L



ngoài những khả năng cơ bản trên máy tiên vạn năng còn có những chức năng sau:
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
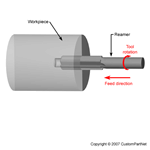
7) sử dụng để doa lỗ
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
7) sử dụng để doa lỗ
T
Author
Em đang quan tâm liệu trên máy tiện em tháo đài dao trên đi, sau đó lắp lên bàn xe dao một bộ đồ gá (ê tô chẳng hạn) dùng côn moóc đầu trục chính lắp chuôi như chuôi dao phay như vậy em có thể sử dụng như một máy phay ngang được không? Tính công nghệ có đảm bảo không? Ở đây em chỉ muốn bàn về các khả năng của máy (giải thích tại sao gọi là máy vạn năng). Nhờ bác LND cho em xin ý kiến về vấn đề này?
Ngoài ra em muốn bác giải thích cho em về phương pháp Taro trên máy tiện vạn năng? Em chưa biết về khả năng này? Nếu Taro được trên máy tiện thì khả năng đảo chiều để rút mũi Taro như thể nào? Dùng tay để taro hay dùng tay gạt cần đảo chiều trục chính? Nếu máy làm tự động được việc này đề nghị bác giới thiệu cho em Model máy?
- Em bổ sung thêm là với máy tiện vạn năng khi dùng thêm đồ gá mài máy có thể thự hiện mài tròn trong, mài tròn ngoài, Mài phẳng mặt đầu.
Ngoài ra em muốn bác giải thích cho em về phương pháp Taro trên máy tiện vạn năng? Em chưa biết về khả năng này? Nếu Taro được trên máy tiện thì khả năng đảo chiều để rút mũi Taro như thể nào? Dùng tay để taro hay dùng tay gạt cần đảo chiều trục chính? Nếu máy làm tự động được việc này đề nghị bác giới thiệu cho em Model máy?
- Em bổ sung thêm là với máy tiện vạn năng khi dùng thêm đồ gá mài máy có thể thự hiện mài tròn trong, mài tròn ngoài, Mài phẳng mặt đầu.
Em đang quan tâm liệu trên máy tiện em tháo đài dao trên đi, sau đó lắp lên bàn xe dao một bộ đồ gá (ê tô chẳng hạn) dùng côn moóc đầu trục chính lắp chuôi như chuôi dao phay như vậy em có thể sử dụng như một máy phay ngang được không? Tính công nghệ có đảm bảo không? Ở đây em chỉ muốn bàn về các khả năng của máy (giải thích tại sao gọi là máy vạn năng). Nhờ bác LND cho em xin ý kiến về vấn đề này?
Ngoài ra em muốn bác giải thích cho em về phương pháp Taro trên máy tiện vạn năng? Em chưa biết về khả năng này? Nếu Taro được trên máy tiện thì khả năng đảo chiều để rút mũi Taro như thể nào? Dùng tay để taro hay dùng tay gạt cần đảo chiều trục chính? Nếu máy làm tự động được việc này đề nghị bác giới thiệu cho em Model máy?
- Em bổ sung thêm là với máy tiện vạn năng khi dùng thêm đồ gá mài máy có thể thự hiện mài tròn trong, mài tròn ngoài, Mài phẳng mặt đầu.
Ngoài ra em muốn bác giải thích cho em về phương pháp Taro trên máy tiện vạn năng? Em chưa biết về khả năng này? Nếu Taro được trên máy tiện thì khả năng đảo chiều để rút mũi Taro như thể nào? Dùng tay để taro hay dùng tay gạt cần đảo chiều trục chính? Nếu máy làm tự động được việc này đề nghị bác giới thiệu cho em Model máy?
- Em bổ sung thêm là với máy tiện vạn năng khi dùng thêm đồ gá mài máy có thể thự hiện mài tròn trong, mài tròn ngoài, Mài phẳng mặt đầu.
Ta rô trên máy tiện vạn năng thực ra mình biết có tới 3 đến 4 phương pháp có thể ta rô được ( Bạn tham khảo bài của Thu hà 85 nhé ,rất thú vị đấy )
Mài trong trong , tròn ngoài ,mài mặt đầu . Bạn hãy tính những c/đ cần thiết khi mài nếu bạn sử dụng đồ gá để đảm bảo đủ số c/đ cần thiết đó thì mài được ,thực tế thì mình chưa thấy nhưng sách vở thì nói mài được đấy .
UH còn lại để các anh Đình , TYA , MTam .. giải thích tiếp cho bạn .
L
Author



Turning: Engine Lathe Detail

Engine Lathe Carriage
The figure below illustrates the carriage of an engine lathe. The carriage allows cross-feed and diagonal movements in addition to axial movement.
 Turning: Chucks
Turning: Chucks
The chuck is integral to a lathe's functioning because it fixtures the part to the spindle axis of the machine. Below is shown a
chuck with jaws that are all driven by the same chuck key. This arrangement provides convenience in that parts can be mounted and dismounted quickly.

[
Chuck[/B]
The inner construction of the
chuck is shown below. A spiral gear meshes with cog teeth on the jaws to move all three jaws in or out simultaneously. Parts can be fixtured on outer or inner surfaces since there are gripping surfaces on the inner and outer surfaces of the chuck jaws.

Four-Jaw Chuck
If the part needs to be off center or is not a solid of revolution (axially symmetric), a four-jaw chuck with independently-actuated jaws needs to be used. Such a chuck is depicted below.

Turning: Engine Lathe Tool Post
Engine Lathe Carriage
The figure below illustrates the carriage of an engine lathe. The carriage allows cross-feed and diagonal movements in addition to axial movement.
The chuck is integral to a lathe's functioning because it fixtures the part to the spindle axis of the machine. Below is shown a
[
The inner construction of the
Four-Jaw Chuck
If the part needs to be off center or is not a solid of revolution (axially symmetric), a four-jaw chuck with independently-actuated jaws needs to be used. Such a chuck is depicted below.
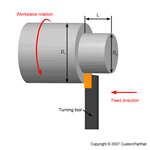
Since the tool is stationary on a lathe, there is great flexibility for mounting the tool to best advantage. The tool post and carriage of a lathe provide several ways of positioning and feeding the tool. Below is shown the work area of an engine lathe. The cutting tool is fixtured on the tool post, which sits atop the carriage assembly. The carriage can move the tool post along the axis of part rotation, perpendicular to the axial direction, and on a diagonal.

The tool post is shown below. The tool post can pivot the tool about a vertical axis and the cutting tool can be moved in and out along its long axis. The cutting tool is held in by the vertical screws, the heads of which can be seen above the cutting tool groove.

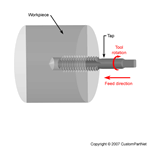
The tail stock of an engine lathe is used to provide a fixture at the end of the part opposite from the chuck. The tail stock can be used to support a long, thin part so that more radial cutting force can be applied and higher rotational speeds can be attained without a "whipping" instability effect. Below is illustrated another use for the tail stock. Drill bits can be fixtured in the tail stock to cut axial holes in a turned part. These central holes are more accurate than a drill press or mill could provide since the lathe is dedicated to operations in which an axially-symmetric part is rotated about its central axis. The fixturing is more accurate since all fixturing is based upon surfaces of revolution about the central axis, and the machining is more rigidly supported for the same reason.

L
Author
Boring
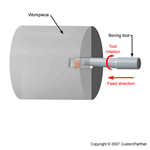
Boring can be accomplished on a mill or even a drill press, but is most accurate on a lathe. The boring tool is fixtured in the tail stock. Again, since all fixturing is relative to the central spindle axis, boring on a lathe is more accurate than most other boring methods, an exception being jig boring on a dedicated jig boring machine. The length of the boring bar is of critical importance because of its tendency to bend. The figure below illustrates a boring tool which is
so that it is less prone to the cantilever "diving board" effect. For design guidelines for bored holes in parts, please check the design for boring section.
 Below are illustrated some of the many types of machining that can be accomplished on a lathe.
Below are illustrated some of the many types of machining that can be accomplished on a lathe.


Boring can be accomplished on a mill or even a drill press, but is most accurate on a lathe. The boring tool is fixtured in the tail stock. Again, since all fixturing is relative to the central spindle axis, boring on a lathe is more accurate than most other boring methods, an exception being jig boring on a dedicated jig boring machine. The length of the boring bar is of critical importance because of its tendency to bend. The figure below illustrates a boring tool which is
Turning: Standard Tool Post Tool
The tool inserted in the tool holder is shown below:

[
Cutting Tool Variety[/B]
There are many types of cutting tools for different operations. Below is shown a few of the variety, here shown with a tool holder adapter that fits into a larger tool post fixture.

Below is shown how s
lathe tools can be used.

Parting Tool
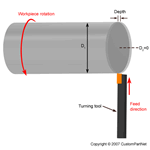
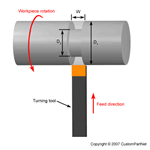
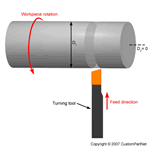
The illustration below shows how a parting tool is fixtured and used. Parting is important at the end of a turning process in order to separate the part from the raw material. Parting must be carried out slowly and carefully since the tool is quite long and is prone to chattering. Parting is not very accurate, and a finishing cut must often be undertaken after parting if the parted surface is to be accurate.

Knurling
Knurling is an operation used to produce a texture on a turned machine part. Handles are often knurled in order to provide a gripping surface. The two wheel inserts shown on the tool below contact the work piece, and with pressure, c
a pattern into the surface of the part.

The tool inserted in the tool holder is shown below:
[
There are many types of cutting tools for different operations. Below is shown a few of the variety, here shown with a tool holder adapter that fits into a larger tool post fixture.
Below is shown how s
Parting Tool
The illustration below shows how a parting tool is fixtured and used. Parting is important at the end of a turning process in order to separate the part from the raw material. Parting must be carried out slowly and carefully since the tool is quite long and is prone to chattering. Parting is not very accurate, and a finishing cut must often be undertaken after parting if the parted surface is to be accurate.
Knurling
Knurling is an operation used to produce a texture on a turned machine part. Handles are often knurled in order to provide a gripping surface. The two wheel inserts shown on the tool below contact the work piece, and with pressure, c
L
Author
Screw Machines
Screw machines are automated lathes which can quickly mass-produce turned parts. A screw machine uses cutting methods similar to that of a lathe but is highly automated. Screw machines are typically used for high-volume, low-cost turned parts. Feed stock for a screw machine is a long cylindrical rod of material. The screw machine automatically turns/faces the part, parts it off, and advances the rod for the next part. A screw machine is illustrated below.

Cross Slide Simultaneous Operation
Below is illustrated an on-axis view of how cross slides in a screw machine sequentially cut the work piece. Simultaneous action increases throughput. The view is down the axis of the spindle and shows how tools on cross slides can cut the work piece, some simultaneously with others.
 Design of Parts for Turning
Design of Parts for Turning
The following are general guidelines for design of turned parts:
Boring
Screw machines are automated lathes which can quickly mass-produce turned parts. A screw machine uses cutting methods similar to that of a lathe but is highly automated. Screw machines are typically used for high-volume, low-cost turned parts. Feed stock for a screw machine is a long cylindrical rod of material. The screw machine automatically turns/faces the part, parts it off, and advances the rod for the next part. A screw machine is illustrated below.
Cross Slide Simultaneous Operation
Below is illustrated an on-axis view of how cross slides in a screw machine sequentially cut the work piece. Simultaneous action increases throughput. The view is down the axis of the spindle and shows how tools on cross slides can cut the work piece, some simultaneously with others.
The following are general guidelines for design of turned parts:
- Where possible, turned parts should be designed so that a tail stock is not required. This is done by designing the part to be stubby rather than long with a high aspect ratio. The figure below shows the difference.

- Chuck-clamped cylindrical surfaces should not contain parting lines so that flash does not introduce errors.
- For cast parts with surfaces to be faced, cast-in relief allows for tool clearance, as shown below.

- On cast parts that are subsequently turned down, burrs can be avoided by avoiding surfaces perpendicular to the surface, as shown below.

- Be as specific as possible when referring to removal of burrs. Blanket specifications such as "break all corners" are not recommended since removing all burrs is expensive. Only certain burrs are gross enough and compromise safety and functionality enough to warrant removal.
- Keyways should be able to be milled with the endmill traversing the part axially. Radii at the ends of the keyway are those of the endmill.
- Avoid turning in the areas of weldments, parting lines, and flash. This will tend to extend cutter life.
- Minimize the number of set ups required. Milling should be grouped into sets of parallel planes.
- Design for the largest diameter cutters possible. Larger cutters are less prone to breakage and require lower speeds when compared to smaller cutters. Larger cutters also can accomodate carbide cutting inserts.
- Carbide cutting surfaces require fewer tool changes and have higher cutting performance.
- Blending of radii into existing surfaces should be avoided, even with a ball end mill. Cosmetic-quality blending is expensive to achieve.
- If a surface is to be faced, it preferably should be angled in order to provide tool clearance.
- Sharp inside corners need to conform to the cutter radius that is used in that vicinity. If possible, inside corner radii should be left to the discretion of the fabricator.

- For the cutter perpendicular to the turning axis, rules of thumb for angles on the part are shown below:

- For the cutter at fifty-five degrees to the turning axis, rules of thumb for angles on the part are shown below:

Boring
- Boring is more expensive than drilling, so drilling should be used if possible.
- Deep holes with aspect ratios greater than 3:1 should be avoided since accuracy and cutting time will suffer.
- Use through holes instead of blind holes where possible.
- As with all machining operations, the part must be as rigid as possible while being machined. With boring, this applies to the boring bar itself as well as to the part.
- As shown below, relief for the bottoms of blind holes should be provided.

C
Author
ngoài những khả năng cơ bản trên máy tiên vạn năng còn có những chức năng sau:
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
7) sử dụng để doa lỗ
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
7) sử dụng để doa lỗ
http://www.youtube.com/watch?v=-9jMN9Bgg6g&feature=related
Mình có xem trên mạng : Máy tiện có thể tiện từ trụ ra lục giác hoặc vuông nữa , cái này có thể ứng dụng cho máy tiện cơ
http://www.youtube.com/watch?v=-9jMN9Bgg6g&feature=related
http://www.youtube.com/watch?v=-9jMN9Bgg6g&feature=related
T
T
N
V
Ðề: Khả năng cơ bản của máy Tiện Vạn Năng
- Bạn cần phân tích nguyên công mài tròn ngoài cần bao nhiêu c/đ , Máy tiện vạn năng có bao nhiêu c/đ >> Bạn cần phải bù bao nhiêu c/đ nữa đến đây câu trả lời đã dần gợi mở.
- Bạn có thể gắn trên đài gá dao hoặc 1 vị trí nào thích hợp trên bệ gá đài dao 1 động cơ điện có lắp đá mài, đây là cách làm mà mình thấy ở các xưởng cơ khí, người ta cũng mài tròn trong được với cách gá đặt tương tự.
Bác có thế cho em biết cụ thể mài tròn ngoài trên máy tiện vạn năng không ạ .em cũng nghe thầy giáo nói phải chế thêm đồ gá nhưng chưa thấy bao giờ...
- Bạn có thể gắn trên đài gá dao hoặc 1 vị trí nào thích hợp trên bệ gá đài dao 1 động cơ điện có lắp đá mài, đây là cách làm mà mình thấy ở các xưởng cơ khí, người ta cũng mài tròn trong được với cách gá đặt tương tự.
R
Author
Ðề: Khả năng cơ bản của máy Tiện Vạn Năng
ngoài những khả năng cơ bản trên máy tiên vạn năng còn có những chức năng sau:
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
7) sử dụng để doa lỗ
1) tiện ren trong
2) gia công được bề măt côn bằng cách : đánh lệch ụ động, đánh lệch bàn dao trên, sử dụng thước chép hình cơ khí hoặc thủy lực ,sử dụng dao tiện định hình, kết hợp dich chuyển Sd vàSn...
3) sử dụng để đánh bóng
4)có thể gia công được các bề mặt không tròn xoay ,bề mặt lệch tâm khi sử dung thêm đò gá
5) có thể gia công rãnh then khi sử dụng thêm đồ gá
6) một số máy tiện vạn năng như 1K62 có thể gia công được ren mặt đầu
7) sử dụng để doa lỗ
