảo.
Việt Nam bao giờ mới tiến lên được...khi bạn làm khuôn thuê thì phải liệu cơm gắp mắm thôi.ở đâu mà tiêu chuẩn được tất cả.mà nói thật những bộ khuôn chất lượng cao thì cũng không đến lượt mình làm mà nó chạy từ nước ngoài về hết...
Tôi chưa từng thấy ai làm khuôn đúc áp lực 1 phát ăn ngay(sản phẩm đạt chất lượng)...nếu được như thế thì toàn khuôn đơn giản...
Tôi chưa từng thấy ai làm khuôn đúc áp lực 1 phát ăn ngay(sản phẩm đạt chất lượng)...nếu được như thế thì toàn khuôn đơn giản...
T
Author
anh chị ơi! em hiện là sinh viên đang làm đề tài về đúc mâm xe ô tô. nhưng qua tìm hiểu trên internet em bị hoang mang quá. theo em được học ( em học ô tô nên môn đúc này là môn tự chọn nếu có kiến thức nào sai mong anh chị giúp em với ạ!) thì khi đúc phải có đậu ngót, đậu hơi và hệ thống rót. nhưng em tìm hiểu thì có vài video em thây đúc ra nhưng không có những phần thừa của đậu ngót đậu hơi cả. mong anh chị giúp em với ạ! nếu được anh chị có thể cho em xin ít tài liệu về đúc mâm xe ô tô được không ạ?.
em xin cảm ơn mọi người đã quan tâm ạ!!!!
em xin cảm ơn mọi người đã quan tâm ạ!!!!
Đúc lazang cơ bản có 2 hình thức: đúc trọng lực và đúc áp lực thấp
Đúc trọng lực
Đúc trọng lực là quá trình cơ bản nhất để đổ nhôm nóng chảy vào khuôn sử dụng trọng lực của trái đất để lấp đầy khuôn. Ưu điểm: chi phí sản xuất rất hợp lý. Chắc chắn cần đậu ngót, thoát hơi.
Đúc áp lực thấp
Đúc áp lực thấp sử dụng áp suất dương để di chuyển nhôm nóng chảy vào khuôn nhanh hơn và đạt được thành phẩm có tính chất cơ học được cải thiện (mật độ hạt mịn hơn, ít khuyết tật) so với bánh xe đúc trọng lực. Có chi phí sản xuất cao hơn một chút so với đúc trọng lực, nhưng đúc áp lực thấp là quy trình phổ biến nhất để sản xuất lazang.
Một số nhà sản xuất còn sử dụng công nghệ đúc áp lực cao để có được sản phẩm chất lượng tốt, trọng lượng nhẹ, nhưng chi phí cao, thiết kế khuôn rất phức tạp.
Tùy theo vật đúc, tâm nhiệt, hướng dòng chảy mà người ta quyết định có làm thêm đậu ngót hay sử dụng luôn đậu cái làm đậu ngót.
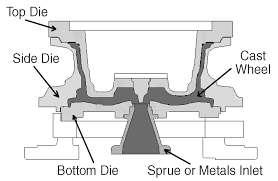
Như hình b gửi thì nó sử dụng công nghệ đúc áp lực thấp, sử dụng đậu cái để bù ngót

Đúc trọng lực
Đúc trọng lực là quá trình cơ bản nhất để đổ nhôm nóng chảy vào khuôn sử dụng trọng lực của trái đất để lấp đầy khuôn. Ưu điểm: chi phí sản xuất rất hợp lý. Chắc chắn cần đậu ngót, thoát hơi.
Đúc áp lực thấp
Đúc áp lực thấp sử dụng áp suất dương để di chuyển nhôm nóng chảy vào khuôn nhanh hơn và đạt được thành phẩm có tính chất cơ học được cải thiện (mật độ hạt mịn hơn, ít khuyết tật) so với bánh xe đúc trọng lực. Có chi phí sản xuất cao hơn một chút so với đúc trọng lực, nhưng đúc áp lực thấp là quy trình phổ biến nhất để sản xuất lazang.
Một số nhà sản xuất còn sử dụng công nghệ đúc áp lực cao để có được sản phẩm chất lượng tốt, trọng lượng nhẹ, nhưng chi phí cao, thiết kế khuôn rất phức tạp.
Tùy theo vật đúc, tâm nhiệt, hướng dòng chảy mà người ta quyết định có làm thêm đậu ngót hay sử dụng luôn đậu cái làm đậu ngót.
Như hình b gửi thì nó sử dụng công nghệ đúc áp lực thấp, sử dụng đậu cái để bù ngót