Dao Truốt(dung sai phần định hướng trước và phần định hướng sau)
- Thread starter Tom3x
- Ngày mở chủ đề

Đúng như Dieutn nói, nếu biết tác dụng của hai phần này bạn sẽ hiểu được tại sao lại phải chọn như vậy. Thực ra có thể chọn khác đi, quan trọng là khe hở giữa 2 phần này với chi tiết trước và sau gia công.
Định hướng trước ngoài nhiệm vụ dẫn hướng và đảm bảo độ đồng tâm giữa chi tiết gia công và dao còn có tác dụng là sửa đúng lại biên dạng lỗ làm cho lượng dư đồng đều, do đó, bảo vệ cho răng cắt thô đầu tiên không bị quá tải.
Định hướng sau: bảo vệ cho răng sửa đúng cuối cùng và tránh cho bề mặt chi tiết không bị cào xước. Nhưng đây là nói về dao chuốt lỗ trụ và then hoa, còn dao chuốt rãnh then thì lại không cần phần này. Để hiểu rõ hơn, bạn tìm hiểu thêm về định vị và kẹp chặt chi tiết khi chuốt.
Định hướng trước ngoài nhiệm vụ dẫn hướng và đảm bảo độ đồng tâm giữa chi tiết gia công và dao còn có tác dụng là sửa đúng lại biên dạng lỗ làm cho lượng dư đồng đều, do đó, bảo vệ cho răng cắt thô đầu tiên không bị quá tải.
Định hướng sau: bảo vệ cho răng sửa đúng cuối cùng và tránh cho bề mặt chi tiết không bị cào xước. Nhưng đây là nói về dao chuốt lỗ trụ và then hoa, còn dao chuốt rãnh then thì lại không cần phần này. Để hiểu rõ hơn, bạn tìm hiểu thêm về định vị và kẹp chặt chi tiết khi chuốt.
Tác dụng của phần định hướng trước thứ nhất là xác định cho chi tiết gia công và dao có 1 vi trí tương đối chính xác trước khi gia công thứ hai là nó có tác dụng dẫn hướng cho các răng cắt thô đầu tiên tham gia cắt phần định hướng trước không thể có vai trò tham gia cắt như bạn ở trên nói.
Tác dụng của phần định hướng sau có tác dụng dẫn hướng cho các răng cắt tinh và răng sửa đúng cuối cùng tham gia cắt và nó không cào xước lên bề mặt đã gia công , phần định hướng sau quyết định nhiều đến chất lượng sản phẩm nên nó yêu cầu chính xác hơn .
Thêm môt ý nữa là phần định hướng trước ,định hướng sau nó có liên quan tới định vị trong quá trình gia công ,khi chuốt ta chỉ cần định vị thêm 1 bâc tự do mặt đầu bằng cách sử dụng khớp cầu nếu nhiều hơn sẽ gây ra hiện tượng siêu định vị , em cần nghiên cứu về vấn đề này và cũng có thể có trong câu hỏi đồ án
Chắc đến đây em đã biết vai trò của định hướng trước và định hướng sau của dao chuốt rồi chứ ,em cần phải trang bị thêm về kién thức dung sai , lắp ghép ,nhám bề mặt ... làm đồ án dao rất cần những thứ này.
THE END
Tác dụng của phần định hướng sau có tác dụng dẫn hướng cho các răng cắt tinh và răng sửa đúng cuối cùng tham gia cắt và nó không cào xước lên bề mặt đã gia công , phần định hướng sau quyết định nhiều đến chất lượng sản phẩm nên nó yêu cầu chính xác hơn .
Thêm môt ý nữa là phần định hướng trước ,định hướng sau nó có liên quan tới định vị trong quá trình gia công ,khi chuốt ta chỉ cần định vị thêm 1 bâc tự do mặt đầu bằng cách sử dụng khớp cầu nếu nhiều hơn sẽ gây ra hiện tượng siêu định vị , em cần nghiên cứu về vấn đề này và cũng có thể có trong câu hỏi đồ án
Chắc đến đây em đã biết vai trò của định hướng trước và định hướng sau của dao chuốt rồi chứ ,em cần phải trang bị thêm về kién thức dung sai , lắp ghép ,nhám bề mặt ... làm đồ án dao rất cần những thứ này.
THE END
Author
Thực sự để làm được Đồ án Dụng cụ cắt thì không khó nhưng mà để hiểu hết được nó thì quả thật là rất khó. Hôm nay em lại có 1 số vấn đề muốn được tham khảo ý kiến của các Bác là:
- Tại sao góc trước của dao tiện định hình được chọn phụ thuộc vào cơ tính của vật liệu gia công còn góc sau lại phụ thuộc vào loại dao?
- Rõ ràng khi góc sau càng lớn thì ma sát giữa bề mặt đă gia công và mặt sau sẽ giảm dẫn đến giảm lực cắt vật mà dao truốt lại có giá trị góc sau rất nhỏ (1 - 3độ ) Vậy là sao thưa các Bác.
- Tại sao góc trước của dao tiện định hình được chọn phụ thuộc vào cơ tính của vật liệu gia công còn góc sau lại phụ thuộc vào loại dao?
- Rõ ràng khi góc sau càng lớn thì ma sát giữa bề mặt đă gia công và mặt sau sẽ giảm dẫn đến giảm lực cắt vật mà dao truốt lại có giá trị góc sau rất nhỏ (1 - 3độ ) Vậy là sao thưa các Bác.
phần định hướng trước không thể có vai trò tham gia cắt như bạn ở trên nói.
phần định hướng sau quyết định nhiều đến chất lượng sản phẩm nên nó yêu cầu chính xác hơn .
THE END
phần định hướng sau quyết định nhiều đến chất lượng sản phẩm nên nó yêu cầu chính xác hơn .
THE END
Nhân tiện cũng xin thỉnh giáo bạn luôn: Phần định hướng sau quyết định nhiều đến chất lượng sản phẩm như thế nào và sao lại yêu cầu chính xác hơn?
M
@matt: Trong một số tài liệu viết cách đây đã lâu (VD: Nguyên lý cắt KL - Nguyễn Duy, Trần Sỹ Túy, Trịnh Văn Tự; ...) thì từ "Truốt" được sử dụng. Nhưng trong một số tài liệu khác thì dùng từ "Chuốt". Mình đã kiểm tra trong một số từ điển tiếng VIệt thì không thấy có từ dao "Truốt" mà chỉ có "dao chuốt". Thế nên, mình vẫn sử dụng từ "CHuốt".
@bác letiendung: Theo tớ thì lỗ trước khi chuốt có độ chính xác về kích thước và hình dáng không cao (ví dụ lỗ bị ôvan). Nếu vậy, lượng dư trên răng cắt thô đầu tiên sẽ không đều, rất dễ xảy ra hiện tượng quá tải làm gẫy răng cắt thô đầu tiên. Do đó, phần định hướng trước sẽ có tác dụng sửa đúng lại biên dạng lỗ bằng biến dạng dẻo (gần như là ép cho lỗ tròn đều - hic, khó diễn đạt thật), từ đó làm cho lượng dư đồng đều hơn. Khi phần định hướng trước đi qua, một phần vật liệu gia công (chỗ bị biến dạng dẻo) sẽ đàn hồi ngược trở lại, khi đó, răng cắt thô đầu tiên (với lượng nâng bằng 0) sẽ cắt đi lớp vật liệu này. Từ đó, đảm bảo lượng dư của các răng cắt tiếp theo đồng đều, ko bị quá tải. Vì lỗ ban đầu có độ chính xác không cao nên kích thước của phần định hướng trước cũng ko cần cao (thấp hơn phần định hướng sau).
Còn phần định hướng sau chỉ có tác dụng bảo vệ cho răng sửa đúng cuối cùng và bề mặt chi tiết gia công ko bị cào xước. Chi tiết khi chuốt được định vị bằng phần định hướng trước, sau và bản thân các răng trong quá trình cắt (chứ không chỉ bằng phần định hướng trước và sau; khi cắt thì các răng cắt sẽ định vị cho chi tiết). Lực kẹp chặt chính là lực cắt. Khi răng sửa đúng cuối cùng sắp ra khỏi chi tiết thì lực kẹp chặt giảm tới không, do trọng lực nên chi tiết sẽ bị nghiêng (rơi), khi răng sửa đúng cuối cùng chưa ra khỏi chi tiết, nếu chi tiết bị nghiêng sẽ làm cho bề mặt gia công bị cào xước và có thể làm gãy răng dao. Ngoài tác dụng đó, phần định hướng sau ko có tác dụng quyết định đến chất lượng sản phẩm.
Vì lỗ sau chuốt đạt độ chính xác kích thước và hình dáng hình học cao nên phần định hướng sau cũng cần chế tạo với cấp chính xác cao.
Đối với các dao chuốt lỗ, dao chuốt lỗ then hoa thì cần có phần định hướng sau. Nhưng đối với các dao chuốt ngoài, hoặc dao chuốt rãnh then thì không cần phần này vì đã được định vị và kẹp chặt bằng đồ gá riêng.
@bác letiendung: Theo tớ thì lỗ trước khi chuốt có độ chính xác về kích thước và hình dáng không cao (ví dụ lỗ bị ôvan). Nếu vậy, lượng dư trên răng cắt thô đầu tiên sẽ không đều, rất dễ xảy ra hiện tượng quá tải làm gẫy răng cắt thô đầu tiên. Do đó, phần định hướng trước sẽ có tác dụng sửa đúng lại biên dạng lỗ bằng biến dạng dẻo (gần như là ép cho lỗ tròn đều - hic, khó diễn đạt thật), từ đó làm cho lượng dư đồng đều hơn. Khi phần định hướng trước đi qua, một phần vật liệu gia công (chỗ bị biến dạng dẻo) sẽ đàn hồi ngược trở lại, khi đó, răng cắt thô đầu tiên (với lượng nâng bằng 0) sẽ cắt đi lớp vật liệu này. Từ đó, đảm bảo lượng dư của các răng cắt tiếp theo đồng đều, ko bị quá tải. Vì lỗ ban đầu có độ chính xác không cao nên kích thước của phần định hướng trước cũng ko cần cao (thấp hơn phần định hướng sau).
Còn phần định hướng sau chỉ có tác dụng bảo vệ cho răng sửa đúng cuối cùng và bề mặt chi tiết gia công ko bị cào xước. Chi tiết khi chuốt được định vị bằng phần định hướng trước, sau và bản thân các răng trong quá trình cắt (chứ không chỉ bằng phần định hướng trước và sau; khi cắt thì các răng cắt sẽ định vị cho chi tiết). Lực kẹp chặt chính là lực cắt. Khi răng sửa đúng cuối cùng sắp ra khỏi chi tiết thì lực kẹp chặt giảm tới không, do trọng lực nên chi tiết sẽ bị nghiêng (rơi), khi răng sửa đúng cuối cùng chưa ra khỏi chi tiết, nếu chi tiết bị nghiêng sẽ làm cho bề mặt gia công bị cào xước và có thể làm gãy răng dao. Ngoài tác dụng đó, phần định hướng sau ko có tác dụng quyết định đến chất lượng sản phẩm.
Vì lỗ sau chuốt đạt độ chính xác kích thước và hình dáng hình học cao nên phần định hướng sau cũng cần chế tạo với cấp chính xác cao.
Đối với các dao chuốt lỗ, dao chuốt lỗ then hoa thì cần có phần định hướng sau. Nhưng đối với các dao chuốt ngoài, hoặc dao chuốt rãnh then thì không cần phần này vì đã được định vị và kẹp chặt bằng đồ gá riêng.
"Theo tớ thì lỗ trước khi chuốt có độ chính xác về kích thước và hình dáng không cao (ví dụ lỗ bị ôvan). Nếu vậy, lượng dư trên răng cắt thô đầu tiên sẽ không đều, rất dễ xảy ra hiện tượng quá tải làm gẫy răng cắt thô đầu tiên. Do đó, phần định hướng trước sẽ có tác dụng sửa đúng lại biên dạng lỗ bằng biến dạng dẻo (gần như là ép cho lỗ tròn đều - hic, khó diễn đạt thật), từ đó làm cho lượng dư đồng đều hơn. Khi phần định hướng trước đi qua, một phần vật liệu gia công (chỗ bị biến dạng dẻo) sẽ đàn hồi ngược trở lại, khi đó, răng cắt thô đầu tiên (với lượng nâng bằng 0) sẽ cắt đi lớp vật liệu này. Từ đó, đảm bảo lượng dư của các răng cắt tiếp theo đồng đều, ko bị quá tải."
Chí tưởng tượng của cậu quả là phong phú thật ,chắc hẳn cậu rất giỏi về gia công không phoi .Thực ra không như cậu nghĩ đâu ,phần định hướng trước không có chức năng như vậy ngoài chức năng mình nói ra ở topic trên . phần sai số sẽ do răng cắt thô dầu tiên có lượng nâng bằng 0 khắc phục và đó cũng là nguyên nhân tại sao răng cắt thô đầu tiên lại có Sz=0 .
Dùng từ dao chuốt hoặc dao truốt đều được và người ta cũng hiểu hai từ này là 1, đấy là theo quan điểm của các thầy lão luyện về dao cắt.
Chí tưởng tượng của cậu quả là phong phú thật ,chắc hẳn cậu rất giỏi về gia công không phoi .Thực ra không như cậu nghĩ đâu ,phần định hướng trước không có chức năng như vậy ngoài chức năng mình nói ra ở topic trên . phần sai số sẽ do răng cắt thô dầu tiên có lượng nâng bằng 0 khắc phục và đó cũng là nguyên nhân tại sao răng cắt thô đầu tiên lại có Sz=0 .
Dùng từ dao chuốt hoặc dao truốt đều được và người ta cũng hiểu hai từ này là 1, đấy là theo quan điểm của các thầy lão luyện về dao cắt.
cảm ơn bác letiendung đã quá khen, thực ra em cũng chẳng phải giỏi giang gì, dân mới tập tọe vào nghề mà, bác khen vậy làm em khó nghĩ quá. Em cũng cứ tưởng tượng rồi suy luận rồi cũng mạnh dạn post lên để anh em trao đổi thôi mà.
Em đang làm đồ án, lỗ trước khi gia công của em có kích thước fi30+_0,15. Theo ý bác thì bác sẽ thiết kế đường kính của phần định hướng trước và răng cắt thô đầu tiên như thế nào ạ? Mong bác giúp đỡ.
Theo quan điểm của em, cái gì đã có chuẩn, đã có luật thì ta nên tuân theo. Đối với ngôn ngữ, nói về chuẩn thì thật khó, nhất là tiếng Việt - vốn đã phong phú lại ngày càng phong phú. Bản thân em thì cứ lấy Từ điển tiếng Việt để làm chuẩn.
Từ TRuốt em không thấy trong từ điển, vậy mà ta vẫn cứ dùng? Thế hệ đàn em hỏi, ta lại bảo vẫn dùng được vì theo quan điểm của các bậc lão làng, dùng thế là đúng? Em không đồng ý như vậy (mặc dù nói cả hai từ thì ta vẫn hiểu là một).
Đúng là càng ngày vốn tiếng Việt càng phong phú, càng đồ sộ, và càng dễ sử dụng. Người ta ít phải suy nghĩ hơn khi dùng kĨ sư hay kỸ sư, lÍ luận hay lÝ luận, ... Thực ra thì thế cũng hay, nhưng liệu như thế nó có trở nên lộn xộn không? Tất nhiên, điều đó tùy thuộc quan điểm của từng người, em cũng chỉ đặt câu hỏi và suy nghĩ vậy thôi...
Em có cái tính xấu là hơi bảo thủ và cầu toàn nên cũg phải sắm quyển từ điển tiếng Việt về làm cẩm nang.
Mong các bác chỉ giáo.
Em đang làm đồ án, lỗ trước khi gia công của em có kích thước fi30+_0,15. Theo ý bác thì bác sẽ thiết kế đường kính của phần định hướng trước và răng cắt thô đầu tiên như thế nào ạ? Mong bác giúp đỡ.
Theo quan điểm của em, cái gì đã có chuẩn, đã có luật thì ta nên tuân theo. Đối với ngôn ngữ, nói về chuẩn thì thật khó, nhất là tiếng Việt - vốn đã phong phú lại ngày càng phong phú. Bản thân em thì cứ lấy Từ điển tiếng Việt để làm chuẩn.
Từ TRuốt em không thấy trong từ điển, vậy mà ta vẫn cứ dùng? Thế hệ đàn em hỏi, ta lại bảo vẫn dùng được vì theo quan điểm của các bậc lão làng, dùng thế là đúng? Em không đồng ý như vậy (mặc dù nói cả hai từ thì ta vẫn hiểu là một).
Đúng là càng ngày vốn tiếng Việt càng phong phú, càng đồ sộ, và càng dễ sử dụng. Người ta ít phải suy nghĩ hơn khi dùng kĨ sư hay kỸ sư, lÍ luận hay lÝ luận, ... Thực ra thì thế cũng hay, nhưng liệu như thế nó có trở nên lộn xộn không? Tất nhiên, điều đó tùy thuộc quan điểm của từng người, em cũng chỉ đặt câu hỏi và suy nghĩ vậy thôi...
Em có cái tính xấu là hơi bảo thủ và cầu toàn nên cũg phải sắm quyển từ điển tiếng Việt về làm cẩm nang.
Mong các bác chỉ giáo.
@buihuyen85 răng cắt thô đầu tiên có lượng nâng Sz =0 có nhiệm vụ làm gì ? đấy chính là nhiệm vụ phân bố đều lượng dư cho chi tiết gia công .Nếu như bạn nói thế bạn lấy phần côn chuyển tiếp để định vị 4 bậc tự do à ? hỏng bét rồi .Kiểu lắp ghép giữa chi tiết gia công và phần định hướng trước đã đủ cho phần định hướng trước vượt qua vì chuốt không sửa được sai số vị trí tương quan nên trước nó lỗ phải được khoan sau đó khoét mà khoét đạt độ bong và độ chính xác bao nhiêu nhỉ? phần định hướng trước có độ nhám Ra 0,65 cũng phải mài với đạt được đấy ,liệu chút được mấy chi tiết thì nó sẽ bị cào xước hết bề mặt mặc dù là nó đã nhiệt luyện rồi? Nếu các bạn chỉ ra được cuốn sách nào có đề cập tới vấn đề này mình sẽ cám ơn các bạn lắm vì từ trước tới giờ mình chỉ biết vậy và được học như vậy thôi.
Thực ra, em cũng chỉ thấy sách nói là phần định hướng trước có tác dụng bảo vệ răng cắt thô đầu tiên, chứ cũng chưa thấy nói rõ là bảo vệ như thế nào. Từ đó em suy luận là nó có hai tác dụng (định hướng và sửa đúng). Trong một số quy trình công nghệ em thấy trước khi chuốt, lỗ được khoan không khoét. Một số quy trình khác thì thấy thêm cả khoét. Nhưng em tham khảo tại hai nhà máy có máy chuốt thì thấy người ta đều khoan xong rồi chuốt chứ không qua khoét. Không biết quy trình công nghệ của họ có chuẩn không? :13:
Còn phần côn chuyển tiếp không tham gia định vị, nó chỉ giúp phần định hướng trước đi vào chi tiết được dễ dàng hơn (trong trường hợp có sai lệch). Nếu không có tác dụng như thế thì hoặc là không cần làm phần côn chuyển tiếp (làm bậc luôn giữa hai phần); hoặc là phần côn chuyển tiếp không cần làm dài đến thế (có quy định hẳn hoi), vát cạnh 2 hoặc 3 hoặc 4 mm... x45 hoặc 30 độ là được.
Kiến thức chúng em vẫn còn non, em suy luận như vậy, nhưng vẫn mạnh dạn nêu ra để các bác góp ý. Nếu sai, chúng em cũng sẽ học được một cái mới.
@Tom3x: tớ nói là phần định hướng trước có tác dụng sửa đúng lại biên dạng lỗ, ví dụ như khi lỗ trước khi chuốt có sai số về hình dáng, ... Ở đây không phải là các nhấp nhô bề mặt (bạn nói vậy người đọc sẽ nghĩ là nhám bề mặt mất :3") .
.
Còn phần côn chuyển tiếp không tham gia định vị, nó chỉ giúp phần định hướng trước đi vào chi tiết được dễ dàng hơn (trong trường hợp có sai lệch). Nếu không có tác dụng như thế thì hoặc là không cần làm phần côn chuyển tiếp (làm bậc luôn giữa hai phần); hoặc là phần côn chuyển tiếp không cần làm dài đến thế (có quy định hẳn hoi), vát cạnh 2 hoặc 3 hoặc 4 mm... x45 hoặc 30 độ là được.
Kiến thức chúng em vẫn còn non, em suy luận như vậy, nhưng vẫn mạnh dạn nêu ra để các bác góp ý. Nếu sai, chúng em cũng sẽ học được một cái mới.
@Tom3x: tớ nói là phần định hướng trước có tác dụng sửa đúng lại biên dạng lỗ, ví dụ như khi lỗ trước khi chuốt có sai số về hình dáng, ... Ở đây không phải là các nhấp nhô bề mặt (bạn nói vậy người đọc sẽ nghĩ là nhám bề mặt mất :3
.
Last edited:
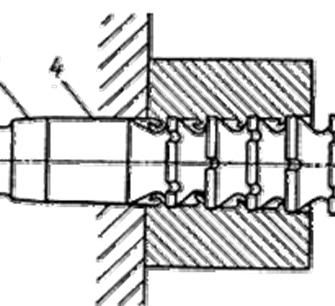
Hay quá hihi có khi tui phải xin lam mod của topic này thui, copy nguyên từ sách vào đây nhé:
1.Phần 4 : phần định hướng trước, có tác dụng để định tâm chi tiết trước khi cắt.
2.Phần 6 : phần sửa đúng, để sửa đúng kích thước lỗ và tăng độ bóng.
3.Phần 7 : phần định hướng sau, để định hướng chi tiết khi răng cuối cùng của dao chưa ra khỏi mặt lỗ gia công (nhằm bảo vệ bề mặt lỗ đã gia công và tránh gãy răng dao do chi tiết bị lệch<--đây là lý do tui bảo nó ảnh hưởng đến độ chính xác của chi tiết gia công)
@Grin thân yêu: Đường kính phần định hướng trước d4 lấy sao cho phần này có thể chui qua lỗ trước khi gia công (Do) một cách dễ dàng. Có thể lấy d4 = Do – 0,08 mm.
@Tom3x: câu trả lời có ngay trong câu hỏi của em.
1.Phần 4 : phần định hướng trước, có tác dụng để định tâm chi tiết trước khi cắt.
2.Phần 6 : phần sửa đúng, để sửa đúng kích thước lỗ và tăng độ bóng.
3.Phần 7 : phần định hướng sau, để định hướng chi tiết khi răng cuối cùng của dao chưa ra khỏi mặt lỗ gia công (nhằm bảo vệ bề mặt lỗ đã gia công và tránh gãy răng dao do chi tiết bị lệch<--đây là lý do tui bảo nó ảnh hưởng đến độ chính xác của chi tiết gia công)
@Grin thân yêu: Đường kính phần định hướng trước d4 lấy sao cho phần này có thể chui qua lỗ trước khi gia công (Do) một cách dễ dàng. Có thể lấy d4 = Do – 0,08 mm.
@Tom3x: câu trả lời có ngay trong câu hỏi của em.