T
Cách chọn Ra theo tiêu chuẩn Jis
- Thread starter thinhbk56
- Ngày mở chủ đề
- Thẻ chọn độ nhám chọn ra độ nhám độ nhám bề mặt độ nhám jis độ nhám ra tiêu chuẩn jis

U
Author
Em chào cả nhà ạ.
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
Cái" Ra ?là gì ?" theo tiêu chuẩn Jis số mấy ? để thiết kế cái quái gì vậy ?
Em SV- thinhbk56 ( ở ĐH bk giỏi có hạng của VN ? ) muốn hỏi cái chi vậy ??
Nhà mình có nhiều kinh nghiệm để dập vùi trẻ Ấu thơ ngố 5C được nâng điểm vào Học Đại, mà linh tinh hỏi như chăn vịt vậy !!!
Lời khuyên:
Ghi câu hỏi lại cho biết đầy đủ: Ra là gì ? thiết kế cái quái gì ? để đừng mang tiếng ngố cho trường bk.
Có vậy mới hy vọng có Ai thương tình chỉ giúp cho.
Tìm kiếm, đọc xem trước khi hỏi, Hỏi phải ghi rỏ ràng !!
1) Ðề: Xin hỏi cách đổi Ra sang Rz ?
https://meslab.org/threads/xin-hoi-cach-doi-ra-sang-rz.23572/
2) Trao đổi về Nhám bề mặt
https://meslab.org/threads/trao-doi-ve-nham-be-mat.2422/
Last edited by a moderator:
T
Author
hehe. Em cám ơn anh đã góp ý nhé. Nhưng đúng là em ngố thật mà.
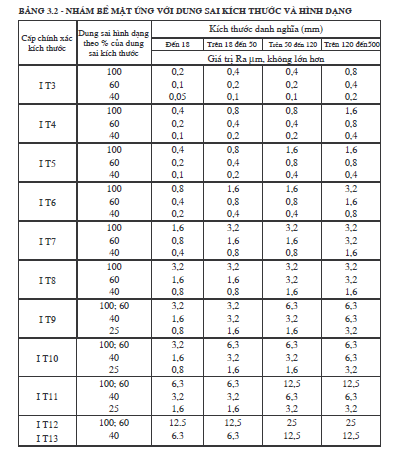
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
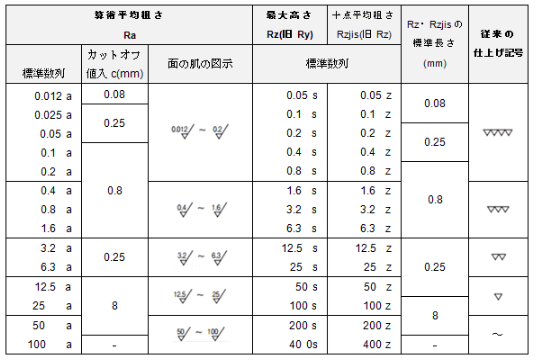
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
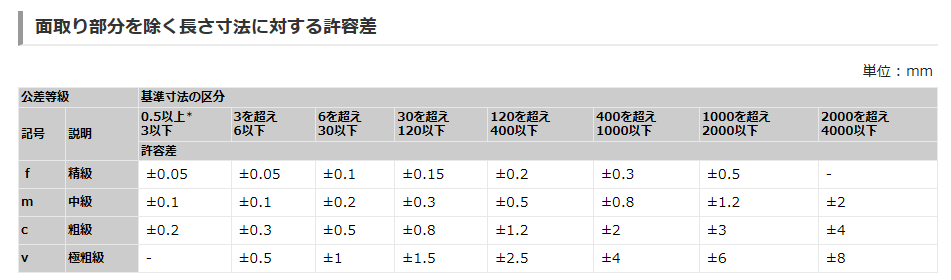
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
U
Author
Kỹ sinh ngố thinhbk56 có học ở VN à ? micro mét và mili mét khác nhau thế nào ? làm về chi tiết Ðộ Nhám bề mặt Ra ? nhỏ hơn 200mm ?? khiếp thật cho em kỉ sạo ngốc nầy !!
Đi xuất khẩu lao động qua Nhật để kiếm cơm, Đem chuông đi đợ xứ người nên tư duy tự lập >> tìm kiếm, để ôn học, bù đấp chất xám lại ! để còn đóng góp gì cho bản thân, gia đình và tập thể.
Các tiền bối đã quen lối tư bản, ko giúp đở đào tạo miễn phí đại tràng cho đám trẻ xã hôi lười đâu nhé !!
1 >> Vào trang Thiết kế máy (Factory automation) của Anh dovanhoc tự tập đọc xem thử, đừng linh tinh vớ vẫn nữa ! dể thẹn mặt lém.
https://dovanhoc.wordpress.com/
2 >> Vcad365 Độ Nhám Bề Mặt Là Gì – Ký Hiệu Độ Nhám Bề Mặt
được viết bởi Nguyễn Văn Bé
https://vcad365.com/huong-dan-ghi-ky-hieu-do-nham-be-mat-trong-autocad/
3 >> Bao An Automation TIÊU CHUẨN ĐỘ NHÁM BỀ MẶT theo TCVN
https://baoanjsc.com.vn/du-an/tieu-chuan-do-nham-be-mat_2_69_21006_vn.aspx
xem Bảng 1 và 2 !
Đi xuất khẩu lao động qua Nhật để kiếm cơm, Đem chuông đi đợ xứ người nên tư duy tự lập >> tìm kiếm, để ôn học, bù đấp chất xám lại ! để còn đóng góp gì cho bản thân, gia đình và tập thể.
Các tiền bối đã quen lối tư bản, ko giúp đở đào tạo miễn phí đại tràng cho đám trẻ xã hôi lười đâu nhé !!
1 >> Vào trang Thiết kế máy (Factory automation) của Anh dovanhoc tự tập đọc xem thử, đừng linh tinh vớ vẫn nữa ! dể thẹn mặt lém.
https://dovanhoc.wordpress.com/
2 >> Vcad365 Độ Nhám Bề Mặt Là Gì – Ký Hiệu Độ Nhám Bề Mặt
được viết bởi Nguyễn Văn Bé
https://vcad365.com/huong-dan-ghi-ky-hieu-do-nham-be-mat-trong-autocad/
3 >> Bao An Automation TIÊU CHUẨN ĐỘ NHÁM BỀ MẶT theo TCVN
https://baoanjsc.com.vn/du-an/tieu-chuan-do-nham-be-mat_2_69_21006_vn.aspx
xem Bảng 1 và 2 !
Last edited by a moderator:
T
U
Author
ui em cám ơn anh nhiều nhé.
Cám ơn anh rất nhiều dù không quen biết mà vẫn nhiệt tình chỉ dạy em ạ.
Thật lòng cám ơn anh ạ.
Cám ơn anh rất nhiều dù không quen biết mà vẫn nhiệt tình chỉ dạy em ạ.
Thật lòng cám ơn anh ạ.
Ðộ Nhám bề mặt Ra ? nhỏ hơn 200mm = 20 cm = 2 dm = 0,2 m cở 2 gàng tay !!
Có lẻ là ổ gà của mấy cậu Kỉ Sinh 5C nầy - học GTVT đi thiết kế đường làng ở VN !!
Thiết kế máy có độ nhám bề măt Ký Ra < 200 phải có đơn vị là Micro mét =0,002 mm !
! Hiểu thật chứ ??
Last edited by a moderator:
hehe. Em cám ơn anh đã góp ý nhé. Nhưng đúng là em ngố thật mà.
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
View attachment 6601
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
View attachment 6602
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
View attachment 6603
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
View attachment 6601
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
View attachment 6602
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
View attachment 6603
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
bạn cấy bảng này mà đi tra độ nhám thì đúng là máy nhật có thể mang đi bán ve chai mà chả ai mua.
Bạn qua nhật làm thiết kế thì cũng phải hiểu một chút về tiếng Nhật chứ đem râu ông này mà cắm vào cằm bà kia thì chỉ có mà đổ nợ.
không hiểu có thể dùng google translate để biết nó nói cái này là cái gì.
U
Author
Thây có vài trang có thể cần biết cho các em đi nhật, Ai quan tâm xem thêm !
1) Căn bản Về Bản vẽ theo tiêu chuẩn JIS P1
https://dovanhoc.wordpress.com/2016/10/05/can-ban-ve-ban-ve-theo-tieu-chuan-jis-p1/
Chương 3.2.1
có bảng tra độ nhám bề mặt trong bài #3
2) Bản vẽ kỹ thuật
http://banvekythuat.com/tag/do-nham-be-mat-jis/
Tag: độ nhám bề mặt jis

http://banvekythuat.com/nghia-cua-cac-thong-so-do-nham-be-mat/
Nghĩa của các thông số ĐỘ NHÁM BỀ MẶT
còn tiếp ...
1) Căn bản Về Bản vẽ theo tiêu chuẩn JIS P1
https://dovanhoc.wordpress.com/2016/10/05/can-ban-ve-ban-ve-theo-tieu-chuan-jis-p1/
Chương 3.2.1
có bảng tra độ nhám bề mặt trong bài #3
2) Bản vẽ kỹ thuật
http://banvekythuat.com/tag/do-nham-be-mat-jis/
Tag: độ nhám bề mặt jis
http://banvekythuat.com/nghia-cua-cac-thong-so-do-nham-be-mat/
Nghĩa của các thông số ĐỘ NHÁM BỀ MẶT
còn tiếp ...
Last edited by a moderator:
T
hehe. Em cám ơn anh đã góp ý nhé. Nhưng đúng là em ngố thật mà.
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
View attachment 6601
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
View attachment 6602
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
View attachment 6603
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
Thực tế ở VN em đã được học là lấy Ra theo tiêu chuẩn bảng này
View attachment 6601
Nhưng ở Nhật em ko biết họ lấy theo tiêu chuẩn nào ạ. Tra trên mạng thì chỉ có bảng này thôi. Em đọc em cũng ko hiểu lắm ạ
View attachment 6602
mảng này nó k giống với dung sai. Quy định lấy riêng theo tiêu chuẩn JIS B 0405( dành riêng cho cơ khí) Tra thì mình hiểu ngay
View attachment 6603
Vậy nhờ anh và các bạn nào mà có kinh nghiệm làm thiết kế cho công ty Nhật thì giúp em trả lời câu hỏi là hiện tạithì mình lấy theo tiêu chuẩn nào và cách chọn như thế nào được không ạ. Về chi tiết thì công ty em hay làm về chi tiết nhỏ hơn 200mm ạ.
Em mới chuyển việc sang mảng thiết kế 3 tháng nên mong các anh giúp đỡ ạ. Em cám ơn ạ
Mình chưa làm công ty Nhật nên không rành tiêu chuẩn JIS, nhưng nếu không có bảng chỉ dẫn nào của JIS tương tự như cái bảng 3.2 bên trên, thì mình quy đổi sang Ra tương đương (hay giá trị gần nhất) giữa tiêu chuẩn các nước, thấy cũng khá nhiều. Bạn tham khảo thêm xem có ổn không:
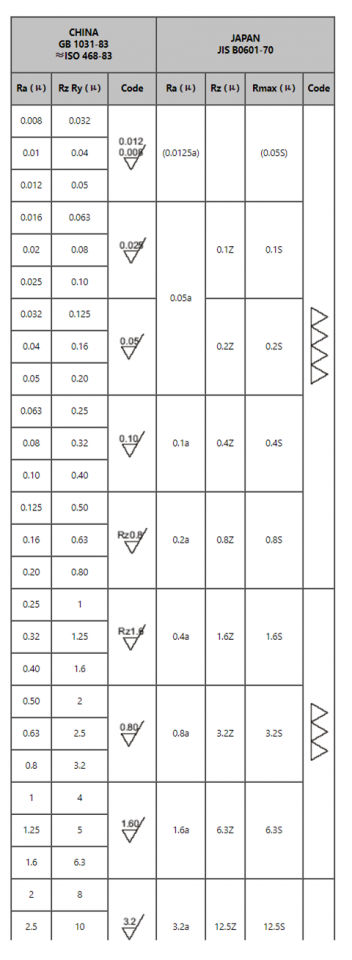
https://www.engineersedge.com/manufacturing/surface-roughness-conversion.htm
Thưa bác @umy , chỗ 200mm ý bạn ấy nói là các chi tiết gia công bên đó hay làm có kích thước danh nghĩa tầm 200mm đổ lại ấy ạ.
Chào bạn @vantrongck2 , cái bảng dưới cùng ý bạn ấy nói là ví dụ như bảng tra dung sai kích thước (dài) thì dễ tìm hơn ấy, theo mình hiểu

Em chào cả nhà ạ.
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
- Ở các máy bình thường, các vị trí bình thường. Ra chọn ko nhất thiết phải tra bảng. Cái bảng tiếng Việt của bạn nêu lên. Thực sự mình ko hiểu lắm. Theo mình biết thì Ra ko liên quan gì đến chiều dài của sản phẩm.
- Phải hiểu rõ độ nhám bề mặt( độ bóng bề mặt) nó thường liên quan đến cấp chính xác. Nhưng có nhiều trường hợp không cần độ chính xác cao nhưng yêu cầu Ra cao. nên độ chính xác cũng chỉ là tham khảo. ( ví dụ: Chi tiết cần độ ma sát thấp để sản phẩm có thể trượt lên trượt xuống, nhưng ko yêu cầu về độ chính xác.
- Ra là độ nhấp nhô trung bình , nên nó thường được chỉ thị những vị trí, nhưng điểm ko quan trọng. Nhưng vị trí thực sư quan trọng. người ta hay quan tâm đến Ry. Đỉnh cao nhất.
- Còn nếu bạn muốn quy đổng từ cách ghi tam giác (JIS cũ) sang cách ghi JIS mới thì như hình thứ 2 trên xuống.
Em chào cả nhà ạ.
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
Nhà mình ai có kinh nghiệm thiết kế cho em hỏi chút ạ
Em đang k biết cách chọn Ra theo tiêu chuẩn Jis.
Nhà mình ai biết có thể chỉ giúp em được ko ạ
Em cám ơn ạ
Mình chào cả nhà,
Ở đây mình cứ trao đổi cởi mở đúng sai thì cùng góp ý vì lĩnh vực rộng hẹp đôi khi cũng có nhiều quan điểm khác nhau.
Ở post #2 bác @umy trích dẫn lại có topic "Trao đổi về Nhám bề mặt" trong đó có đoạn thầy Tường viết mối liên quan độ nhám với dung sai từ 5% đến 20%:
Vậy, việc quyết định giá trị thông số nhám khi thiết kế có thể dựa vào phương pháp gia công hoặc dựa vào quan hệ giữa nhám với dung sai kích thước và hình dáng. Cụ thể là giá trị của độ nhám bề mặt khoảng 5 – 20% dung sai của kích thước cần đạt. Việc quyết định trị số nhám quá nhỏ so với yêu cầu của bề mặt dẫn đến tăng chi phí gia công, tăng giá thành sản phẩm.
Một kinh nghiệm khác mình biết thì là khoảng 10%, mang tính chất tham khảo kiểu "better than nothing" đôi khi vẫn cần để ghi độ nhám yêu cầu lên bề mặt cần gia công, khi chỉ dẫn chung trên bản vẽ dễ gây hiểu lầm cho việc đọc.
Lấy một ví dụ kích thước phi 100H9 (+0.087/0) thì 10% của 87 micron là 8.7, lấy Ra gần nhất là 6.3. Kích thước phi 100H7 (+0.035/0) thì lúc này chọn Ra là 3.2 (thông thường đạt được).
Hay như ví dụ trong link dưới đây "Ø40 (H6/k5)" theo anh TYA thì anh chọn Rz 3.2 (Ra 0.8), còn nhjkjeu chọn Ra 1.6:
https://meslab.org/threads/lua-chon-do-nham-be-mat-cua-lo-va-truc.47997/

=> Nếu không có kinh nghiệm thì sơ bộ chọn 10% (16 micron là 1.6 với lỗ và 1.5 với trục), vậy thì chọn giá trị gần nhất (nên chọn bậc thấp hơn) thì cũng đưa đến lựa chọn là Ra 0.8 hoặc 1.6; Vậy tổng hợp lại chọn Ra 0.8 với trục và Ra 1.6 với lỗ
Mình bổ sung thêm một ví dụ về ý của bạn @nhjkjeu cho bạn @thinhbk56 , như trục phi 100h7 quay trực tiếp với tốc độ đầu ra của mô tơ điện, có quay với phớt chắn dầu ngăn cách với hộp số thì Ra lúc này lại phải chọn với giá trị là 0.4 hoặc nhỏ hơn (đem đi mài)..
Link bài viết khác có liên quan:
https://meslab.org/threads/van-de-ve-cap-chinh-xac-cho-tung-phuong-phap-gia-cong.13728/
Sách mà bạn @thinhbk56 tham khảo (trang 65):
https://nguyenthuanauto.files.wordp...e1bb9dng-pgs-ts-ninh-c491e1bba9c-te1bb91n.pdf
Ở đây mình cứ trao đổi cởi mở đúng sai thì cùng góp ý vì lĩnh vực rộng hẹp đôi khi cũng có nhiều quan điểm khác nhau.
Ở post #2 bác @umy trích dẫn lại có topic "Trao đổi về Nhám bề mặt" trong đó có đoạn thầy Tường viết mối liên quan độ nhám với dung sai từ 5% đến 20%:
Vậy, việc quyết định giá trị thông số nhám khi thiết kế có thể dựa vào phương pháp gia công hoặc dựa vào quan hệ giữa nhám với dung sai kích thước và hình dáng. Cụ thể là giá trị của độ nhám bề mặt khoảng 5 – 20% dung sai của kích thước cần đạt. Việc quyết định trị số nhám quá nhỏ so với yêu cầu của bề mặt dẫn đến tăng chi phí gia công, tăng giá thành sản phẩm.
Một kinh nghiệm khác mình biết thì là khoảng 10%, mang tính chất tham khảo kiểu "better than nothing" đôi khi vẫn cần để ghi độ nhám yêu cầu lên bề mặt cần gia công, khi chỉ dẫn chung trên bản vẽ dễ gây hiểu lầm cho việc đọc.
Lấy một ví dụ kích thước phi 100H9 (+0.087/0) thì 10% của 87 micron là 8.7, lấy Ra gần nhất là 6.3. Kích thước phi 100H7 (+0.035/0) thì lúc này chọn Ra là 3.2 (thông thường đạt được).
Hay như ví dụ trong link dưới đây "Ø40 (H6/k5)" theo anh TYA thì anh chọn Rz 3.2 (Ra 0.8), còn nhjkjeu chọn Ra 1.6:
https://meslab.org/threads/lua-chon-do-nham-be-mat-cua-lo-va-truc.47997/
=> Nếu không có kinh nghiệm thì sơ bộ chọn 10% (16 micron là 1.6 với lỗ và 1.5 với trục), vậy thì chọn giá trị gần nhất (nên chọn bậc thấp hơn) thì cũng đưa đến lựa chọn là Ra 0.8 hoặc 1.6; Vậy tổng hợp lại chọn Ra 0.8 với trục và Ra 1.6 với lỗ
Mình bổ sung thêm một ví dụ về ý của bạn @nhjkjeu cho bạn @thinhbk56 , như trục phi 100h7 quay trực tiếp với tốc độ đầu ra của mô tơ điện, có quay với phớt chắn dầu ngăn cách với hộp số thì Ra lúc này lại phải chọn với giá trị là 0.4 hoặc nhỏ hơn (đem đi mài)..
Link bài viết khác có liên quan:
https://meslab.org/threads/van-de-ve-cap-chinh-xac-cho-tung-phuong-phap-gia-cong.13728/
Sách mà bạn @thinhbk56 tham khảo (trang 65):
https://nguyenthuanauto.files.wordp...e1bb9dng-pgs-ts-ninh-c491e1bba9c-te1bb91n.pdf
Last edited:
theo mình ở mỗi công ty thì có cách chọn theo kinh nghiệm riêng cảu những chi tiết đã gia công trước đó.
mình có chút ý kiến góp ý như sau:
1. bề mặt không gia công: bề mặt nào mà không lắp ghép mà không cần đẹp thì không cần gia công.
2. bề mặt gia công 1 tam giác: những bề mặt này có lắp ghép mà không cần độ chính xác thì lấy 1 tam giác là được.
3. bề mặt gia công 2 tam giác: những bề mặt có lắp ghép và đòi hỏi độ chính xác như bề mặt rãnh then lắp với then, bề mặt chốt pin....
4. bề mặt gia công 3 tam giác: bề mặt lắp ghép có độ chính xác và các bề mặt có thể chuyển động trượt lên nhau. như bề mặt của xilanh và piston, bề mặt của rãnh oring với oring trong xilanh thủy lực.
5. bề mặt gia công 4 tam giác: gặp trong trường hợp các chi tiết chuyển động lắp với nhau như trục vít me với bề mặt đai ốc.
Để chọn được độ nhám bề mặt có thể tham khảo catalogue của những chi tiết đi mua như bạc lót, Vòng bi, chốt , pin. Trên catalogue có những thông số yêu cầu bề mạt lắp ghép và dung sai trên đó. Có thể dựa theo đó để chọn cho phù hợp.
Còn việc quy đổi giữa những tiêu chuẩn cách ghi thì bạn có thể tìm bảng độ nhám theo tiêu chuẩn Nhật để biết được quy đổi thông số với nhau cho dễ hiểu.
Bạn có thể tìm mua dưỡng check độ nhám của nhật về để có thể hiểu thêm được. vì cũng bề mặt 2 tam giác nhưng đối với phương pháp gia công tiện và phay sẽ cho vết dao khác nhau.
Trên đây mình có một vài ý kiến theo cách mà mình hiểu là bạn đang cần hỏi.
mình có chút ý kiến góp ý như sau:
1. bề mặt không gia công: bề mặt nào mà không lắp ghép mà không cần đẹp thì không cần gia công.
2. bề mặt gia công 1 tam giác: những bề mặt này có lắp ghép mà không cần độ chính xác thì lấy 1 tam giác là được.
3. bề mặt gia công 2 tam giác: những bề mặt có lắp ghép và đòi hỏi độ chính xác như bề mặt rãnh then lắp với then, bề mặt chốt pin....
4. bề mặt gia công 3 tam giác: bề mặt lắp ghép có độ chính xác và các bề mặt có thể chuyển động trượt lên nhau. như bề mặt của xilanh và piston, bề mặt của rãnh oring với oring trong xilanh thủy lực.
5. bề mặt gia công 4 tam giác: gặp trong trường hợp các chi tiết chuyển động lắp với nhau như trục vít me với bề mặt đai ốc.
Để chọn được độ nhám bề mặt có thể tham khảo catalogue của những chi tiết đi mua như bạc lót, Vòng bi, chốt , pin. Trên catalogue có những thông số yêu cầu bề mạt lắp ghép và dung sai trên đó. Có thể dựa theo đó để chọn cho phù hợp.
Còn việc quy đổi giữa những tiêu chuẩn cách ghi thì bạn có thể tìm bảng độ nhám theo tiêu chuẩn Nhật để biết được quy đổi thông số với nhau cho dễ hiểu.
Bạn có thể tìm mua dưỡng check độ nhám của nhật về để có thể hiểu thêm được. vì cũng bề mặt 2 tam giác nhưng đối với phương pháp gia công tiện và phay sẽ cho vết dao khác nhau.
Trên đây mình có một vài ý kiến theo cách mà mình hiểu là bạn đang cần hỏi.
Bạn thinhbk56 không biết đã dông đi đâu rồi, mình lại bổ sung thêm chút về cái bảng 3.2 ở post số #3, đúng sai nhờ mọi người góp ý thêm:
1. Khi dung sai hình dạng bằng 60% dung sai kích thước (medium relative geometric accuracy), Ra ≤ 0.05IT.
2. Khi dung sai hình dạng bằng 40% dung sai kích thước (higher relative geometric accuracy), Ra ≤ 0.025IT.
3. Khi dung sai hình dạng bằng 25% dung sai kích thước (high relative geometric accuracy), Ra ≤ 0.0125IT.
Bảng IT theo ISO 286:
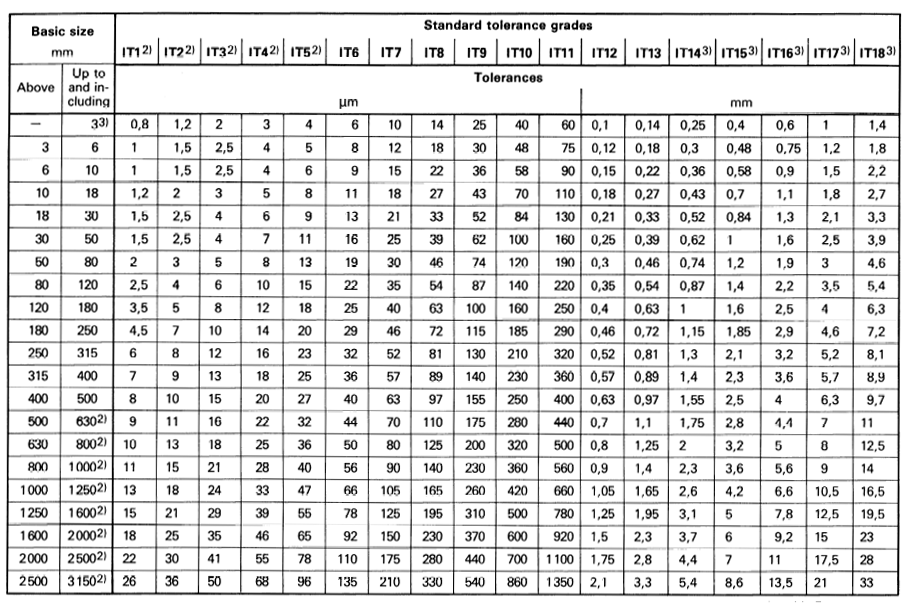
Một cách tổng quát: Khi giá trị dung sai được chỉ định trên bề mặt cần gia công, giá trị độ nhám của cùng bề mặt nên nhỏ hơn giá trị dung sai hình dạng; và giá trị dung sai hình dạng nên nhỏ hơn giá trị dung sai vị trí; sai lệch vị trí nên nhỏ hơn giá trị dung sai kích thước. Nếu không, nó sẽ gây khó khăn cho quá trình gia công.
Khi cấp chính xác dung sai kích thước được xác định, dung sai hình dạng có một giá trị xấp xỉ tỉ lệ với giá trị dung sai hình dạng bằng khoảng 50% giá trị dung sai kích thước; Đối với lĩnh vực thiết bị đo vào khoảng 20%; Lĩnh vực công nghiệp nặng vào khoảng 70%.
Nguồn tham khảo:
https://www.cncmachiningptj.com/article-127.html
https://www.engineersedge.com/international_tol.htm
1. Khi dung sai hình dạng bằng 60% dung sai kích thước (medium relative geometric accuracy), Ra ≤ 0.05IT.
2. Khi dung sai hình dạng bằng 40% dung sai kích thước (higher relative geometric accuracy), Ra ≤ 0.025IT.
3. Khi dung sai hình dạng bằng 25% dung sai kích thước (high relative geometric accuracy), Ra ≤ 0.0125IT.
Bảng IT theo ISO 286:
Một cách tổng quát: Khi giá trị dung sai được chỉ định trên bề mặt cần gia công, giá trị độ nhám của cùng bề mặt nên nhỏ hơn giá trị dung sai hình dạng; và giá trị dung sai hình dạng nên nhỏ hơn giá trị dung sai vị trí; sai lệch vị trí nên nhỏ hơn giá trị dung sai kích thước. Nếu không, nó sẽ gây khó khăn cho quá trình gia công.
Khi cấp chính xác dung sai kích thước được xác định, dung sai hình dạng có một giá trị xấp xỉ tỉ lệ với giá trị dung sai hình dạng bằng khoảng 50% giá trị dung sai kích thước; Đối với lĩnh vực thiết bị đo vào khoảng 20%; Lĩnh vực công nghiệp nặng vào khoảng 70%.
Nguồn tham khảo:
https://www.cncmachiningptj.com/article-127.html
https://www.engineersedge.com/international_tol.htm
T