Ðề: Bài viết về lập trình gia công tiện bằng MasterCam và thực tế
1. Xuất chương trình.
Kích chọn biểu tượng
G1 trên
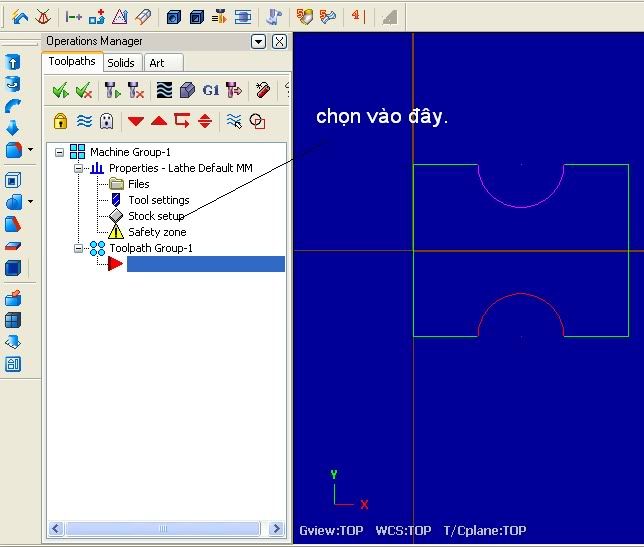
Operation manager :
Ok,chọn Yes khi phần mềm báo là có 2 dụng cụ cắt going nhau thực hiện chu trình gia công và chọn đường dẫn đến thư mục cần đặt chương trình gia công.Ok
Kết quả chương trình gia công như sau.
%
O0000
(PROGRAM NAME - CNC)
(DATE-YY - 04-07-10 TIME=HH:MM - 12:12)
(MCX FILE - I:\CNC.MCX)
(NC FILE - I:\CNC.NC)
(MATERIAL - ALUMINUM MM - 2024)
G21
(TOOL - 5 OFFSET - 0)
(OD ROUGH HEXAGON INSERT - NONE)
G0 T0500
G18
G97 S1106 M03
G0 G54 X158.349 Z80.3 M8
G50 S3600
G96 S550
G99 G1 X154.349 F.12
Z78.324
G18 G3 X155.35 Z77. R2.
G1 Z-2.837
X156.947 Z-3.253
X160.947
G0 X161.099
Z77.
X159.35
G1 X155.35
G2 X153.197 Z78.774 R2. F.08
G1 X151.75 Z79.151
Z80.3 F.12
X155.75
G0 X156.5
X159.35
Z77.
G1 X155.35
G3 X155.345 Z76.9 R2. F.08
X152.521 Z70.172 R22.
G1 Z7.828 F.12
G3 X155.345 Z1.1 R22.
X155.35 Z1. R2.
G1 X159.35
X155.35
G2 X155.345 Z1.1 R2. F.08
X149.692 Z10.837 R22.
G1 Z67.163 F.12
G2 X152.921 Z70.719 R22.
G1 X156.921
X152.921
G3 X148.146 Z65.9 R22. F.08
G1 X146.862 Z64.925
Z13.075 F.12
X148.146 Z12.101
G3 X150.092 Z10.476 R22.
G1 X154.092
X150.092
G2 X148.146 Z12.101 R22. F.08
G1 X144.033 Z15.223
Z62.777 F.12
X147.262 Z65.228
X151.262
X147.262
X141.204 Z60.629 F.08
Z17.371 F.12
X144.433 Z14.92
X148.433
X144.433
X138.375 Z19.519 F.08
Z58.481 F.12
X141.604 Z60.933
X145.604
X141.604
X135.546 Z56.333 F.08
Z21.667 F.12
X138.775 Z19.215
X142.775
X138.775
X132.717 Z23.815 F.08
Z54.185 F.12
X135.946 Z56.637
X139.946
X135.946
X129.887 Z52.037 F.08
Z25.963 F.12
X133.117 Z23.511
X137.117
X133.117
X128.654 Z26.899 F.08
G3 X127.058 Z28.208 R22.
G1 Z49.793 F.12
G3 X128.654 Z51.1 R22.
G1 X130.287 Z52.341
X134.287
X130.287
X128.654 Z51.101 F.08
G2 X124.229 Z46.761 R22.
G1 Z31.239 F.12
G2 X127.458 Z27.86 R22.
G1 X131.458
X127.458
G3 X121.4 Z39. R22. F.08
X124.629 Z47.273 R22. F.12
G1 X128.629
G0 X156.1
X159.35
Z1.
G1 X155.35
G3 X153.55 Z-.671 R2. F.08
G1 Z-2.368 F.12
X155.75 Z-2.941
X159.75
X155.75
X151.75 Z-1.9 F.08
Z-1.151 F.12
X153.197 Z-.774
G2 X153.95 Z-.52 R2.
G1 X157.95
G0 Z79.5
X155.55
G1 X151.55
Z79.09
X153.105 Z78.685
G3 X155.15 Z77. R1.9
X155.145 Z76.905 R1.9
X147.979 Z65.954 R21.9
G1 X128.486 Z51.156
G2 X121.2 Z39. R22.1
X128.486 Z26.845 R22.1
G1 X147.979 Z12.046
G3 X155.145 Z1.095 R21.9
X155.15 Z1. R1.9
X153.105 Z-.686 R1.9
G1 X151.55 Z-1.09
Z-1.961
X156.179 Z-3.165
X160.179
M9
G28 U0. V0. W0. M05
T0500
M01
(TOOL - 5 OFFSET - 0)
(OD ROUGH HEXAGON INSERT - NONE)
G0 T0500
G18
G97 S1093 M03
G0 G54 X160.179 Z79.5
G50 S3600
G96 S550
X155.35
G1 X151.35 F.12
Z78.887
X152.433 Z78.717
G18 G3 X154.95 Z77. R1.8
X154.945 Z76.91 R1.8
X147.812 Z66.01 R21.8
G1 X128.319 Z51.211
G2 X121. Z39. R22.2
X128.319 Z26.79 R22.2
G1 X147.812 Z11.991
G3 X154.945 Z1.09 R21.8
X154.95 Z1. R1.8
X152.433 Z-.716 R1.8
G1 X151.35 Z-.887
Z-2.429
X155.868 Z-3.207
X159.868
G28 U0. V0. W0. M05
T0500
M30
%
Các mã lệnh được tô đỏ là các mã lệnh cần phải chỉnh sửa hay xóa bỏ không cần thiết.
Mình sử dụng máy tiện CNC 2 trục đời SYSTEM 3T của hảng HITACHI nên còn có một số hạn chế,chương trình khi sửa phải phù hợp với điều kiện của máy móc.Việc chỉnh sửa như sau:
Các mã lệnh loại bỏ như sau :
Xóa G18,G54,G99,G96.Vì G18 máy không hiểu, máy là máy 2 trục rồi nên hiển nhiên nó hiểu là gia công trong mặt XZ.
Dòng lệnh G28 xóa V0.Vì là máy 2 trục,không có trục V tương ứng song song với trục Y.


 hôi :
hôi :