N
- KỸ THUẬT TRUYỀN THỐNG // CƠ KHÍ - TỰ ĐỘNG HÓA
- Vật liệu & Kỹ thuật Vật liệu
- Công nghệ và Kỹ thuật Vật liệu
cho em hỏi cách tính toán số lượng đậu ngót và cách đặt

Kinh nghiệm về sử dụng đậu ngót với một chi tiết xác định thì có chi tiết cần một đậu ngót ví dụ đúc cây gang f100 x200 đúc đứng, có chi tiết cần nhiều (>2) đậu ngót vd vành răng thép... có chi tiết không cần đặt đậu ngót vd nắp ổ bi, nắp đậy, miếng căn, đệm...
Đậu ngót tất nhiên phải đặt ở chỗ cần bù ngót, có thể là đậu hở hoặc kín, có thể bù trực tiếp từ trên xuống hoặc bù vào bên cạnh...
Đậu ngót tất nhiên phải đặt ở chỗ cần bù ngót, có thể là đậu hở hoặc kín, có thể bù trực tiếp từ trên xuống hoặc bù vào bên cạnh...
B
Author
.em mới học đúc được có mấy tháng.anh chị nào có kinh nghiệm về cách sử dụng đậu ngót thì giúp em với.với một chi tiết đúc xác định thì cần bao nhiêu đậu ngót và cách đặt như thế nào ???em xin cảm ơn trước
N
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Hệ số co ngót của từng loại vật liệu khác nhau, đặt bao nhiêu, ntn cho đủ để không ngót?
Em xin đưa ra hai tình huống cụ thể nhờ các bác chỉ giáo :
- Sản phẩm kích thước : 150x150x150 vật liệu nhôm
- Puly tời cáp Fi500, có moayơ Fi200, vật liệu thép C35
cảm ơn mọi người 
Chỉ cần bấm xim cảm ơn là dủ
Chỉ cần bấm xim cảm ơn là dủ
Em xin đưa ra hai tình huống cụ thể nhờ các bác chỉ giáo :
- Sản phẩm kích thước : 150x150x150 vật liệu nhôm
- Puly tời cáp Fi500, có moayơ Fi200, vật liệu thép C35
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Còn vật liệu làm khuôn nữa bạn?
Hệ số co ngót của từng loại vật liệu khác nhau, đặt bao nhiêu, ntn cho đủ để không ngót?
Em xin đưa ra hai tình huống cụ thể nhờ các bác chỉ giáo :
- Sản phẩm kích thước : 150x150x150 vật liệu nhôm
- Puly tời cáp Fi500, có moayơ Fi200, vật liệu thép C35
Em xin đưa ra hai tình huống cụ thể nhờ các bác chỉ giáo :
- Sản phẩm kích thước : 150x150x150 vật liệu nhôm
- Puly tời cáp Fi500, có moayơ Fi200, vật liệu thép C35
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Nhôm kt 150x150x150 hơi lạ chắc chỉ cần đặt 1 đậu ngót chính giữa mặt trên, chi tiết khoảng 9 kg thì đậu khoảng..kg chắc cậu thừa biết rồi, đậu ngót tiết diện vuông hoặc tròn tùy thuộc vào việc cắt đậu bằng máy cưa hay tiện, lưu ý khi rót nếu có ống rót riêng thì khi đầy chi tiết và được 1/3 đậu ngót thì chuyển rót từ từ, trực tiếp vào đậu ngót đền đầy đậu để tăng khả năng bù ngót, có thể sau đó lấy một gậy gỗ ấn thẳng vào mặt đậu để tạo áp lực bù ngót. Với chi tiết (nếu có) này tôi không lo ngót mà lại lo tổ chức hạt sau đúc sẽ rất thô to (cỡ hạt ngô)
Puly thép F500, moayơ F200 chưa rõ hình dạng, chiều cao nhưng tưởng tượng cũng giống như đúc vành răng thép tức là nều cẩn thận thì đặt 1 đậu ở giữa củ moayơ, xung quanh đặt 3 hoặc 4 đậu ngót cho vành (tùy thuộc vào số lượng lỗ giảm nhẹ hoặc gân tăng cứng), cẩn thận nữa thì giữa các đậu đặt gang nguội ngoài, tỷ lệ đậu trên vật cỡ 1/1 có thể còn cao hơn. Nếu để tiết kiệm nước thép có thể làm khuôn 2 nửa rồi kẹp chặt, dựng đứng lên thì chỉ đặt 1 đậu rót thẳng vào đậu từ trên xuống. Ẩu hơn thì đặt một đậu bù bên cạnh cắt chân đậu rộng ra vào vành Puly sau đó để ngiêng khuôn phía đậu lên khoảng 15 độ rót qua ống rót để lọc xỷ rồi cuối cùng rót thẳng vào đậu ngót:13:
Để tăng khả năng bù ngót của đậu tốt nhất nên chế một ít chất bột phát nhiệt rắc lên trên mắt đậu sạu khi rót
Nhôm kt 150x150x150 hơi lạ chắc chỉ cần đặt 1 đậu ngót chính giữa mặt trên, chi tiết khoảng 9 kg thì đậu khoảng..kg chắc cậu thừa biết rồi, đậu ngót tiết diện vuông hoặc tròn tùy thuộc vào việc cắt đậu bằng máy cưa hay tiện, lưu ý khi rót nếu có ống rót riêng thì khi đầy chi tiết và được 1/3 đậu ngót thì chuyển rót từ từ, trực tiếp vào đậu ngót đền đầy đậu để tăng khả năng bù ngót, có thể sau đó lấy một gậy gỗ ấn thẳng vào mặt đậu để tạo áp lực bù ngót. Với chi tiết (nếu có) này tôi không lo ngót mà lại lo tổ chức hạt sau đúc sẽ rất thô to (cỡ hạt ngô)
Puly thép F500, moayơ F200 chưa rõ hình dạng, chiều cao nhưng tưởng tượng cũng giống như đúc vành răng thép tức là nều cẩn thận thì đặt 1 đậu ở giữa củ moayơ, xung quanh đặt 3 hoặc 4 đậu ngót cho vành (tùy thuộc vào số lượng lỗ giảm nhẹ hoặc gân tăng cứng), cẩn thận nữa thì giữa các đậu đặt gang nguội ngoài, tỷ lệ đậu trên vật cỡ 1/1 có thể còn cao hơn. Nếu để tiết kiệm nước thép có thể làm khuôn 2 nửa rồi kẹp chặt, dựng đứng lên thì chỉ đặt 1 đậu rót thẳng vào đậu từ trên xuống. Ẩu hơn thì đặt một đậu bù bên cạnh cắt chân đậu rộng ra vào vành Puly sau đó để ngiêng khuôn phía đậu lên khoảng 15 độ rót qua ống rót để lọc xỷ rồi cuối cùng rót thẳng vào đậu ngót:13:
Để tăng khả năng bù ngót của đậu tốt nhất nên chế một ít chất bột phát nhiệt rắc lên trên mắt đậu sạu khi rót
Last edited:
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Thường thì khi đúc gang người ta mới dùng chất biến tính để tạo mầm kết tinh, với nhôm thì thường dùng các muối của kim loại kiềm để che phủ bề mặt chống ô xy hóa, rố khí và nhỏ hạt, bạn xem kỹ rỗ xốp của chi tiết nhôm nếu đúng là ngót thì tăng đậu bù lên (chiều cao hoặc kích thước), có thể không phải ngót mà rỗ xốp do kim loại không đặc chắc, để tăng khả năng kết tinh có 1 cách khá đơn giản là vừa rót kim loại vào khuôn vừa rung nếu sản xuất nhiều thì làm một bộ phận rung và đặt khuôn lên đó để rót, nều thì nghiệm thì đặt khuôn lên một tầm thép rồi vừa rót vừa dùng búa gõ vào tấm thép lúc rót đầy thì đặt một nửa viên gạch sa mốt lên mặt đậu rồi ấn xuống tạo áp lực bù ngót, bạn thử lại xem sao, có gì thông báo lại nhé:101:
Thường thì khi đúc gang người ta mới dùng chất biến tính để tạo mầm kết tinh, với nhôm thì thường dùng các muối của kim loại kiềm để che phủ bề mặt chống ô xy hóa, rố khí và nhỏ hạt, bạn xem kỹ rỗ xốp của chi tiết nhôm nếu đúng là ngót thì tăng đậu bù lên (chiều cao hoặc kích thước), có thể không phải ngót mà rỗ xốp do kim loại không đặc chắc, để tăng khả năng kết tinh có 1 cách khá đơn giản là vừa rót kim loại vào khuôn vừa rung nếu sản xuất nhiều thì làm một bộ phận rung và đặt khuôn lên đó để rót, nều thì nghiệm thì đặt khuôn lên một tầm thép rồi vừa rót vừa dùng búa gõ vào tấm thép lúc rót đầy thì đặt một nửa viên gạch sa mốt lên mặt đậu rồi ấn xuống tạo áp lực bù ngót, bạn thử lại xem sao, có gì thông báo lại nhé:101:
M
Author
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
[SIZE=+2]
 Bù ngót cho vật đúc[/SIZE]
Bù ngót cho vật đúc[/SIZE]
Giới thiệu
Trong quá trình nguội và hóa rắn của hầu hết các kim loại và hợp kim đều xảy ra hiện tượng giảm về thể tích của kim loại, gọi là hiện tượng co ngót. Trừ phi có áp dụng các biện pháp để khắc phục tình trạng này, các vật đúc sau khi hóa rắn sẽ bị các lỗi rỗ do co ngót và có thể sẽ không thể sử dụng được cho mục đích ban đầu. Ở một mức độ nào đó, gang xám và gang cầu không chịu ảnh hưởng của hiện tượng này vì các graphit hình thành trong quá trình hóa rắn sẽ giãn nở và có thể bù vào phần kim loại co ngót. Tuy nhiên, ngay cả đối với các loại vật liệu này, ta cũng cần phải tính toán để tránh mắc lỗi do co ngót.
Để tránh hiện tượng rỗ do co ngót, cần thiết phải bổ sung một lượng kim loại vừa đủ, tồn tại ở dạng lỏng trong khi vật đúc chuyển sang thể rắn để điền vào những chỗ hổng do co ngót gây ra. Việc này được gọi là “bù ngót cho vật đúc” và phần kim loại thừa ra để bù ngót gọi là “đậu ngót”. Đậu ngót phải được thiết kế để kim loại bù ngót phải ở dạng lỏng trong khoảng thời gian cần thiết, điều đó có nghĩa là đậu ngót phải nguội sau khi vật đúc đã nguội. Đậu ngót cũng phải chứa một lượng kim loại vừa đủ ở dạng lỏng trong một khoảng thời gian cần thiết để phục vụ yêu cầu bù ngót cho vật đúc. Cuối cùng, vì lượng kim loại lỏng trong đậu ngót không thể đi tới toàn bộ vật đúc nên một cái đậu ngót có thể chỉ bù ngót được cho một phần của vật đúc. Do đó, cần phải tính khoảng cách bù ngót để xác định số lượng đậu ngót cần thiết có khả năng bù ngót cho toàn bộ vật đúc.
Việc áp dụng lý thuyết về truyền nhiệt và rắn hóa cho phép tính toán kích thước đậu ngót tối thiểu cho vật đúc để đảm bảo vật đúc đồng nhất và có hiệu suất thu hồi kim loại tối đa.
Đậu ngót tự nhiên
Đậu ngót được làm bằng cùng một loại vật liệu với khuôn, thường là cát, thì được gọi là đậu ngót tự nhiên. Ngay sau khi khuôn và đậu ngót được điền đầy kim loại lỏng, nhiệt bị mất qua bề mặt trên của đậu ngót và các bề mặt bên của khuôn và quá trình hóa rắn bắt đầu. Một đậu ngót tự nhiên có kích thước được tính toán đúng trong khuôn cát có một hình dạng sau khi hóa rắn điển hình: Hình 19.1 là hình dạng đậu ngót của vật đúc thép, khoảng co ngót ở đây có dạng hình nón, và thể tích phần co ngót chỉ chiếm khoảng 14% tổng thể tích của đậu ngót. Tuy nhiên, một phần thể tích này lại bù ngót cho chính đậu ngót, nên trên thực tế chỉ có khoảng 10% thể tích của đậu ngót có tác dụng bù ngót cho vật đúc. Phần còn lại của đậu ngót phải được cắt bỏ khỏi vật đúc và trở thành hồi phế.

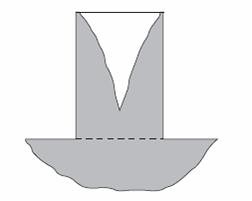
Hình 19.1 Hình dạng của đậu ngót tự nhiên cho vật đúc thép sau khi hóa rắn
(hình minh họa)
(To be continued)
Xin phép tác giả và mọi người sửa dãn dòng ra cho dễ đọc
[SIZE=+2]
Giới thiệu
Trong quá trình nguội và hóa rắn của hầu hết các kim loại và hợp kim đều xảy ra hiện tượng giảm về thể tích của kim loại, gọi là hiện tượng co ngót. Trừ phi có áp dụng các biện pháp để khắc phục tình trạng này, các vật đúc sau khi hóa rắn sẽ bị các lỗi rỗ do co ngót và có thể sẽ không thể sử dụng được cho mục đích ban đầu. Ở một mức độ nào đó, gang xám và gang cầu không chịu ảnh hưởng của hiện tượng này vì các graphit hình thành trong quá trình hóa rắn sẽ giãn nở và có thể bù vào phần kim loại co ngót. Tuy nhiên, ngay cả đối với các loại vật liệu này, ta cũng cần phải tính toán để tránh mắc lỗi do co ngót.
Để tránh hiện tượng rỗ do co ngót, cần thiết phải bổ sung một lượng kim loại vừa đủ, tồn tại ở dạng lỏng trong khi vật đúc chuyển sang thể rắn để điền vào những chỗ hổng do co ngót gây ra. Việc này được gọi là “bù ngót cho vật đúc” và phần kim loại thừa ra để bù ngót gọi là “đậu ngót”. Đậu ngót phải được thiết kế để kim loại bù ngót phải ở dạng lỏng trong khoảng thời gian cần thiết, điều đó có nghĩa là đậu ngót phải nguội sau khi vật đúc đã nguội. Đậu ngót cũng phải chứa một lượng kim loại vừa đủ ở dạng lỏng trong một khoảng thời gian cần thiết để phục vụ yêu cầu bù ngót cho vật đúc. Cuối cùng, vì lượng kim loại lỏng trong đậu ngót không thể đi tới toàn bộ vật đúc nên một cái đậu ngót có thể chỉ bù ngót được cho một phần của vật đúc. Do đó, cần phải tính khoảng cách bù ngót để xác định số lượng đậu ngót cần thiết có khả năng bù ngót cho toàn bộ vật đúc.
Việc áp dụng lý thuyết về truyền nhiệt và rắn hóa cho phép tính toán kích thước đậu ngót tối thiểu cho vật đúc để đảm bảo vật đúc đồng nhất và có hiệu suất thu hồi kim loại tối đa.
Đậu ngót tự nhiên
Đậu ngót được làm bằng cùng một loại vật liệu với khuôn, thường là cát, thì được gọi là đậu ngót tự nhiên. Ngay sau khi khuôn và đậu ngót được điền đầy kim loại lỏng, nhiệt bị mất qua bề mặt trên của đậu ngót và các bề mặt bên của khuôn và quá trình hóa rắn bắt đầu. Một đậu ngót tự nhiên có kích thước được tính toán đúng trong khuôn cát có một hình dạng sau khi hóa rắn điển hình: Hình 19.1 là hình dạng đậu ngót của vật đúc thép, khoảng co ngót ở đây có dạng hình nón, và thể tích phần co ngót chỉ chiếm khoảng 14% tổng thể tích của đậu ngót. Tuy nhiên, một phần thể tích này lại bù ngót cho chính đậu ngót, nên trên thực tế chỉ có khoảng 10% thể tích của đậu ngót có tác dụng bù ngót cho vật đúc. Phần còn lại của đậu ngót phải được cắt bỏ khỏi vật đúc và trở thành hồi phế.
Hình 19.1 Hình dạng của đậu ngót tự nhiên cho vật đúc thép sau khi hóa rắn
(hình minh họa)
(To be continued)
Xin phép tác giả và mọi người sửa dãn dòng ra cho dễ đọc
Last edited by a moderator:
M
Author
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Đậu phát nhiệt – Hệ thống bù ngót
Nếu việc sử dụng “Hệ thống bù ngót” làm tốc độ mất nhiệt của đậu ngót chậm lại hơn so với tốc độ mất nhiệt của vật đúc, khi đó quá trình hóa rắn của đậu ngót bị chậm lại và thể tích kim loại được bù ngót sẽ tăng lên. Quãng thời gian mà quá trình hóa rắn chậm lại chính là thước đo tính hiệu quả của công cụ phát nhiệt. Hình dạng của vết lõm do co ngót hình thành trên đậu phát nhiệt cũng thay đổi và trong trường hợp lý tưởng, khi mà toàn bộ nhiệt của đậu ngót chỉ bù sang cho vật đúc, vết lõm do co ngót sẽ có dạng bằng phẳng như hình 19.2. Trường hợp tối đa mà một đậu phát nhiệt có thể bù ngót cho vật đúc lên tới 76% tổng thể tích của đậu ngót so với chỉ 10% nếu dùng đậu ngót bằng cát.

Hiệu quả bù ngót cao có nghĩa là giảm được kích thước của đậu ngót và đem lại một số lợi ích như sau cho xưởng đúc:
-[FONT="] [/FONT]Với một lượng kim loại lỏng như nhau có thể đúc được nhiều sản phẩm hơn
-[FONT="] [/FONT]Có thể sử dụng khuôn nhỏ hơn, nhờ đó tiết kiệm được chi phí làm khuôn
-[FONT="] [/FONT]Tiết kiệm được thời gian làm sạch do việc cắt đậu ngót ra khỏi vật đúc nhanh hơn
-[FONT="] [/FONT]Trên một tấm mẫu có thể đặt được nhiều vật đúc hơn
-[FONT="] [/FONT]Để đúc một lượng sản phẩm nhất định sẽ tốn ít kim loại hơn
-[FONT="] [/FONT]Tăng sản lượng đúc
-[FONT="] [/FONT]Đậu ngót nhỏ hơn giúp tiết kiệm thời gian và chi phí
Đậu phát nhiệt – Hệ thống bù ngót
Nếu việc sử dụng “Hệ thống bù ngót” làm tốc độ mất nhiệt của đậu ngót chậm lại hơn so với tốc độ mất nhiệt của vật đúc, khi đó quá trình hóa rắn của đậu ngót bị chậm lại và thể tích kim loại được bù ngót sẽ tăng lên. Quãng thời gian mà quá trình hóa rắn chậm lại chính là thước đo tính hiệu quả của công cụ phát nhiệt. Hình dạng của vết lõm do co ngót hình thành trên đậu phát nhiệt cũng thay đổi và trong trường hợp lý tưởng, khi mà toàn bộ nhiệt của đậu ngót chỉ bù sang cho vật đúc, vết lõm do co ngót sẽ có dạng bằng phẳng như hình 19.2. Trường hợp tối đa mà một đậu phát nhiệt có thể bù ngót cho vật đúc lên tới 76% tổng thể tích của đậu ngót so với chỉ 10% nếu dùng đậu ngót bằng cát.
Hình 19.2: Mô hình đậu ngót phát nhiệt lý tưởng khi toàn bộ nhiệt lượng của đậu ngót được bù sang cho vật đúc (Hình minh họa)
-[FONT="] [/FONT]Với một lượng kim loại lỏng như nhau có thể đúc được nhiều sản phẩm hơn
-[FONT="] [/FONT]Có thể sử dụng khuôn nhỏ hơn, nhờ đó tiết kiệm được chi phí làm khuôn
-[FONT="] [/FONT]Tiết kiệm được thời gian làm sạch do việc cắt đậu ngót ra khỏi vật đúc nhanh hơn
-[FONT="] [/FONT]Trên một tấm mẫu có thể đặt được nhiều vật đúc hơn
-[FONT="] [/FONT]Để đúc một lượng sản phẩm nhất định sẽ tốn ít kim loại hơn
-[FONT="] [/FONT]Tăng sản lượng đúc
-[FONT="] [/FONT]Đậu ngót nhỏ hơn giúp tiết kiệm thời gian và chi phí
M
Author
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Hệ thống bù ngót
Đậu phát nhiệt được sử dụng làm tường của đậu ngót và nhờ đó giảm sự truyền nhiệt vào trong khuôn. Để đạt được hiệu quả bù ngót tối ưu, mặt trên của đậu ngót cũng phải dùng chất liệu phát nhiệt. Loại vật liệu này thường được cung cấp dưới dạng bột và được gọi là bột phát nhiệt. Trong sản xuất hàng loạt lớn, 90% đậu phát nhiệt là đậu kín.
Tính toán số lượng đậu ngót – khoảng cách bù ngót
Một vật đúc nhỏ gọn có thể chỉ cần một đậu ngót. Trong nhiều vật đúc có hình dạng phức tạp, vật đúc sẽ được chia thành các khu vực khác nhau để bù ngót. Mỗi một khu vực có thể sẽ được bù ngót bằng một đậu ngót có kích thước riêng và hình dạng của vật đúc sẽ là yếu tố chính để xác định số lượng đậu ngót cần thiết.
Tuy nhiên trong trường hợp các vật đúc mở rộng như mép của phôi đúc bánh răng, phạm vi bù ngót lại là yếu tố hạn chế chức năng của mỗi đậu ngót. Trong trường hợp này, khoảng cách một đậu ngót có thể bù ngót được cho vật đúc, gọi là “khoảng cách bù ngót”, cần phải được tính toán kỹ.
Khoảng cách bù ngót từ mép ngoài của đậu ngót đến vật đúc bị ảnh hưởng bởi 2 yếu tố:
-[FONT="] [/FONT]Hiệu ứng đầu cuối (E) tạo ra do quá trình nguội nhanh tại các điểm đầu cuối và các điểm góc.
-[FONT="] [/FONT]Hiệu ứng (A) tạo ra do đậu ngót nguội chậm hơn so với vật đúc gắn liền
Khi vật đúc cần từ 2 đậu ngót trở lên, khoảng cách giữa các đậu ngót được đo từ mép của đậu ngót chứ không phải từ tâm điểm đậu ngót. Và khi đậu ngót được làm từ đậu phát nhiệt, khoảng cách giữa các đậu được tính từ đường kính ngoài của đậu phát nhiệt.
Khoảng cách giữa các đậu ngót có thể tăng lên nếu ta đặt một cục gang nguội tại điểm chính giữa 2 đậu ngót (X1) và hiệu ứng đầu cuối tự nhiên có thể tăng lên nếu ta đặt một cục gang nguội tại đầu cuối (X). Gang nguội nên có dạng hình vuông hoặc hình chữ nhật với độ dày bằng khoảng ½ độ dày của khu vực cần được làm nguội.
Có thể sẽ xảy ra một trong 4 tình huống sau đây:
-[FONT="] [/FONT]Phần kim loại làm nguội chỉ có hiệu ứng đầu cuối tự nhiên (A+E)
-[FONT="] [/FONT]Phần kim loại có hiệu ứng đầu cuối tự nhiên và đầu cuối được đặt gang nguội (A+E+X)
-[FONT="] [/FONT]Phần kim loại không có hiệu ứng đầu cuối (A)
-[FONT="] [/FONT]Phần kim loại không có hiệu ứng đầu cuối và gang nguội (A+X1)
Hình 19.4 hướng dẫn cách tính khoảng cách bù ngót căn bản cho đúc thép và tất cả các loại hợp kim đen có biến trắng, ví dụ như gang dẻo hay gang hợp kim cao.

Hình 19.4 Khoảng cách bù ngót trong đúc thép, (a) vật đúc dạng tấm (W/T > 5/1), (b) Vật đúc dạng thanh (W/T < 5/1)
Hệ thống bù ngót
Đậu phát nhiệt được sử dụng làm tường của đậu ngót và nhờ đó giảm sự truyền nhiệt vào trong khuôn. Để đạt được hiệu quả bù ngót tối ưu, mặt trên của đậu ngót cũng phải dùng chất liệu phát nhiệt. Loại vật liệu này thường được cung cấp dưới dạng bột và được gọi là bột phát nhiệt. Trong sản xuất hàng loạt lớn, 90% đậu phát nhiệt là đậu kín.
Tính toán số lượng đậu ngót – khoảng cách bù ngót
Một vật đúc nhỏ gọn có thể chỉ cần một đậu ngót. Trong nhiều vật đúc có hình dạng phức tạp, vật đúc sẽ được chia thành các khu vực khác nhau để bù ngót. Mỗi một khu vực có thể sẽ được bù ngót bằng một đậu ngót có kích thước riêng và hình dạng của vật đúc sẽ là yếu tố chính để xác định số lượng đậu ngót cần thiết.
Tuy nhiên trong trường hợp các vật đúc mở rộng như mép của phôi đúc bánh răng, phạm vi bù ngót lại là yếu tố hạn chế chức năng của mỗi đậu ngót. Trong trường hợp này, khoảng cách một đậu ngót có thể bù ngót được cho vật đúc, gọi là “khoảng cách bù ngót”, cần phải được tính toán kỹ.
Khoảng cách bù ngót từ mép ngoài của đậu ngót đến vật đúc bị ảnh hưởng bởi 2 yếu tố:
-[FONT="] [/FONT]Hiệu ứng đầu cuối (E) tạo ra do quá trình nguội nhanh tại các điểm đầu cuối và các điểm góc.
-[FONT="] [/FONT]Hiệu ứng (A) tạo ra do đậu ngót nguội chậm hơn so với vật đúc gắn liền
Khi vật đúc cần từ 2 đậu ngót trở lên, khoảng cách giữa các đậu ngót được đo từ mép của đậu ngót chứ không phải từ tâm điểm đậu ngót. Và khi đậu ngót được làm từ đậu phát nhiệt, khoảng cách giữa các đậu được tính từ đường kính ngoài của đậu phát nhiệt.
Khoảng cách giữa các đậu ngót có thể tăng lên nếu ta đặt một cục gang nguội tại điểm chính giữa 2 đậu ngót (X1) và hiệu ứng đầu cuối tự nhiên có thể tăng lên nếu ta đặt một cục gang nguội tại đầu cuối (X). Gang nguội nên có dạng hình vuông hoặc hình chữ nhật với độ dày bằng khoảng ½ độ dày của khu vực cần được làm nguội.
Có thể sẽ xảy ra một trong 4 tình huống sau đây:
-[FONT="] [/FONT]Phần kim loại làm nguội chỉ có hiệu ứng đầu cuối tự nhiên (A+E)
-[FONT="] [/FONT]Phần kim loại có hiệu ứng đầu cuối tự nhiên và đầu cuối được đặt gang nguội (A+E+X)
-[FONT="] [/FONT]Phần kim loại không có hiệu ứng đầu cuối (A)
-[FONT="] [/FONT]Phần kim loại không có hiệu ứng đầu cuối và gang nguội (A+X1)
Hình 19.4 hướng dẫn cách tính khoảng cách bù ngót căn bản cho đúc thép và tất cả các loại hợp kim đen có biến trắng, ví dụ như gang dẻo hay gang hợp kim cao.
Hình 19.4 Khoảng cách bù ngót trong đúc thép, (a) vật đúc dạng tấm (W/T > 5/1), (b) Vật đúc dạng thanh (W/T < 5/1)
M
Author
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Vật đúc gang xám và gang cầu
Tất cả các yếu tố như thành phần vật liệu, tiết diện vật đúc, vật liệu làm khuôn và độ cứng của khuôn đều góp phần vào việc tính toán khoảng cách bù ngót thực tế. Bảng dưới dây là ví dụ cho khuôn cát tươi có độ cứng 90oB, sự thay đổi các yếu tố này sẽ dẫn đến kết quả là khoảng cách bù ngót khác nhau.
Bảng 19.1 Hệ số khoảng cách bù ngót (FD) trong đúc gang cầu
Thành phần C (%) Khoảng cách bù ngót (FD)
4.1 <=> 6.0
4.2 <=> 6.5
4.3 <=> 7.0
4.6 <=> 9.0
Bảng 19.2 Hệ số khoảng cách bù ngót (FD) trong đúc gang xám
Thành phần C (%) Khoảng cách bù ngót (FD)
3.0 <=> 6.8
3.4 <=> 7.7
3.9 <=> 8.8
4.3 <=> 10.0
Đúc kim loại màu
Bảng 19.3 cho biết hệ số khoảng cách bù ngót đối với một số hợp kim kim loại màu; thông số này được sử dụng để tính toán khoảng cách bù ngót tương đối.
Bảng 19.3 Hệ số khoảng cách bù ngót trong đúc kim loại màu
Hợp kim đúc Khoảng cách bù ngót (FD)
Al (99.99%) <=> 2.50
Al 4.5% Cu <=> 1.50
Al 7% Si <=> 1.50
Al 12% Si <=> 2.50
Đồng nguyên chất <=> 2.00
Cu 30% Ni <=> 0.50
Đồng thau <=> 1.25
Al đồng thanh <=> 1.25
Ni Al đồng thanh <=> 0.50
Sn đồng thanh <=> 0.75
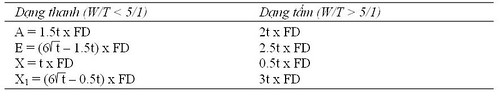
Khoảng cách bù ngót trong Hình 19.4 được tính bằng cách sử dụng hệ số khoảng cách bù ngót như sau:
Vật đúc gang xám và gang cầu
Tất cả các yếu tố như thành phần vật liệu, tiết diện vật đúc, vật liệu làm khuôn và độ cứng của khuôn đều góp phần vào việc tính toán khoảng cách bù ngót thực tế. Bảng dưới dây là ví dụ cho khuôn cát tươi có độ cứng 90oB, sự thay đổi các yếu tố này sẽ dẫn đến kết quả là khoảng cách bù ngót khác nhau.
Bảng 19.1 Hệ số khoảng cách bù ngót (FD) trong đúc gang cầu
Thành phần C (%) Khoảng cách bù ngót (FD)
4.1 <=> 6.0
4.2 <=> 6.5
4.3 <=> 7.0
4.6 <=> 9.0
Bảng 19.2 Hệ số khoảng cách bù ngót (FD) trong đúc gang xám
Thành phần C (%) Khoảng cách bù ngót (FD)
3.0 <=> 6.8
3.4 <=> 7.7
3.9 <=> 8.8
4.3 <=> 10.0
Đúc kim loại màu
Bảng 19.3 cho biết hệ số khoảng cách bù ngót đối với một số hợp kim kim loại màu; thông số này được sử dụng để tính toán khoảng cách bù ngót tương đối.
Bảng 19.3 Hệ số khoảng cách bù ngót trong đúc kim loại màu
Hợp kim đúc Khoảng cách bù ngót (FD)
Al (99.99%) <=> 2.50
Al 4.5% Cu <=> 1.50
Al 7% Si <=> 1.50
Al 12% Si <=> 2.50
Đồng nguyên chất <=> 2.00
Cu 30% Ni <=> 0.50
Đồng thau <=> 1.25
Al đồng thanh <=> 1.25
Ni Al đồng thanh <=> 0.50
Sn đồng thanh <=> 0.75
Khoảng cách bù ngót trong Hình 19.4 được tính bằng cách sử dụng hệ số khoảng cách bù ngót như sau:
Last edited by a moderator:
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
ủa.anh lehai ko hiểu thì ai hiẻu nữa,nãy giờ e đọc xong xuôi,em ko hiểu nên nghĩ là do mình học chưa tới nên chưa hiểu .đang nghĩ thầm trong bụng đọc câu của anh lehai,em đuối luôn,hihii,mà sao Maycasting cũng ko giải thích ta,anh viết bài này mà,a giải thích rõ hơn được ko
ủa.anh lehai ko hiểu thì ai hiẻu nữa,nãy giờ e đọc xong xuôi,em ko hiểu nên nghĩ là do mình học chưa tới nên chưa hiểu .đang nghĩ thầm trong bụng đọc câu của anh lehai,em đuối luôn,hihii,mà sao Maycasting cũng ko giải thích ta,anh viết bài này mà,a giải thích rõ hơn được ko
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Cậu này vui tính quá à? Tớ về mặt lý thuyết thì cũng chỉ biết qua các sách nên có thể còn biết ít hơn các cậu ấy chứ? Chỉ được một điều là nếu về lý thuyết cái gì đã biết thì được kiểm nghiệm qua thực tế (gọi là soi sáng ấy mà...he he). Đặc điểm của nghề đúc là phụ thuộc nhiều vào kinh nghiệm, sách lý thuyết rất ít, không sâu thường chỉ nói những vấn đề chung cho nên cần nắm cơ bản sau này vào việc sẽ rõ thêm.
Tớ xin vd tí nhé: bàn về ngót thì lý thuyết dài dòng lắm về nhiệt độ nóng chảy, tỷ lệ co ngót... của các kim loại nhưng tóm lại chỉ là từ lỏng --> rắn sẽ co thể tích lại, phần thể tích thiếu đó gọi là co ngót, nếu hở ra ngoài gọi là lõm co, ngót nếu nắm kín trong vật đúc gọi là rỗ ngót (nhiều khi nhầm lại bảo là rỗ khí). Những chỗ bị ngót là những chỗ tập trung nhiều kim loại nhất, nóng nhất (nguội sau cùng) của chi tiết (gọi là nút nhiệt).
Để tránh ngót thì phải đặt đậu đủ để bù kim loại cho những chỗ dễ bị ngót hết ngót, đậu ngót đặt trực tiếp lên khu vực dễ ngót, hệ thống rót phải tạo cho khu vực đó nóng nhất, nguội sau cùng (gọi là tạo khoảng đông có hướng) để phát huy tác dụng bù ngót của đậu, cần thiết sau khi rót khuôn sẽ rót bổ xung kim loại lỏng trực tiếp vào đậu ngót. Số lượng đậu và kích thước thì tùy thuộc vào chi tiết sao cho hết ngót thì thôi. Đậu bé quá thì vẫn còn bị ngót, đậu to quá thì tốn kim loại, khó cắt đậu...
Hoặc làm cho những chỗ đó không nóng hơn hoặc nguội sau những chỗ khác của vật đúc (gọi là tạo nguội đồng thời), thường áp dụng cho vật đúc chênh lệch thành dày mỏng không quá lớn, vị trí ngót không đặt trực tiếp được đậu ngót, chi tiết lúc đó có thể vẫn còn ngót bên trong nhưng chấp nhận được. Trường hợp này ta rót vào chỗ mỏng, ở xa các nút nhiệt, dùng vật làm nguội ngoài hoặc vật làm nguội trong ở các nút nhiệt để tạo cho vật đúc nguội đồng đều bớt ngót.
ủa.anh lehai ko hiểu thì ai hiẻu nữa,nãy giờ e đọc xong xuôi,em ko hiểu nên nghĩ là do mình học chưa tới nên chưa hiểu .đang nghĩ thầm trong bụng đọc câu của anh lehai,em đuối luôn,hihii,mà sao Maycasting cũng ko giải thích ta,anh viết bài này mà,a giải thích rõ hơn được ko
Tớ xin vd tí nhé: bàn về ngót thì lý thuyết dài dòng lắm về nhiệt độ nóng chảy, tỷ lệ co ngót... của các kim loại nhưng tóm lại chỉ là từ lỏng --> rắn sẽ co thể tích lại, phần thể tích thiếu đó gọi là co ngót, nếu hở ra ngoài gọi là lõm co, ngót nếu nắm kín trong vật đúc gọi là rỗ ngót (nhiều khi nhầm lại bảo là rỗ khí). Những chỗ bị ngót là những chỗ tập trung nhiều kim loại nhất, nóng nhất (nguội sau cùng) của chi tiết (gọi là nút nhiệt).
Để tránh ngót thì phải đặt đậu đủ để bù kim loại cho những chỗ dễ bị ngót hết ngót, đậu ngót đặt trực tiếp lên khu vực dễ ngót, hệ thống rót phải tạo cho khu vực đó nóng nhất, nguội sau cùng (gọi là tạo khoảng đông có hướng) để phát huy tác dụng bù ngót của đậu, cần thiết sau khi rót khuôn sẽ rót bổ xung kim loại lỏng trực tiếp vào đậu ngót. Số lượng đậu và kích thước thì tùy thuộc vào chi tiết sao cho hết ngót thì thôi. Đậu bé quá thì vẫn còn bị ngót, đậu to quá thì tốn kim loại, khó cắt đậu...
Hoặc làm cho những chỗ đó không nóng hơn hoặc nguội sau những chỗ khác của vật đúc (gọi là tạo nguội đồng thời), thường áp dụng cho vật đúc chênh lệch thành dày mỏng không quá lớn, vị trí ngót không đặt trực tiếp được đậu ngót, chi tiết lúc đó có thể vẫn còn ngót bên trong nhưng chấp nhận được. Trường hợp này ta rót vào chỗ mỏng, ở xa các nút nhiệt, dùng vật làm nguội ngoài hoặc vật làm nguội trong ở các nút nhiệt để tạo cho vật đúc nguội đồng đều bớt ngót.
V
Author
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Danh từ đậu ngót thì tôi vô diễn đàn này mới biết ( nhờ đọc các bài của Lehai hay của MayCasting nhưng thực ra cũng hiểu chưa hết ý vì không biết tiếng việt chuyên ngành bây giờ), mặc dù cũng từng làm trong ngành đúc. Thực ra như em hỏi trong một chi tiết đúc cần bao nhiêu đậu ngót thì tôi nghĩ không cần thiết đâu. Mỗi chi tiết có hình dạng khác nhau , kích thước, trọng lượng khác nhau, nên con số đậu ngót và vị trí đặt đậu ngót cũng khác nhau . Do đó cách đặt đậu ngót phần nhiều là theo cảm quan và kinh nghiệm của người thợ. Tôi xin góp một vài kinh nghiệm về đúc mà tôi học được từ những người thợ già Nhật bản trong xưởng đúc của trung tâm chế tạo mẫu thử thực nghiệm của Sở Nghiên cứu kỹ thuật Honda nơi tôi từng làm giám đốc kỹ thuật để các bạn trẻ tham khảo :
1) Triệt để áp dụng nguyên tắc bình thông nhau. Đây là cơ sở của định luật Pascal trong lý thuyết đúc. Muốn đúc một sản phẩm ít bị bót rỗ khí thì phải áp dụng phương pháp này để đẩy sạch không khí trong lòng khuôn. Em tửong tượng kim loại lỏng khi đổ vào khuôn cũng giống như em đổ nước vào trong một cái ống nhựa giở 2 đầu lên. Nếu áp lực 2 đầu ống không cân bằng thì sẽ xảy ra hiện tượng bọt khí còn đọng lại bên trong ống. Đối với nghề đúc thì bọt khí còn lại trong lòng khuôn sẽ gây ra khuyết tật sản phẩm. Nếu em nắm vững nguyên tắc này thì khi làm khuôn dần dần có kinh nghiệm sẽ biết cần đặt bao nhiều đậu ngót.
2) Khi làm khuôn phải chú ý xem trên bản vẽ sản phẩm chỗ nào là mặt gia công có tiết diện lớn. Thông thường mặt gia công tiết diện lớn phải đặt nằm ở khuôn dưới. Điều này sẽ làm giảm rất nhiều hiện tượng bọt khí còn sót gây rỗ ở bề mặt sẽ gia công cơ khí vì bọt khí khi bị đẩy ra thường hay kẹt lại ở phần khuôn trên nếu thể tích hoặc diện tích bế mặt đậu ngót không được thiết kế tốt, khiến cho không khí bị đẩy ra không hết. Mặt gia công tiết diện lớn đặt ở khuôn dưới cũng sẽ rất tiện cho người thợ gia công phay , tiện khi họ lấy mặt chuẩn vì ít bị ảnh hưởng bởi độ nghiêng tháo khuôn.
3) Tại những mặt gia công tiết diện lớn ở khuôn dưới cần phải đặt những tấm gang nguội có chiều dày khoảng 20mm trở lên để làm nguội nhanh ở những vị trí quan trọng này. Kinh nghiệm đặt gang nguội sẽ giúp giảm thiểu khuyết tật đúc như rỗ , bọt khí rất nhiều.
4) Vị trí đặt các gate ( tức là các khe dẫn kim loại lỏng ) phải đặt ở vị trí thấp nhất của khuôn dưới , tức là khi kim loại lỏng đổ vào thì khi vô lòng khuôn nó sẽ được đẩy từ dưới thấp nhất đi lên từ từ , trong quá trình kim loại dâng lên từ trong lòng khuôn sẽ đẩy không khí bên trên bề mặt kim loại ra ngoài. Nếu vị trí của các gate này nằm ở giữa chiều cao của khuôn hay đặt phí trên cao thì khi rót kim loại vào sẽ xảy ra hiện tượng xoáy không khí trong lòng khuôn, điều này sẽ gây ra khuyết tật sản phẩm đúc.
5) Nếu sản phẩm có các bề mặt chi tiết cần gia công như BOSS ( thành hình trụ dày để khoan lỗ , bắt ốc v.v..), thành dày v.v.. thì ngay bế mặt này ở khuôn trên phải đặt đậu ngót vào mặt đó. Đặt đậu ngót vào ngay vị trí mặt này sẽ giảm thiểu tối đa bọt khí còn sót gây rỗ sản phẩm khi gia công. Phải chú ý vị trí đặt đậu ngót có bị ảnh hưởng khi người thợ nguội cắt phần đậu ngót có bị đụng đến thành sản phẩm hay không, cắt gọt có dễ hay không v.v..Đôi khi không chú ý ví dụ cái boss nằm chính giữa xung quanh là thành cao mà đặt đậu ngót vào đây thì khi đúc xong các ông thợ nguội sẽ cắt không được. Trong trường hợp này thì thay vì đặt đậu ngót phải đặt miếng gang nguội dày trên bề mặt để thay thế đậu ngót. ( Em nên tham khảo bài viết của Lehai bên trên , đây là kinh nghiệm đúc đó. Lehai chắc cũng phải phỏng vài chỗ trên chân tay mới rút ra những bài học máu xương đó, không nên coi thường)
6) Trên các ống dẫn kim loại trước khi vào gate thì phải đặt lưới ceramic để lọc xỉ kim loại , không chú ý điều này thì sản phẩm đôi khi bị hư do bị lọt tạp chất vào. Chú ý khi đặt lưới ceramic thì phải làm vệ sinh lưới cho thật sạch, nếu không các mãnh bụi vỡ của lưới ceramic nếu lọt vào sản phẩm sẽ làm hư mũi phay , tiện khi người thợ gia công cắt gọt.
7) Kim loại lỏng khi nấu chảy thì nên dùng bột Flux để loại tạp chất, gần đây thì ít hãng dùng bột Flux mà dùng thẳng khí Ar xục vào bể nấu để loại bỏ tạp chất.
8) Khuôn trước khi đúc phải đốt cho thật kỹ để giảm tối đa lượng khí Hydro còn sót lại trong thành khuôn. Hiện tượng bọt khí còn sót lại gây khuyết tật sản phẩm đúc cũng do nguyên nhân khí Hydro còn sót lại này mà ra.
9) Nhiệt độ kim loại nấu chảy phải quản lý triệt để. Theo kinh nghiệm của tôi cũng như một kết quả báo cáo điều tra trên 200 hãng đúc của giáo sư Huy (Đại học Đông Bắc) năm 1980 thì hầu hết những hãng có tỷ lệ khuyết tật sản phẩm đúc cao là những hãng mà nhân viên không siêng năng trong việc quản lý nhiệt độ kim loại hoặc không đủ thiết bị đo để quản lý nhiệt độ trước khi rót.
10) Ngoài các điều trên , người thợ làm khuôn đúc cũng nên biết một chút về kiến thức vật liệu học. Tôi có một kinh nghiệm để đời là có lần đúc một chân vịt tàu thủy loại nhỏ bằng hợp kim đồng để thực nghiệm, sản phẩm đúc rất đẹp nhưng khi thử nghiệm hay bị gãy hoặc không gãy thì dễ bị rỗ gây nổ ồn trong nước khi quay. Sau hàng chục lần điều tra thì nguyên nhân chính là bột Togata thường phun trên khuôn đúc nhôm để tạo láng bề mặt sản phẩm là nguyên nhân gây ra biến tính của kết cấu vật liệu hợp kim đồng.
Nói chung nói về kinh nghiệm đúc thì chắc là nói quanh năm không hết. Nếu có thời gian tôi sẽ viết thêm. Đại khái nắm vững 10 điều trên thì bạn đã bước vô cửa nhập môn của nghề làm khuôn đúc kim loại được rồi.
Chúc các anh em thành công , hy vọng có cơ hội trao đổi kinh nghiệm với các đồng nghiệp về cái nghề cực khổ nhưng rất thú vị này.
.em mới học đúc được có mấy tháng.anh chị nào có kinh nghiệm về cách sử dụng đậu ngót thì giúp em với.với một chi tiết đúc xác định thì cần bao nhiêu đậu ngót và cách đặt như thế nào ???em xin cảm ơn trước
1) Triệt để áp dụng nguyên tắc bình thông nhau. Đây là cơ sở của định luật Pascal trong lý thuyết đúc. Muốn đúc một sản phẩm ít bị bót rỗ khí thì phải áp dụng phương pháp này để đẩy sạch không khí trong lòng khuôn. Em tửong tượng kim loại lỏng khi đổ vào khuôn cũng giống như em đổ nước vào trong một cái ống nhựa giở 2 đầu lên. Nếu áp lực 2 đầu ống không cân bằng thì sẽ xảy ra hiện tượng bọt khí còn đọng lại bên trong ống. Đối với nghề đúc thì bọt khí còn lại trong lòng khuôn sẽ gây ra khuyết tật sản phẩm. Nếu em nắm vững nguyên tắc này thì khi làm khuôn dần dần có kinh nghiệm sẽ biết cần đặt bao nhiều đậu ngót.
2) Khi làm khuôn phải chú ý xem trên bản vẽ sản phẩm chỗ nào là mặt gia công có tiết diện lớn. Thông thường mặt gia công tiết diện lớn phải đặt nằm ở khuôn dưới. Điều này sẽ làm giảm rất nhiều hiện tượng bọt khí còn sót gây rỗ ở bề mặt sẽ gia công cơ khí vì bọt khí khi bị đẩy ra thường hay kẹt lại ở phần khuôn trên nếu thể tích hoặc diện tích bế mặt đậu ngót không được thiết kế tốt, khiến cho không khí bị đẩy ra không hết. Mặt gia công tiết diện lớn đặt ở khuôn dưới cũng sẽ rất tiện cho người thợ gia công phay , tiện khi họ lấy mặt chuẩn vì ít bị ảnh hưởng bởi độ nghiêng tháo khuôn.
3) Tại những mặt gia công tiết diện lớn ở khuôn dưới cần phải đặt những tấm gang nguội có chiều dày khoảng 20mm trở lên để làm nguội nhanh ở những vị trí quan trọng này. Kinh nghiệm đặt gang nguội sẽ giúp giảm thiểu khuyết tật đúc như rỗ , bọt khí rất nhiều.
4) Vị trí đặt các gate ( tức là các khe dẫn kim loại lỏng ) phải đặt ở vị trí thấp nhất của khuôn dưới , tức là khi kim loại lỏng đổ vào thì khi vô lòng khuôn nó sẽ được đẩy từ dưới thấp nhất đi lên từ từ , trong quá trình kim loại dâng lên từ trong lòng khuôn sẽ đẩy không khí bên trên bề mặt kim loại ra ngoài. Nếu vị trí của các gate này nằm ở giữa chiều cao của khuôn hay đặt phí trên cao thì khi rót kim loại vào sẽ xảy ra hiện tượng xoáy không khí trong lòng khuôn, điều này sẽ gây ra khuyết tật sản phẩm đúc.
5) Nếu sản phẩm có các bề mặt chi tiết cần gia công như BOSS ( thành hình trụ dày để khoan lỗ , bắt ốc v.v..), thành dày v.v.. thì ngay bế mặt này ở khuôn trên phải đặt đậu ngót vào mặt đó. Đặt đậu ngót vào ngay vị trí mặt này sẽ giảm thiểu tối đa bọt khí còn sót gây rỗ sản phẩm khi gia công. Phải chú ý vị trí đặt đậu ngót có bị ảnh hưởng khi người thợ nguội cắt phần đậu ngót có bị đụng đến thành sản phẩm hay không, cắt gọt có dễ hay không v.v..Đôi khi không chú ý ví dụ cái boss nằm chính giữa xung quanh là thành cao mà đặt đậu ngót vào đây thì khi đúc xong các ông thợ nguội sẽ cắt không được. Trong trường hợp này thì thay vì đặt đậu ngót phải đặt miếng gang nguội dày trên bề mặt để thay thế đậu ngót. ( Em nên tham khảo bài viết của Lehai bên trên , đây là kinh nghiệm đúc đó. Lehai chắc cũng phải phỏng vài chỗ trên chân tay mới rút ra những bài học máu xương đó, không nên coi thường)
6) Trên các ống dẫn kim loại trước khi vào gate thì phải đặt lưới ceramic để lọc xỉ kim loại , không chú ý điều này thì sản phẩm đôi khi bị hư do bị lọt tạp chất vào. Chú ý khi đặt lưới ceramic thì phải làm vệ sinh lưới cho thật sạch, nếu không các mãnh bụi vỡ của lưới ceramic nếu lọt vào sản phẩm sẽ làm hư mũi phay , tiện khi người thợ gia công cắt gọt.
7) Kim loại lỏng khi nấu chảy thì nên dùng bột Flux để loại tạp chất, gần đây thì ít hãng dùng bột Flux mà dùng thẳng khí Ar xục vào bể nấu để loại bỏ tạp chất.
8) Khuôn trước khi đúc phải đốt cho thật kỹ để giảm tối đa lượng khí Hydro còn sót lại trong thành khuôn. Hiện tượng bọt khí còn sót lại gây khuyết tật sản phẩm đúc cũng do nguyên nhân khí Hydro còn sót lại này mà ra.
9) Nhiệt độ kim loại nấu chảy phải quản lý triệt để. Theo kinh nghiệm của tôi cũng như một kết quả báo cáo điều tra trên 200 hãng đúc của giáo sư Huy (Đại học Đông Bắc) năm 1980 thì hầu hết những hãng có tỷ lệ khuyết tật sản phẩm đúc cao là những hãng mà nhân viên không siêng năng trong việc quản lý nhiệt độ kim loại hoặc không đủ thiết bị đo để quản lý nhiệt độ trước khi rót.
10) Ngoài các điều trên , người thợ làm khuôn đúc cũng nên biết một chút về kiến thức vật liệu học. Tôi có một kinh nghiệm để đời là có lần đúc một chân vịt tàu thủy loại nhỏ bằng hợp kim đồng để thực nghiệm, sản phẩm đúc rất đẹp nhưng khi thử nghiệm hay bị gãy hoặc không gãy thì dễ bị rỗ gây nổ ồn trong nước khi quay. Sau hàng chục lần điều tra thì nguyên nhân chính là bột Togata thường phun trên khuôn đúc nhôm để tạo láng bề mặt sản phẩm là nguyên nhân gây ra biến tính của kết cấu vật liệu hợp kim đồng.
Nói chung nói về kinh nghiệm đúc thì chắc là nói quanh năm không hết. Nếu có thời gian tôi sẽ viết thêm. Đại khái nắm vững 10 điều trên thì bạn đã bước vô cửa nhập môn của nghề làm khuôn đúc kim loại được rồi.
Chúc các anh em thành công , hy vọng có cơ hội trao đổi kinh nghiệm với các đồng nghiệp về cái nghề cực khổ nhưng rất thú vị này.
Last edited by a moderator:
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
Xin cám ơn Bác VO HUY THANH về 10 kinh nghiệm đúc, theo tôi những điều này đã tóm lược hết sức cơ bản các yêu cầu của lý thuyết đúc mà các giáo trình đúc như: lý luận đúc, thiết kế công nghệ đúc, nấu luyện kim loại...mà chúng ta vẫn học. Nhân Bác VHT nhắc đến ở điều 1 về lý thuyết đúc tôi nhớ ngày xưa lúc đi học ở ĐHBK HN môn học này được giảng dạy rất kỹ bởi thầy Lê Hoàng Việt, nó là cơ sở để tìm nguyên nhân và biện pháp khắc phục các tật hỏng của đúc. Sau này khi đi làm tôi rất thích lý thuyết về vùng ngưng tụ, nó giúp hiểu và khắc phục các hiện tượng bọng cát, vũng lõm bóng hơi (mà ta cứ tưởng là ngót), các đám vỡ cát...trên bề mặt vật đúc hoặc ngay phía trên các rãnh dẫn.
Xin cám ơn Bác VO HUY THANH về 10 kinh nghiệm đúc, theo tôi những điều này đã tóm lược hết sức cơ bản các yêu cầu của lý thuyết đúc mà các giáo trình đúc như: lý luận đúc, thiết kế công nghệ đúc, nấu luyện kim loại...mà chúng ta vẫn học. Nhân Bác VHT nhắc đến ở điều 1 về lý thuyết đúc tôi nhớ ngày xưa lúc đi học ở ĐHBK HN môn học này được giảng dạy rất kỹ bởi thầy Lê Hoàng Việt, nó là cơ sở để tìm nguyên nhân và biện pháp khắc phục các tật hỏng của đúc. Sau này khi đi làm tôi rất thích lý thuyết về vùng ngưng tụ, nó giúp hiểu và khắc phục các hiện tượng bọng cát, vũng lõm bóng hơi (mà ta cứ tưởng là ngót), các đám vỡ cát...trên bề mặt vật đúc hoặc ngay phía trên các rãnh dẫn.
Ðề: cho em hỏi cách tính toán số lượng đậu ngót và cách đặt
7) Kim loại lỏng khi nấu chảy thì nên dùng bột Flux để loại tạp chất, gần đây thì ít hãng dùng bột Flux mà dùng thẳng khí Ar xục vào bể nấu để loại bỏ tạp chất
Khi nấu nhôm em đã dùng khí Ar để sục nhưng không thấy tác dụng hiệu quả gì. Sau đó chuyển sang sục khí nito sản phẩm vẫn bị rỗ. Các Bác có kiến giải gì giúp em không?
Cuối cùng vẫn phải dùng Flux!
7) Kim loại lỏng khi nấu chảy thì nên dùng bột Flux để loại tạp chất, gần đây thì ít hãng dùng bột Flux mà dùng thẳng khí Ar xục vào bể nấu để loại bỏ tạp chất
Khi nấu nhôm em đã dùng khí Ar để sục nhưng không thấy tác dụng hiệu quả gì. Sau đó chuyển sang sục khí nito sản phẩm vẫn bị rỗ. Các Bác có kiến giải gì giúp em không?
Cuối cùng vẫn phải dùng Flux!