
M
Author
Trong nhiều ngành công nghiệp nặng, ví dụ như: sản xuất thép, sản xuất xi măng, khai thác mỏ, sản xuất mía đường, các nhà máy nhiệt điện, v.v... có nhiều thiết bị làm việc với điều kiện chịu ma sát, chịu va đập với vật liệu sản xuất, dẫn tới bề mặt làm việc của thiết bị sẽ bị mòn hoặc vỡ, nứt sau một thời gian làm việc, làm ảnh hượng tới hiệu suất làm việc của thiết bị.
Lấy ví dụ tiêu biểu với nhà máy sản xuất xi măng. Mỗi một thiết bị trong từng công đoạn sản xuất xi măng đều có những công năng, đặc tính vận hành khác nhau. Các thiết bị cũng làm việc trong các điều kiện khắc nghiệt khác nhau. Chẳng hạn, các thiết bị nghiền liệu chịu tác động của lực va đập, chịu ma sát với vật liệu,… các thiết bị tải liệu chủ yếu chịu ma sát, thiết bị lò nung chịu nhiệt độ cao,v.v…
Với điều kiện vận hành như vậy, dưới tác dụng thường xuyên của lực va đập, ma sát, nhiệt độ cao,…sau một thời gian, các thiết, đặc biệt là các bề mặt làm việc có thể hỏng, mòn, vỡ và không thể hoạt động ở chế độ bình thường. Trong nhiều trường hợp, giải pháp hàn phục hồi sửa chữa là phương án tối ưu về kinh tế thay vì phải thay thế thiết bị mới.
Trên thị trường có nhiều loại vật liệu hàn đáp ứng được nhu cầu hàn đắp phục hồi bề mặt hoặc sửa chữa các lỗi nứt vỡ của chi tiết làm việc. Que hàn với các thành phần hợp kim tạo độ cứng cao, chịu mài mòn, chịu va đập, chịu nhiệt độ cao,v.v... được sử dụng phổ biến. Trong nhiều trường hợp, dây hàn lõi thuốc cho mục đích hàn đắp bề mặt cứng cũng được ứng dụng với chất lượng, hiệu suất đạt được cao hơn so với que hàn. Tại Việt nam, một số thương hiệu que hàn đắp cứng bề mặt được tin dùng và phổ biến là: CIGWELD, ESAB, KOBE, NIKKO, SAF, OERLIKON,...Trong số đó, phổ biến nhất là que hàn của hãng Nikko
Sau đây là một số ứng dụng tiêu biểu với que hàn của Nikko :
Với các thiết bị khai thác mỏ, giải pháp sử dụng que hàn của Nikko (cũng có thể dùng tấm chịu mòn hai thành phần của hãng CeraMetal) là hợp lý về cả độ bền sử dụng và giá thành:
HÀN SỬA CHỮA CHO CÁC CHI TIẾT CHỊU MÒN CỦA MÁY XÚC, MÁY ỦI ĐẤT
Các chi tiết chịu mài mòn: thành gầu xúc và răng gầu
Hiện tượng: Mòn trên bề mặt lòng gầu xúc và răng gầu do ma sát và va đập với than, cát, đất đá,...
Giải pháp: Bảo vệ lợi gầu, các cạnh và các vị trí chịu mòn cảu gầu xúc bằng các loại vật liệu hợp kim Carbit Crom chịu mài mòn cao
- Dùng que hàn chịu mài mòn của Nikko: NS SUGAR/HV-950/HR-6600
- Dùng dây hàn lõi thuốc hợp kim FC63
Đặc biệt, với răng gầu làm việc với đá, cát hay đất sét chịu mài mòn mãnh liệt
Vật liệu nền của răng gầu:thép Austenit Mangan/ thép đúc
- Sử dụng que hàn HMN để đắp bù các phần mòn quá nhiều
- Hàn que HMN cho cạnh và phần mũi của răng gầu nếu làm việc ở chế độ va đập cao với vật liệu đá
- Hàn que hàn HV-950 với răng gầu nếu làm việc với môi trường vật liệu là cát, đất sét
- Có thể dùng dây lõi thuốc FC-63 của Nikko
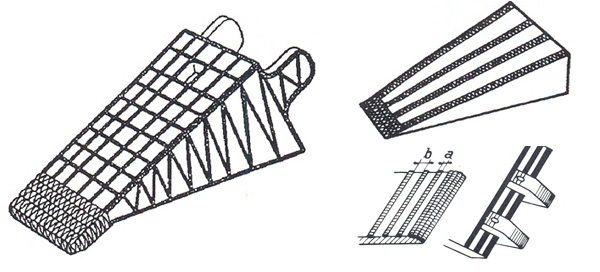
HÀN ĐẮP CỨNG CON LĂN MÁY NGHIỀN TRONG NHÀ MÁY XI MĂNG
Vật liệu nền
Thép đúc hợp kim thấp/ Thép Mangan/ Thép Ni Hard

Vấn đề cần giả quyết
- Hàn đắp cứng con lăn mới chế tạo
- Con lăn đã sử dụng bị mòn nhiều do mài mòn và lực nén bề mặt cao
Giải pháp
- Với con lăn mới chế tạo: sử dụng dây hàn lõi thuốc của que hàn Nikko. Dùng dây hàn lõi hợp kim FC-63 để hàn đắp cứng. Tùy theo kim loại vật liệu nền của con lăn, có thể dùng dây hàn FC-307 để hàn lớp lót trước khi sử dụng dây đắp cứng FC-63
- Với con lăn cũ cần phục hồi: Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
Ghi chú: Một số con lăn được chế tạo bằng vật liệu Ni-Hard được coi là không có tính hàn. Do đó phải kiểm tra tính hàn trước khi thực hiện sửa chữa
CON LĂN NGHIỀN CLANH-KE (CLINKER)
Vật liệu nền
Thép đúc hợp kim thấp
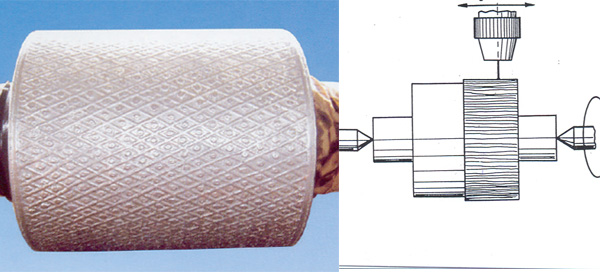
Vấn đề cần giả quyết
- Hàn đắp cứng con lăn mới chế tạo
- Con lăn đã sử dụng bị mòn nhiều do mài mòn và lực nén bề mặt cao
Giải pháp
- Với con lăn mới chế tạo: sử dụng dây hàn lõi thuốc của Nikko. Dùng dây hàn lõi hợp kim FC-63 đường kính 2.8mm để hàn đắp cứng. Tùy theo kim loại vật liệu nền của con lăn, có thể dùng dây hàn FC-307, D.2.8mm để hàn lớp lót trước khi sử dụng dây đắp cứng FC-63. Hàn đắp dạng lưới bằng dây hàn FC-63 D.2.8mm
- Với con lăn cũ cần phục hồi: Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
CON LĂN NGHIỀN THAN
Vấn đề cần giả quyết
Con lăn đã sử dụng bị nứt, tróc do mài mòn và lực nén bề mặt cao

Giải pháp
- Loại bỏ phần kim loại ở vùng bị mòn, tróc bằng que NSG; sau đó mài lại bề mặt
- Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
- Với rô to nghiền, đắp bù các vùng bị mòn bằng que hàn NSB-307, sau đó hàn đắp lên 2 lớp bề mặt bằng que hàn HV900/HR6600
SỬA CHỮA VÀ TẠO LỚP HỢP KIM CỨNG CHỐNG MÒN CHO CÁNH QUẠT CÔNG NGHIỆP
Chi tiết: Cánh quạt công nghiệp, cánh quạt trong nhà máy xi măng, nhà máy thép
Kim loại nền: Thép kết cấu, thép cacbon thường
Hiện tượng: cánh quạt bị mòn nhiều do bị mài mòn bởi các phần tử dạng hạt (bột xi măng, bột than,...) làm giảm đáng kể hiệu suất của quạt
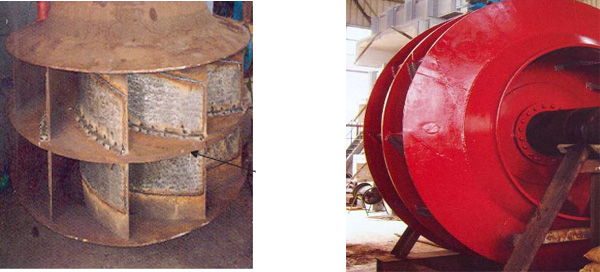
Giải pháp: Hàn sửa chữa
Đắp bù các phần bị mòn bằng hợp kim cacbit crom chịu mài mòn.
Bằng các loại phương pháp và vật liệu sau:
1). Hàn đắp bằng các loại que hàn Nikko : NS SUGAR/HV-950/HR-6600
2). Hàn bằng dây hàn lõi thuốc FC-63 của hãng Nikko
3). Sử dụng tấm chịu mòn có thành phần hợp kim cabit crom CeraMetal
Tổng hợp từ website www.ararat.vn
Lấy ví dụ tiêu biểu với nhà máy sản xuất xi măng. Mỗi một thiết bị trong từng công đoạn sản xuất xi măng đều có những công năng, đặc tính vận hành khác nhau. Các thiết bị cũng làm việc trong các điều kiện khắc nghiệt khác nhau. Chẳng hạn, các thiết bị nghiền liệu chịu tác động của lực va đập, chịu ma sát với vật liệu,… các thiết bị tải liệu chủ yếu chịu ma sát, thiết bị lò nung chịu nhiệt độ cao,v.v…
Với điều kiện vận hành như vậy, dưới tác dụng thường xuyên của lực va đập, ma sát, nhiệt độ cao,…sau một thời gian, các thiết, đặc biệt là các bề mặt làm việc có thể hỏng, mòn, vỡ và không thể hoạt động ở chế độ bình thường. Trong nhiều trường hợp, giải pháp hàn phục hồi sửa chữa là phương án tối ưu về kinh tế thay vì phải thay thế thiết bị mới.
Trên thị trường có nhiều loại vật liệu hàn đáp ứng được nhu cầu hàn đắp phục hồi bề mặt hoặc sửa chữa các lỗi nứt vỡ của chi tiết làm việc. Que hàn với các thành phần hợp kim tạo độ cứng cao, chịu mài mòn, chịu va đập, chịu nhiệt độ cao,v.v... được sử dụng phổ biến. Trong nhiều trường hợp, dây hàn lõi thuốc cho mục đích hàn đắp bề mặt cứng cũng được ứng dụng với chất lượng, hiệu suất đạt được cao hơn so với que hàn. Tại Việt nam, một số thương hiệu que hàn đắp cứng bề mặt được tin dùng và phổ biến là: CIGWELD, ESAB, KOBE, NIKKO, SAF, OERLIKON,...Trong số đó, phổ biến nhất là que hàn của hãng Nikko
Sau đây là một số ứng dụng tiêu biểu với que hàn của Nikko :
Với các thiết bị khai thác mỏ, giải pháp sử dụng que hàn của Nikko (cũng có thể dùng tấm chịu mòn hai thành phần của hãng CeraMetal) là hợp lý về cả độ bền sử dụng và giá thành:
HÀN SỬA CHỮA CHO CÁC CHI TIẾT CHỊU MÒN CỦA MÁY XÚC, MÁY ỦI ĐẤT
Các chi tiết chịu mài mòn: thành gầu xúc và răng gầu
Hiện tượng: Mòn trên bề mặt lòng gầu xúc và răng gầu do ma sát và va đập với than, cát, đất đá,...
Giải pháp: Bảo vệ lợi gầu, các cạnh và các vị trí chịu mòn cảu gầu xúc bằng các loại vật liệu hợp kim Carbit Crom chịu mài mòn cao
- Dùng que hàn chịu mài mòn của Nikko: NS SUGAR/HV-950/HR-6600
- Dùng dây hàn lõi thuốc hợp kim FC63
Đặc biệt, với răng gầu làm việc với đá, cát hay đất sét chịu mài mòn mãnh liệt
Vật liệu nền của răng gầu:thép Austenit Mangan/ thép đúc
- Sử dụng que hàn HMN để đắp bù các phần mòn quá nhiều
- Hàn que HMN cho cạnh và phần mũi của răng gầu nếu làm việc ở chế độ va đập cao với vật liệu đá
- Hàn que hàn HV-950 với răng gầu nếu làm việc với môi trường vật liệu là cát, đất sét
- Có thể dùng dây lõi thuốc FC-63 của Nikko
HÀN ĐẮP CỨNG CON LĂN MÁY NGHIỀN TRONG NHÀ MÁY XI MĂNG
Vật liệu nền
Thép đúc hợp kim thấp/ Thép Mangan/ Thép Ni Hard
Vấn đề cần giả quyết
- Hàn đắp cứng con lăn mới chế tạo
- Con lăn đã sử dụng bị mòn nhiều do mài mòn và lực nén bề mặt cao
Giải pháp
- Với con lăn mới chế tạo: sử dụng dây hàn lõi thuốc của que hàn Nikko. Dùng dây hàn lõi hợp kim FC-63 để hàn đắp cứng. Tùy theo kim loại vật liệu nền của con lăn, có thể dùng dây hàn FC-307 để hàn lớp lót trước khi sử dụng dây đắp cứng FC-63
- Với con lăn cũ cần phục hồi: Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
Ghi chú: Một số con lăn được chế tạo bằng vật liệu Ni-Hard được coi là không có tính hàn. Do đó phải kiểm tra tính hàn trước khi thực hiện sửa chữa
CON LĂN NGHIỀN CLANH-KE (CLINKER)
Vật liệu nền
Thép đúc hợp kim thấp
Vấn đề cần giả quyết
- Hàn đắp cứng con lăn mới chế tạo
- Con lăn đã sử dụng bị mòn nhiều do mài mòn và lực nén bề mặt cao
Giải pháp
- Với con lăn mới chế tạo: sử dụng dây hàn lõi thuốc của Nikko. Dùng dây hàn lõi hợp kim FC-63 đường kính 2.8mm để hàn đắp cứng. Tùy theo kim loại vật liệu nền của con lăn, có thể dùng dây hàn FC-307, D.2.8mm để hàn lớp lót trước khi sử dụng dây đắp cứng FC-63. Hàn đắp dạng lưới bằng dây hàn FC-63 D.2.8mm
- Với con lăn cũ cần phục hồi: Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
CON LĂN NGHIỀN THAN
Vấn đề cần giả quyết
Con lăn đã sử dụng bị nứt, tróc do mài mòn và lực nén bề mặt cao
Giải pháp
- Loại bỏ phần kim loại ở vùng bị mòn, tróc bằng que NSG; sau đó mài lại bề mặt
- Sử dụng que hàn Nikko NSB-307 để hàn đắp những vùng bị mòn nhiều, sau đó hàn lớp chịu mòn bằng que hàn HV900/HR6600
- Với rô to nghiền, đắp bù các vùng bị mòn bằng que hàn NSB-307, sau đó hàn đắp lên 2 lớp bề mặt bằng que hàn HV900/HR6600
SỬA CHỮA VÀ TẠO LỚP HỢP KIM CỨNG CHỐNG MÒN CHO CÁNH QUẠT CÔNG NGHIỆP
Chi tiết: Cánh quạt công nghiệp, cánh quạt trong nhà máy xi măng, nhà máy thép
Kim loại nền: Thép kết cấu, thép cacbon thường
Hiện tượng: cánh quạt bị mòn nhiều do bị mài mòn bởi các phần tử dạng hạt (bột xi măng, bột than,...) làm giảm đáng kể hiệu suất của quạt
Giải pháp: Hàn sửa chữa
Đắp bù các phần bị mòn bằng hợp kim cacbit crom chịu mài mòn.
Bằng các loại phương pháp và vật liệu sau:
1). Hàn đắp bằng các loại que hàn Nikko : NS SUGAR/HV-950/HR-6600
2). Hàn bằng dây hàn lõi thuốc FC-63 của hãng Nikko
3). Sử dụng tấm chịu mòn có thành phần hợp kim cabit crom CeraMetal
Tổng hợp từ website www.ararat.vn
Last edited by a moderator: