Ðề: Gia công với solid cam
Mình mạn phép viết tiếp phần HSM cho nối tiếp với phần HSS của bạn binhminh_12. Phần này mình viết dựa trên phần Help của SolidCAM và một số kiến thức tìm hiểu được. Thực tế là mình chưa lập trình gia công trên máy CNC bao giờ (vì chưa ra trường

) nên chắc chắn sẽ có nhiều thiếu sót, mong mọi người góp ý.
Lập chu trình phay HSM với SolidCAM
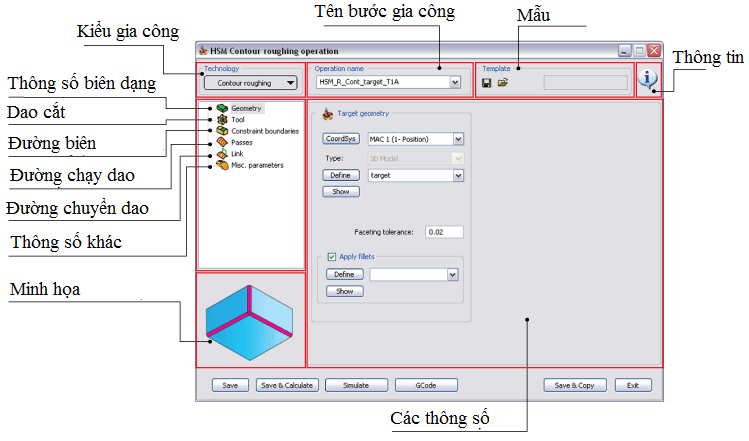
[FONT="]Khởi tạo một bước gia công HSM mới : Nhấn chuột phải vào Operations >> Add Operation >> HSM … Cửa sổ HSM sẽ hiện ra như hình dưới :[/FONT]
[FONT="]
[/FONT]
[FONT="]Nhìn chung, chúng ta thiết kế một nguyên công HSM lần lượt qua các bước sau :[/FONT]
[FONT="]1. [/FONT][FONT="]
Lựa chọn kiểu gia công : Có rất nhiều kiểu gia công được SolidCam đưa ra, thông dụng nhất là 3 dạng :[/FONT]
- - [FONT="]
Contour roughing : Gia công thô với đường chạy dao theo biên dạng. Ở cách gia công này, các đường chạy dao sẽ được tính toán dựa trên biên dạng cần gia công. Hai đường chạy dao liên tiếp sẽ cách nhau một khoảng bằng bước tiến dao theo trục Z.[/FONT]
- [FONT="]Hatch roughing : Gia công thô với đường chạy dao theo kiểu mành thẳng. Đối với các bề mặt phức tạp, cách gia công này sẽ để lại lượng kim loại dư nhiều hơn.[/FONT]
- -[FONT="]
Rest roughing : Gia công phần kim loại mà ở bước gia công trước chưa cắt được ( do bán kính dao lớn, do cách tính toán đường chạy dao …) bằng dao có đường kính nhỏ hơn.[/FONT]
[FONT="]2. [/FONT][FONT="]
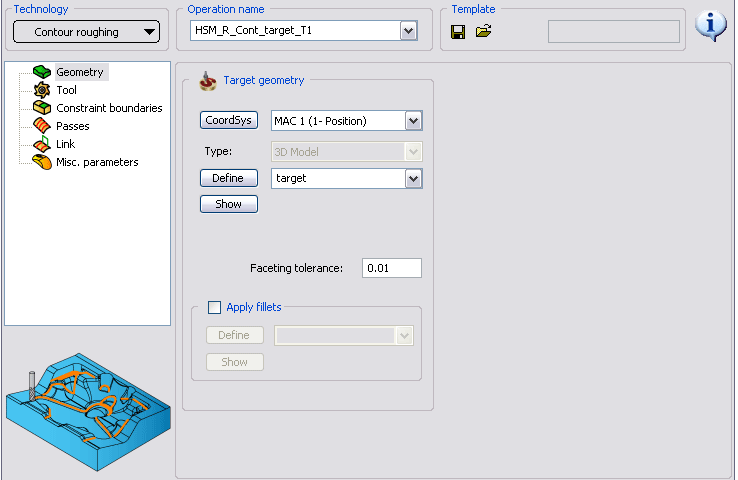
Lựa chọn biên dạng cần gia công : Ở bước này ta cần quan tâm đến một số thông số[/FONT]
[FONT="]
[/FONT]
[FONT="]
[/FONT]
- [FONT="]
Gốc tọa độ (CoorSys): Có thể lựa chọn gốc có sẵn hoặc lựa chọn một gốc mới.[/FONT]
- [FONT="]
Biên dạng cần đạt được (Target) : Có thể dùng biên dạng đã xác định ở bước khởi tạo tác vụ gia công mới hoặc định nghĩa lại.[/FONT]
- [FONT="]
Faceting tolerance : Trước khi gia công, SolidCam sẽ tạo dựng một lưới tam giác cho từng bề mặt liên quan. Vì thế giá trị này chính là độ chính xác giữa lưới tam giác đó và bề mặt thực tế. Giá trị này càng nhỏ thì gia công càng chính xác nhưng bù lại thời gian tính toán sẽ lâu hơn. Ta nên để mặc định giá trị này.[/FONT]
[FONT="]3. [/FONT][FONT="]
Lựa chọn dao cắt và các thông số cắt : bước này tương đối đơn giản và giống với các cách gia công khác[/FONT]
[FONT="]4. [/FONT][FONT="]
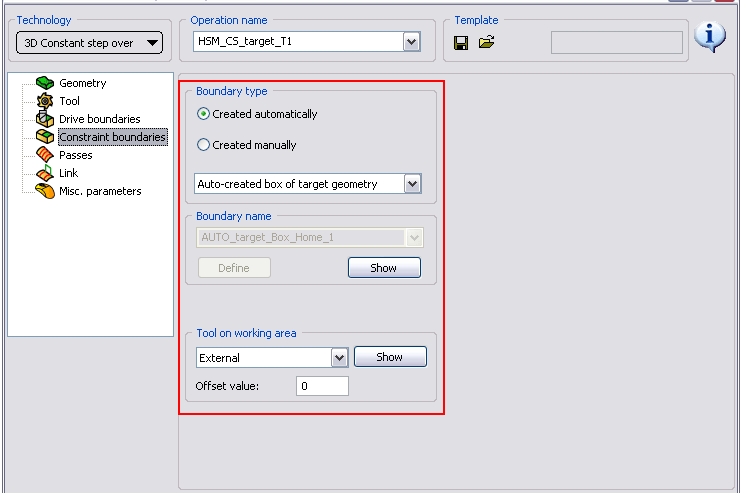
Xác định biên dạng (Constraint Boundaries) :[/FONT]
[FONT="]
[/FONT][FONT="][/FONT]
[FONT="]
Tool on woking area : Vị trí của dụng cụ so với biên dạng.[/FONT]
[FONT="]5.[/FONT]
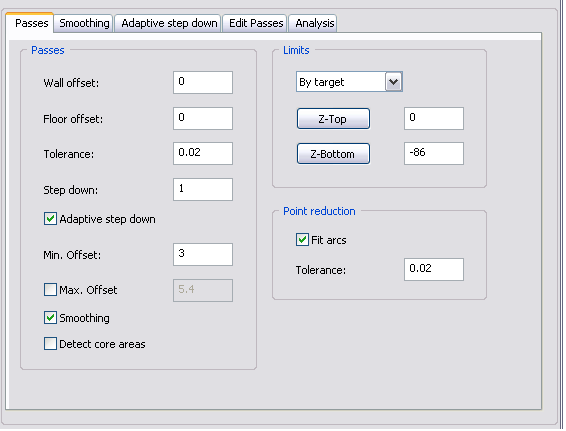
[FONT="]Xác định đường chạy dao :[/FONT]
[FONT="]
[/FONT]
- [FONT="]
Wall-offset : Lượng dư để lại cho bước gia công tinh. Nếu nguyên công đang thực hiện là gia công tinh thì giá trị để là 0. Giá trị này cũng có thể là âm nếu ta muốn dụng cụ tiến sâu vào chi tiết.[/FONT]
- [FONT="]
Floor offset : Giá trị này được tính toán dựa vào ToolThickness. Một cách cụ thể, đây là giá trị lượng dư theo trục của dụng cụ, có tác dụng nhấc dụng cụ lên hay hạ dụng cụ xuống. Do đó giá trị này chỉ ảnh hưởng tới các bề mặt ngang.[/FONT]
- [FONT="]
Tolerance : Độ chính xác gia công = min (0,5; max(0,02;Floor offset/3)[/FONT]
- [FONT="]
Stepdown : khoảng tiến dao theo trục Z[/FONT]
- [FONT="]
Adaptive step down : nếu chọn chê độ này, đường chạy dao sẽ được tự động điều chỉnh phù hợp với các cạnh của bề mặt. Xem thêm ở tab Adaptive step down[/FONT]
- [FONT="]
Min. / Max. Offset : Khoảng cách nhỏ nhất/lớn nhất giữa 2 đường chạy dao. 2 giá trị này thường được tính toán tự động dựa trên các thông số về dao cắt.[/FONT]
- [FONT="]
Smoothing : cho phép bo tròn các góc sắc của đường chạy dao. Giá trị lên quan đến tính năng này được chỉnh sửa bên tab Smoothing.[/FONT]
- [FONT="]
Limits : giới hạn trên và giới hạn dưới theo trục Z của dao. Giá trị này thường được tính toán tự động.[/FONT]
[FONT="]6.[/FONT][FONT="]
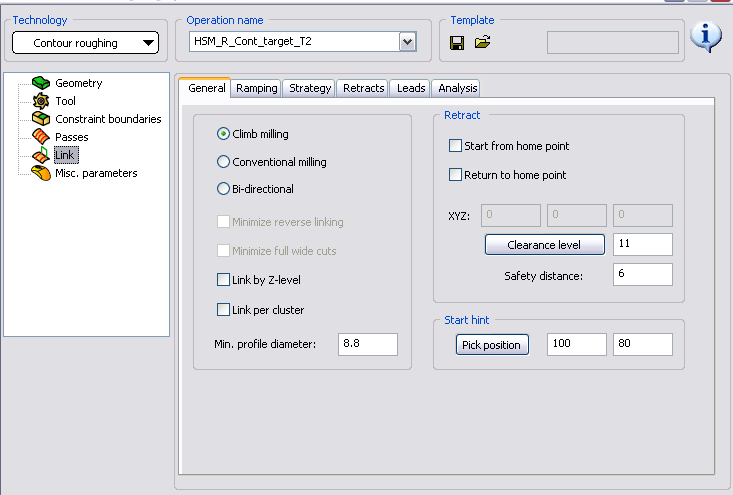
Xác định đường chuyển dao (Links). Ta cần lưu ý đến một số thông số[/FONT]
[FONT="]
[/FONT]
[FONT="]- [/FONT][FONT="]
Climb/Conventional milling : Phay nghịch hay phay thuận[/FONT]
[FONT="]- [/FONT][FONT=&q[MEDIA=youtube]ot]
B-direction[[/MEDIA]/B] : 2 đường chạy dao liên tiếp sẽ ngược chiều nhau[/FONT]
[FONT="]- [/FONT][FONT="]Link by Z-level : Tất cả các đường chạy dao có cùng giá trị Z sẽ được gia công hết, sau đó mới chuyển sang đường chạy dao tiếp.[/FONT]
[FONT="]- [/FONT][FONT="]Link per cluster : Khi đường chạy dao bao gồm nhiều đoạn rời rạc liên kết với nhau bởi các góc thì nếu chức năng này không được chọn, máy sẽ gia công các đoạn rời trước, sau đó mới gia công các góc nối. Việc này sẽ làm tốn thời gian chạy không giữa các góc nối. Ngược lại nếu chức năng này được chọn, các góc nối sẽ được gia công xen kẽ các đoạn rời.[/FONT]
[FONT="]- [/FONT][FONT="]Min. profile diameter : tất cả các biên dạng có đường kính bé hơn giá trị này sẽ không đc gia công để tránh hiện tượng lẹm dao. Giá trị này được tính toán tự động[/FONT]
[FONT="]- [/FONT][FONT="]Safety distance : Khoảng nhấc dao để tiến hành chạy không.[/FONT]
[FONT="]7.[/FONT][FONT="]Lựa chọn các thông số phụ (Misc.Parameters)[/FONT]