Ðề: Bài viết về lập trình gia công tiện bằng MasterCam và thực tế
Để hưởng ứng phong trào của cadman, em nhận dịp thực hành và học hỏi post lên luôn cho mọi người và cùng nhau trao đổi kinh nghiệm. có gì sai sót thì mong các bạn chỉ thêm
Bài này mính sẻ hướng dẫn phương pháp tiện ren 1 đầu mối.
Ren thì có: ren trong và ren ngoài
Vì đây là ví dụ minh họa nên chi tiết là đơn giản, 1 đoạn trục.Để hưởng ứng phong trào của cadman, em nhận dịp thực hành và học hỏi post lên luôn cho mọi người và cùng nhau trao đổi kinh nghiệm. có gì sai sót thì mong các bạn chỉ thêm
Bài này mính sẻ hướng dẫn phương pháp tiện ren 1 đầu mối.
Ren thì có: ren trong và ren ngoài
Vì đây là ví dụ minh họa nên chi tiết là đơn giản, 1 đoạn trục.Để hưởng ứng phong trào của cadman, em nhận dịp thực hành và học hỏi post lên luôn cho mọi người và cùng nhau trao đổi kinh nghiệm. có gì sai sót thì mong các bạn chỉ thêm
Bài này mính sẻ hướng dẫn phương pháp tiện ren 1 đầu mối.
Ren thì có: ren trong và ren ngoài
Vì đây là ví dụ minh họa nên chi tiết là đơn giản, 1 đoạn trục.
[ANH]3497_4E809038[/ANH]
Bước 1: Tạo phôi chuản bị gia công
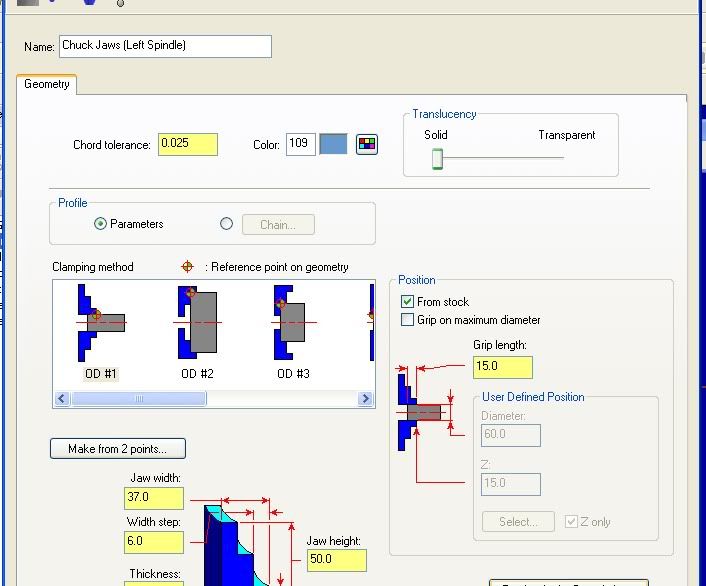
Bước 2: Thiết lập phôi và cặp phôi vào mâm cặp
Riêng 2 cái này thì anh cadman đã nói rất rõ rồi, đó là điều đầu tiên để ta thực hiện những công việc khác.
Bước 3: Tiện thô và tinh đoạn trục để chuẩn bị cho tiên ren được đẹp.
Click chuột phải vào Ribbon bar sau đó chọn lather toolpart đến Quick sau đó chọn Quick Rough
[ANH]877A_4E809086[/ANH]
Sau khi chọn xong chương trình yêu cầu đặt tên cho file NC .
[ANH]78B2_4E809108[/ANH]
Kế đến chương trình yêu cầu ta chọn biên dạng gia công thô ta click vào như hình vẽ và
[ANH]FAEF_4E809150[/ANH]
chọn biên dạng như hình vẽ
[ANH]9C4E_4E8091B5[/ANH]
Sau khi chọn xong ta ấn Apply
Bước 4: Chọn dao cắt và chế độ công nghệ cho bước tiện thô
Với bước tiện thô này thì làm như anh cadman là ok rồi, chế độ công nghệ chỉ là để tham khảo thôi, con thực tế thế nào thì còn phải bàn nhiều lắm.
[ANH]B8CA_4E80921C[/ANH]
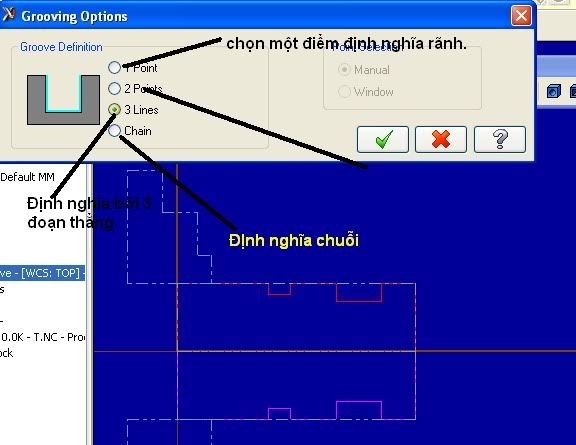
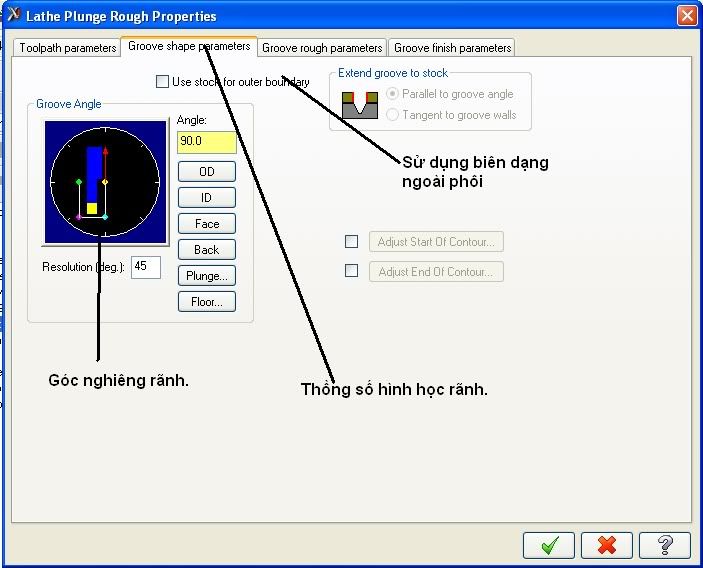
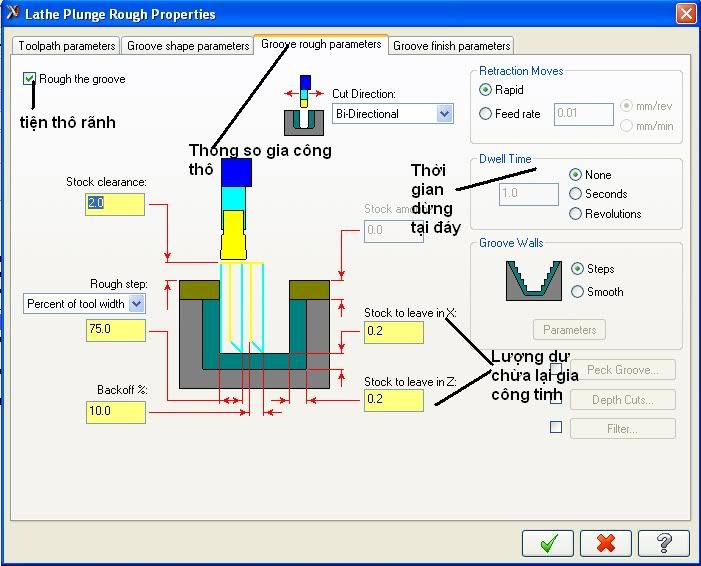
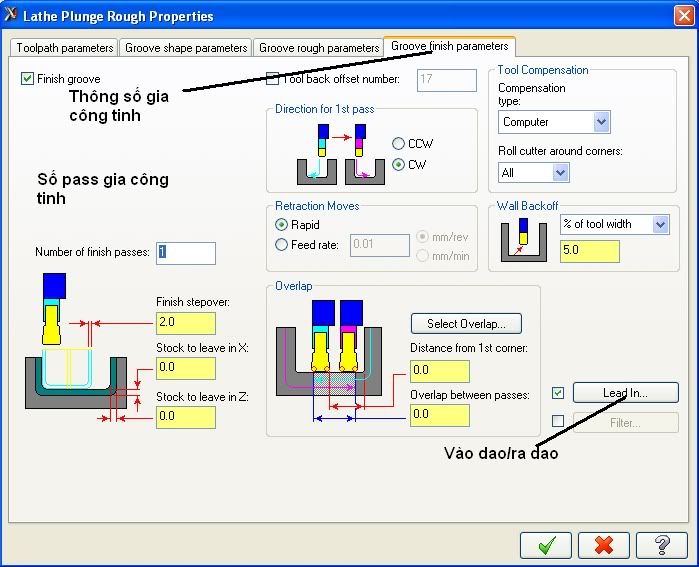
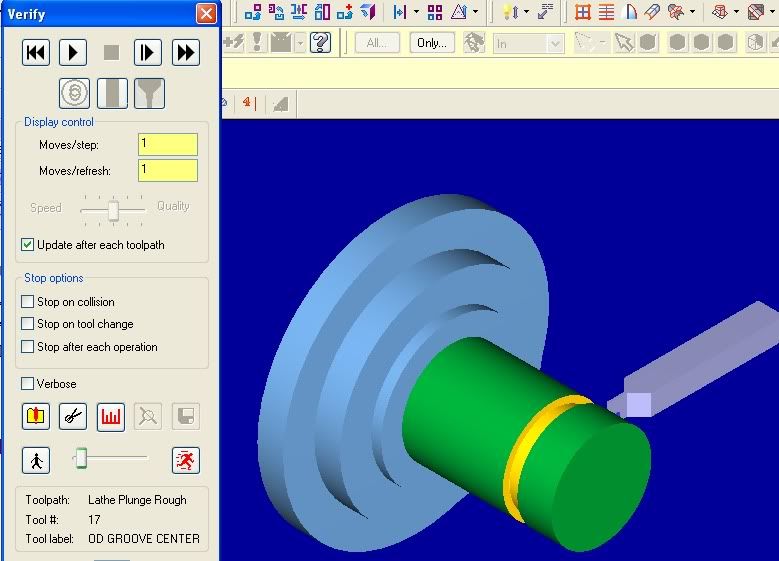
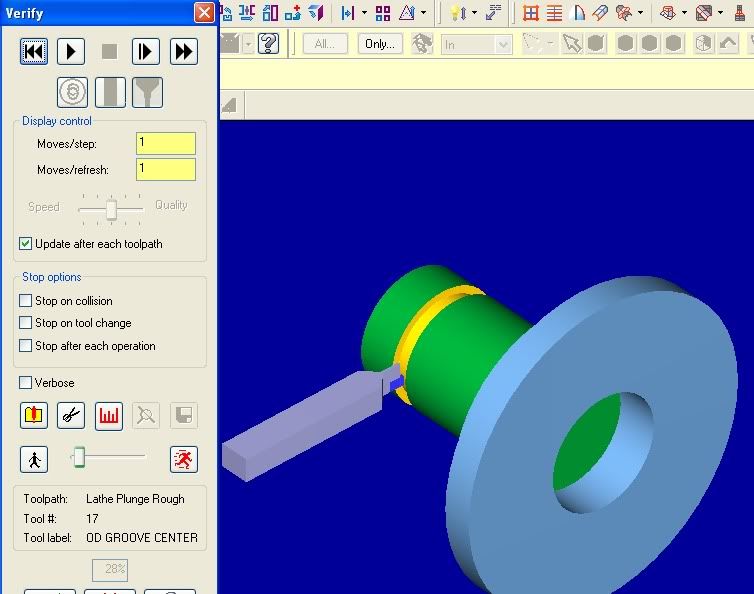
Bước 5: chúng ta phải tiện rãnh thoat dao
khi tiện ren ta phải có rãnh thoát dao, vì vậy ta phải tiện rãnh thoát dao trước đã, rãnh thoát dao củng có nhiều dạng lắm.
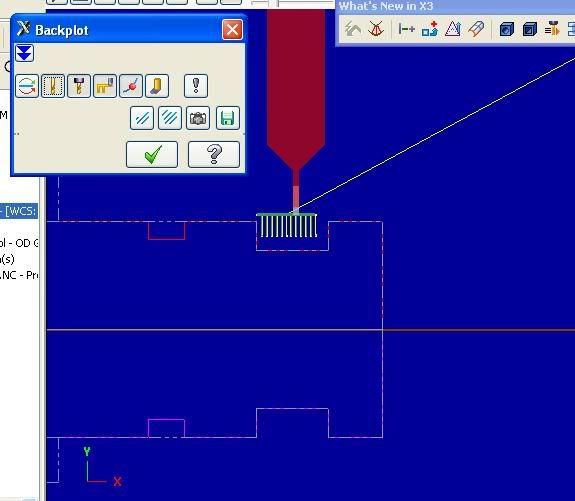
[ANH]0EA2_4E809269[/ANH]
[ANH]660F_4E8092BB[/ANH]
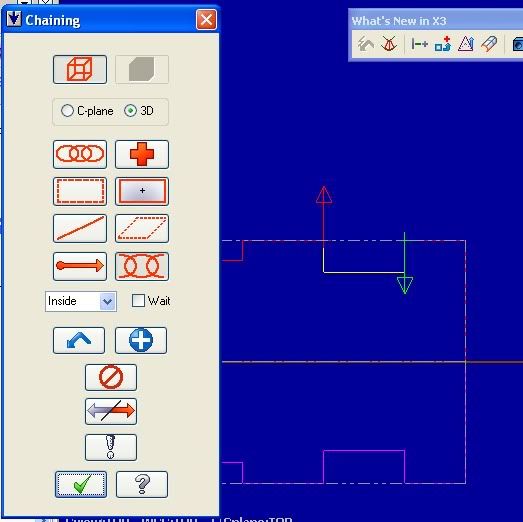
Bước 6: tiến hành tiện ren trên đoạn trục cần tiện
ta chọn như hình vẽ để tiến hành tiện ren
[ANH]73F7_4E8092FA[/ANH]
khác với các phương pháp khác là ở tiện ren ta chọn dao trước rồi mới đến chọ biên dạng cần cắt ren
[ANH]FA10_4E809342[/ANH]
ta tiến hành chọn dao: dao có loại dao cắt ren phải, dao cắt ren trái và có các bước ren cở lớn,(lager) trung bình, (medium)và nhỏ ( small)
ta chọn dao phù hợp, chọn các thông số công nghệ: tốc độ cắt, tốc độ trục chính[ANH]AFF8_4E8093E0[/ANH]
ta chuyển qua tab "thread shaphe parameter" để lựa chọn thông số cơ bản của loại ren ta cần cắt.
[ANH]3112_4E80944F[/ANH]
lead: bước ren : ta có thể nhập bước ren hoặc lựa chọn từ bảng ren tiêu chuẩn " slect from table"
includer ange: góc giữa 2 đỉnh ren. ren hệ mét góc ở đỉnh là 60 độ
thread engle: góc nghiêng ren
maijor diameter: đường kính đỉnh ren
minor diameter: đường kính chân ren
start point: điểm đầu của đoạn trục cần cắt ren
end point: điểm cuối của đoạn trục cần cắt ren
[ANH]FB68_4E809562[/ANH]
kết quả:
[ANH]B9A6_4E8095AF[/ANH]
chạy mô phỏng và kiểm tra lỗi.
lần sau là bài tiện ren trong ( ren lổ)....