Công ty mình chuyên sản xuất các sản phẩm nhựa. Hiện tại một số bộ khuôn (ép phun) bề mặt không còn được tốt. Mình muốn hỏi về những nơi có thể đánh bóng khuôn, địa chỉ của họ.
Tiện thể cho mình hỏi thêm về phương pháp đánh bóng khuôn (đánh bóng gương), dụng cụ để đánh bóng?
Các bác giúp mình nha!
Nguyên tắc chung của việc đánh bóng khuôn rất đơn giản, nhưng ít người biết nên hóa ra nó lại là bí quyết khá ghê gớm.
Với kinh nghiệm, mà ai làm vài lần cũng sẽ có ngay, người đánh bóng sẽ chọn cỡ hạt mài trên dụng cụ (giấy nhám, đá mài...) sao cho thích hợp với bề mặt cần đánh bóng, trên nguyên tắc cùng cỡ. Nếu có thiết bị để đo mức độ nhấp nhô trên bề mặt thì tốt, nhưng tớ đã nêu trên rằng bằng kinh nghiệm với vài lần làm thử, ai cũng dễ dàng nhận thấy bề mặt này cần cỡ hạt nào, bề mặt kia thì ra sao.
Nếu chọn đúng cỡ hạt mài thì sau khi đã đánh bóng lần thứ nhất, cỡ nhấp nhô được san xuống còn 1/2 ban đầu, ta dùng cỡ hạt bằng 1/2 lúc đánh bóng thô để hạ cỡ nhấp nhô xuống còn 1/4 v.v... cho đến khi soi gương.
Nhắc lại bí quyết:
1. Chọn cỡ hạt mài bằng cỡ nhấp nhô.
2. Lần sau chọn cỡ hạt mài bằng 1/2 lần trước.
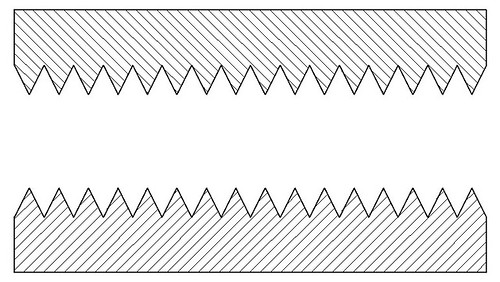
Để làm rõ vấn đề, ta xem minh họa dưới:
[LEFT]Ở minh họa này, phần trên là đá mài có cùng cỡ hạt với nhấp nhô bề mặt của vật cần mài. Khi mài, chúng sẽ tiếp xúc với nhau như hình dưới:
[LEFT]Và kết quả sau đó là độ cao nhấp nhô chỉ còn 1/2:
[/LEFT]
Đương nhiên, ta chỉ đạt được điều này khi tuân thủ 2 nguyên tắc nêu trên. Nhiều người không biết nên dùng sai cỡ hạt mài, họ định "có công mài sắt có ngày nên kim" nhưng chắc có mài hay đánh bóng đến thủng cả vật liệu mà chẳng bao giờ đạt được độ bóng mong muốn!
[/LEFT]