
Author
Tôi có chi tiết moayơ có phần đế hình vuông 150 x 150 dày 8, phần thân lắp với trục lục lăng S = 46 chiều dày 6 dài 85 mác thép 45. Nếu tạo phôi bằng phương đúc thì sẽ tốn vật liệu vì thép không đúc được chiều dày 6, mặt khác khi đúc lỗ lục lăng không đảm bảo sẽ phải xọc hoặc chuốt lại rất phức tạp. Tôi dự định dùng phương pháp hàn tạo hình chi tiết, đế sẽ cắt tôn dày 8 tạo bao hình xung quanh, đột lỗ lục giác S = 59 (S lỗ 46, dày 6 nên S ngoài = 58) thân lục lăng S ngoài = 58 lắp với đế rồi hàn.
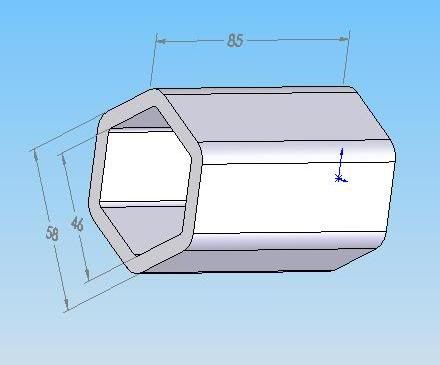
Phần đế không có khó khăn gì, vướng mắc ở phần tạo thân lục lăng (như hình vẽ). Dự kiến có 2 phương án:
1/ Dùng tôn dày 6 dập 2 nửa lục lăng (bổ theo đường kính đường tròn ngoại tiếp lục giác) rồi hàn lại thành ống lục lăng, nhược điểm độ bền ống sợ yếu, chế tạo lâu
2/ Dùng ống ép thủy lực (khuôn có 2 nửa của lục lăng) thành lục lăng
Tôi thiên về dùng phương án 2 nhưng còn e ngại không biết có nên dùng lõi trục phía trong không, liệu R các đỉnh lục giác có lớn quá không? Nếu lõi trục không có độ côn thì khó thoát phôi, ngược lại thì khi lắp trục lại bị dơ.
Xin mọi người góp ý kiến giúp đỡ. Xin cảm ơn trước!
Phần đế không có khó khăn gì, vướng mắc ở phần tạo thân lục lăng (như hình vẽ). Dự kiến có 2 phương án:
1/ Dùng tôn dày 6 dập 2 nửa lục lăng (bổ theo đường kính đường tròn ngoại tiếp lục giác) rồi hàn lại thành ống lục lăng, nhược điểm độ bền ống sợ yếu, chế tạo lâu
2/ Dùng ống ép thủy lực (khuôn có 2 nửa của lục lăng) thành lục lăng
Tôi thiên về dùng phương án 2 nhưng còn e ngại không biết có nên dùng lõi trục phía trong không, liệu R các đỉnh lục giác có lớn quá không? Nếu lõi trục không có độ côn thì khó thoát phôi, ngược lại thì khi lắp trục lại bị dơ.
Xin mọi người góp ý kiến giúp đỡ. Xin cảm ơn trước!