
Author
Xin chào mọi người! E đang là sinh viên năm thứ 4 của 1 trường về kỹ thuật. E vừa hoàn thành 1 bài tập lớn với đề tài "Tìm hiểu về phương pháp gia công tia lửa điện -EDM". Sau khi hoàn thành đề tài, e thấy đây là 1 phương pháp rất thú vị và đáng để tìm hiểu nên muốn chia sẻ một chút những gì e đã học được về phương pháp này cho mọi người.
1. Khái niệm và khả năng công nghệ
Gia công tia lửa điện là phương pháp gia công chủ yếu được sử dụng cho các kim loại cứng hoặc những loại sẽ rất khó gia công bằng các kỹ thuật truyền thống. EDM thường hoạt động với các vật liệu dẫn điện, mặc dù các phương pháp cũng đã được đề xuất sử dụng EDM cho gốm cách điện bằng máy . EDM có thể cắt các đường viền hoặc lỗ sâu trong thép đã được làm cứng trước mà không cần xử lý nhiệt để làm mềm và làm cứng lại chúng. Phương pháp này có thể được sử dụng với bất kỳ hợp kim hoặc kim loại khác như titan , Hastelloy , Kovar , và inconel . Ngoài ra, các ứng dụng của quá trình này để định hình kim cương đa tinh thể.
2. Định nghĩa các thông số công nghệ
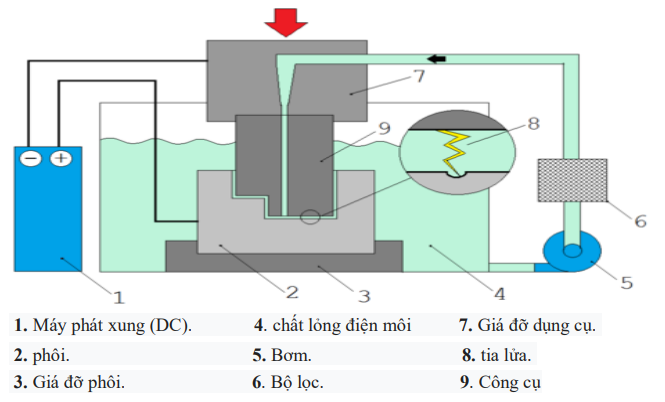
Hệ thống gia công EDM bao gồm 2 bộ phận chủ yếu: Kết cấu máy và Hệ thống phóng điện. Điện cực định hình (Đóng vai trò là dao) tiến tới bề mặt chi tiết gia công sinh ra một vùng ăn mòn sao chép hình dạng của dao. Năng lượng sản sinh bởi các xung điện có tần số cao tạo ra một loạt tia lửa giữa điện cực và bề mặt chi tiết. Từ đó bóc tách được 1 lượng kim loại nhờ sự nóng chảy và hóa hơi vật liệu.
Nguồn cung cấp điện là nguồn năng lượng cung cấp sản sinh ra một tần số cao, tạo ra một loạt tia lửa điện giữa điện cực và bề mặt chi tiết và bóc đi một lớp kim loại bởi sự ăn mòn của nhiệt độ và sự hóa hơi. Trên hình trên, chi tiết gia công lắp trên bàn máy công cụ, còn điện cực thì gắn với đầu máy. Một động cơ servo DC hoặc xylanh thủy lực để điều khiển điện cực theo phương thẳng đứng và duy trì một vị trí thích hợp của điện cực so với chi tiết gia công. Vị trí này được điều chỉnh một cách tự động với sự chính xác cực kỳ nhờ hệ thống servo và nguồn cung cấp. Trong quá trình vận hành máy thông thường điện cực không bao giờ chạm bề mặt chi tiết, giữa chúng có một khe hở phóng điện nhỏ. Trong quá trình vận hành, đầu máy di chuyển điện cực tiến đến bề mặt chi tiết đến khi giữa chúng tạo thành một khoảng cách mà ở đó điện thế có thể làm ion hoá dung dịch điện môi và cho phép một tia lửa điện đi qua từ điện cực đến bề mặt chi tiết gia công. Những tia lửa điện này ở dưới dạng xung, phóng và tắt với tần số cao, và có thể đạt đến 250.000 lần trên một giây. Các tia lửa điện luôn di chuyển trong khe hở phóng điện, từ điện cực đến điểm gần nhất hoặc điểm cao nhất trên chi tiết gia công. Lượng kim loại được lấy đi từ chi tiết ứng với mỗi lần phóng điện luôn cân xứng với năng lượng mà nó chứa đựng. Mỗi lần phóng điện sẽ làm nóng chảy hoặc bốc hơi một vùng nhỏ của bề mặt chi tiết. Kim loại nóng chảy này được làm nguội sau đó dung dịch điện và Cả chi tiết và điện cực đều ngâm chìm trong dung dịch điện môi. Dung dịch này đóng vai trò như chất cách điện để điều khiển sự phóng tia lửa điện
3. Nguyên lý của phương pháp
Nguyên lý gia công tia lửa điện (EDM-Electrical discharge machining) là sự ăn mòn kim loại bằng tia lửa điện. Nguyên tắc của phương pháp này là bắn phá chi tiết để tách vật liệu bằng nguồn năng lượng nhiệt rất lớn được sinh ra khi cho hai điện cực tiến gần nhau. Trong gia công bằng tia lửa điện, dụng cụ và chi tiết là hai điện cực, trong đó dung cụ là Cathod và chi tiết là Anod. Hai điện cực này được đặt trong dung dịch cách điện luôn có các ion di chuyển tự do gọi là chất điện môi. Dưới ảnh hưởng của dòng điện một chiều có tần số trong dải từ 50-500 kHz, điện áp 50-300 V và cường độ dòng điện 0,1-500 A giữa hai điện cực có điện trường. Khi điện áp tăng lên thì từ bề mặt âm có điện tử phóng ra, tiếp tục tăng điện áp thì chất lỏng giữa hai điện cực bị ion hóa làm cho khoảng chất lỏng đó trở nên dẫn điện. Hiện tượng này gọi là hiện tượng đánh thủng điện, vật bị ion hóa gọi là kênh dẫn điện. Dòng điện tiếp tục chạy chừng nào điện áp chưa đạt trị số bằng “trị số tắt”, ở đó quá trình phóng điện không duy trì được nữa.
Thời gian của quá trình phóng tia lửa điện rất ngắn từ 2.10^-4 đến 4.10^-4 giây. Khi có tia lửa điện, nhiệt độ có thể đạt 12.000°C, mật độ trong kênh dẫn điện có thề đạt đến 106 A/cm2. Để có tia lửa điện liên tục thì sau một thời gian ngắn khi dòng điện chạy qua, phải ngưng cung cấp năng lượng. Yêu cầu này được thực hiện nhờ một máy phát xung RC đơn giản. Nguyên lý hoạt đông của nó như sau : Điện áp cung cấp U0 qua điện trờ R nạp cho tụ C. Khi điện áp của tụ tích lên đến Uo bằng điện áp mồi tia lửa thì quá trình phóng điện bắt đầu và duy trì cho đến lúc Uo giảm xuống trị số điện áp tắt. Sau đó tiếp diễn lại quá trình nạp điện cho tụ và lặp lai như trước.
Do thời gian phóng điện ngắn (khoảng 10^-4 đến 10^-8 giây) nên nhiệt truyền tới chi tiết gia công ít và không sâu chủ yếu tập trung trên bề mặt với nhiệt độ rất cao làm cháy và bốc hơi kim loại trong vùng này. Phoi của quá trình gia công là các gọt kim loại bị tách khỏi các điện cực và đông đặc lại thành những hạt nhỏ dạng hình cầu. Khi các hạt bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên và sự phóng điện không còn nữa. Để tiếp tục gia công cần điều chình hai điện cực lại gần nhau và quá trình trên được lặp lại liên tục.
4. Cơ chế loại bỏ vật liệu
Đặt gần nhau hai điện cực trong môi trường cách điện, nối hai điện cực với điện áp một chiều thì giữa chúng có điện trường. Nguyên lý gia công tia lửa điện (EDM) hay ăn mòn điện là sự ăn mòn kim loại bằng tia lửa điện. Trong gia công bằng tia lửa điện, dụng cụ và chi tiết là hai điện cực, trong đó dung cụ là Cathod và chi tiết là Anod. Hai điện cực này được đặt trong dung dịch cách điện luôn có các ion di chuyển tự do. Dưới ảnh hưởng của dòng điện một chiều có tần số 50:500 kHz, điện áp 50 -300 V và cường độ dòng điện 0,15 (A) giữa hai điện cực có điện trường.
Khi điện áp tăng lên thì từ bề mặt âm có điện tử phóng ra, tiếp tục tăng điện áp thì chất lỏng giữa hai điện cực bị ion hóa làm cho khoảng chất lỏng đó trở nên dẫn điện. Hiện tượng này gọi là hiện tượng đánh thủng điện, vật bị ion hóa gọi là kênh dẫn điện. Dòng điện tiếp tục chạy chừng nào điện áp chưa đạt trị số bằng “trị số tắt”, ở đó quá trình phóng điện không duy trì được nữa. Thời gian của quá trình phóng tia lửa điện rất ngắn. Khi có tia lửa điện, nhiệt độ có thể đạt 12.000°c, mật độ trong kênh dẫn điện có thề đạt đến 106 A/cm2. Để có tia lửa điện liên tục thì sau một thời gian ngắn khi dòng điện chạy qua, phải ngưng cung cấp năng lượng. Yêu cầu này được thực hiện nhờ một máy phát xung RC đơn giản.
Trên đây là 1 số kiến thức ít ỏi của e sau khi hoàn thành 1 bài tập lớn. E cũng mong nhận được sự góp ý, xây dựng từ các bậc tiền bối, nhất là các kỹ sư đã đi làm và có nhiều kinh nghiệm trong lĩnh vực gia công ăn mòn tia lửa điện để sau này e có thể mở mang thêm vốn hiểu biết và ứng dụng vào làm đồ án tốt nghiệp Lời cuối e xin cảm ơn mọi người đã bỏ thời gian đọc bài viết của e, chúc mọi người nhiều sức khỏe và thành công ạ!
Lời cuối e xin cảm ơn mọi người đã bỏ thời gian đọc bài viết của e, chúc mọi người nhiều sức khỏe và thành công ạ!
1. Khái niệm và khả năng công nghệ
Gia công tia lửa điện là phương pháp gia công chủ yếu được sử dụng cho các kim loại cứng hoặc những loại sẽ rất khó gia công bằng các kỹ thuật truyền thống. EDM thường hoạt động với các vật liệu dẫn điện, mặc dù các phương pháp cũng đã được đề xuất sử dụng EDM cho gốm cách điện bằng máy . EDM có thể cắt các đường viền hoặc lỗ sâu trong thép đã được làm cứng trước mà không cần xử lý nhiệt để làm mềm và làm cứng lại chúng. Phương pháp này có thể được sử dụng với bất kỳ hợp kim hoặc kim loại khác như titan , Hastelloy , Kovar , và inconel . Ngoài ra, các ứng dụng của quá trình này để định hình kim cương đa tinh thể.
2. Định nghĩa các thông số công nghệ
Hệ thống gia công EDM bao gồm 2 bộ phận chủ yếu: Kết cấu máy và Hệ thống phóng điện. Điện cực định hình (Đóng vai trò là dao) tiến tới bề mặt chi tiết gia công sinh ra một vùng ăn mòn sao chép hình dạng của dao. Năng lượng sản sinh bởi các xung điện có tần số cao tạo ra một loạt tia lửa giữa điện cực và bề mặt chi tiết. Từ đó bóc tách được 1 lượng kim loại nhờ sự nóng chảy và hóa hơi vật liệu.
Nguồn cung cấp điện là nguồn năng lượng cung cấp sản sinh ra một tần số cao, tạo ra một loạt tia lửa điện giữa điện cực và bề mặt chi tiết và bóc đi một lớp kim loại bởi sự ăn mòn của nhiệt độ và sự hóa hơi. Trên hình trên, chi tiết gia công lắp trên bàn máy công cụ, còn điện cực thì gắn với đầu máy. Một động cơ servo DC hoặc xylanh thủy lực để điều khiển điện cực theo phương thẳng đứng và duy trì một vị trí thích hợp của điện cực so với chi tiết gia công. Vị trí này được điều chỉnh một cách tự động với sự chính xác cực kỳ nhờ hệ thống servo và nguồn cung cấp. Trong quá trình vận hành máy thông thường điện cực không bao giờ chạm bề mặt chi tiết, giữa chúng có một khe hở phóng điện nhỏ. Trong quá trình vận hành, đầu máy di chuyển điện cực tiến đến bề mặt chi tiết đến khi giữa chúng tạo thành một khoảng cách mà ở đó điện thế có thể làm ion hoá dung dịch điện môi và cho phép một tia lửa điện đi qua từ điện cực đến bề mặt chi tiết gia công. Những tia lửa điện này ở dưới dạng xung, phóng và tắt với tần số cao, và có thể đạt đến 250.000 lần trên một giây. Các tia lửa điện luôn di chuyển trong khe hở phóng điện, từ điện cực đến điểm gần nhất hoặc điểm cao nhất trên chi tiết gia công. Lượng kim loại được lấy đi từ chi tiết ứng với mỗi lần phóng điện luôn cân xứng với năng lượng mà nó chứa đựng. Mỗi lần phóng điện sẽ làm nóng chảy hoặc bốc hơi một vùng nhỏ của bề mặt chi tiết. Kim loại nóng chảy này được làm nguội sau đó dung dịch điện và Cả chi tiết và điện cực đều ngâm chìm trong dung dịch điện môi. Dung dịch này đóng vai trò như chất cách điện để điều khiển sự phóng tia lửa điện
3. Nguyên lý của phương pháp
Nguyên lý gia công tia lửa điện (EDM-Electrical discharge machining) là sự ăn mòn kim loại bằng tia lửa điện. Nguyên tắc của phương pháp này là bắn phá chi tiết để tách vật liệu bằng nguồn năng lượng nhiệt rất lớn được sinh ra khi cho hai điện cực tiến gần nhau. Trong gia công bằng tia lửa điện, dụng cụ và chi tiết là hai điện cực, trong đó dung cụ là Cathod và chi tiết là Anod. Hai điện cực này được đặt trong dung dịch cách điện luôn có các ion di chuyển tự do gọi là chất điện môi. Dưới ảnh hưởng của dòng điện một chiều có tần số trong dải từ 50-500 kHz, điện áp 50-300 V và cường độ dòng điện 0,1-500 A giữa hai điện cực có điện trường. Khi điện áp tăng lên thì từ bề mặt âm có điện tử phóng ra, tiếp tục tăng điện áp thì chất lỏng giữa hai điện cực bị ion hóa làm cho khoảng chất lỏng đó trở nên dẫn điện. Hiện tượng này gọi là hiện tượng đánh thủng điện, vật bị ion hóa gọi là kênh dẫn điện. Dòng điện tiếp tục chạy chừng nào điện áp chưa đạt trị số bằng “trị số tắt”, ở đó quá trình phóng điện không duy trì được nữa.
Thời gian của quá trình phóng tia lửa điện rất ngắn từ 2.10^-4 đến 4.10^-4 giây. Khi có tia lửa điện, nhiệt độ có thể đạt 12.000°C, mật độ trong kênh dẫn điện có thề đạt đến 106 A/cm2. Để có tia lửa điện liên tục thì sau một thời gian ngắn khi dòng điện chạy qua, phải ngưng cung cấp năng lượng. Yêu cầu này được thực hiện nhờ một máy phát xung RC đơn giản. Nguyên lý hoạt đông của nó như sau : Điện áp cung cấp U0 qua điện trờ R nạp cho tụ C. Khi điện áp của tụ tích lên đến Uo bằng điện áp mồi tia lửa thì quá trình phóng điện bắt đầu và duy trì cho đến lúc Uo giảm xuống trị số điện áp tắt. Sau đó tiếp diễn lại quá trình nạp điện cho tụ và lặp lai như trước.
Do thời gian phóng điện ngắn (khoảng 10^-4 đến 10^-8 giây) nên nhiệt truyền tới chi tiết gia công ít và không sâu chủ yếu tập trung trên bề mặt với nhiệt độ rất cao làm cháy và bốc hơi kim loại trong vùng này. Phoi của quá trình gia công là các gọt kim loại bị tách khỏi các điện cực và đông đặc lại thành những hạt nhỏ dạng hình cầu. Khi các hạt bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên và sự phóng điện không còn nữa. Để tiếp tục gia công cần điều chình hai điện cực lại gần nhau và quá trình trên được lặp lại liên tục.
4. Cơ chế loại bỏ vật liệu
Đặt gần nhau hai điện cực trong môi trường cách điện, nối hai điện cực với điện áp một chiều thì giữa chúng có điện trường. Nguyên lý gia công tia lửa điện (EDM) hay ăn mòn điện là sự ăn mòn kim loại bằng tia lửa điện. Trong gia công bằng tia lửa điện, dụng cụ và chi tiết là hai điện cực, trong đó dung cụ là Cathod và chi tiết là Anod. Hai điện cực này được đặt trong dung dịch cách điện luôn có các ion di chuyển tự do. Dưới ảnh hưởng của dòng điện một chiều có tần số 50:500 kHz, điện áp 50 -300 V và cường độ dòng điện 0,15 (A) giữa hai điện cực có điện trường.
Khi điện áp tăng lên thì từ bề mặt âm có điện tử phóng ra, tiếp tục tăng điện áp thì chất lỏng giữa hai điện cực bị ion hóa làm cho khoảng chất lỏng đó trở nên dẫn điện. Hiện tượng này gọi là hiện tượng đánh thủng điện, vật bị ion hóa gọi là kênh dẫn điện. Dòng điện tiếp tục chạy chừng nào điện áp chưa đạt trị số bằng “trị số tắt”, ở đó quá trình phóng điện không duy trì được nữa. Thời gian của quá trình phóng tia lửa điện rất ngắn. Khi có tia lửa điện, nhiệt độ có thể đạt 12.000°c, mật độ trong kênh dẫn điện có thề đạt đến 106 A/cm2. Để có tia lửa điện liên tục thì sau một thời gian ngắn khi dòng điện chạy qua, phải ngưng cung cấp năng lượng. Yêu cầu này được thực hiện nhờ một máy phát xung RC đơn giản.
Trên đây là 1 số kiến thức ít ỏi của e sau khi hoàn thành 1 bài tập lớn. E cũng mong nhận được sự góp ý, xây dựng từ các bậc tiền bối, nhất là các kỹ sư đã đi làm và có nhiều kinh nghiệm trong lĩnh vực gia công ăn mòn tia lửa điện để sau này e có thể mở mang thêm vốn hiểu biết và ứng dụng vào làm đồ án tốt nghiệp
Lời cuối e xin cảm ơn mọi người đã bỏ thời gian đọc bài viết của e, chúc mọi người nhiều sức khỏe và thành công ạ!