V
Author
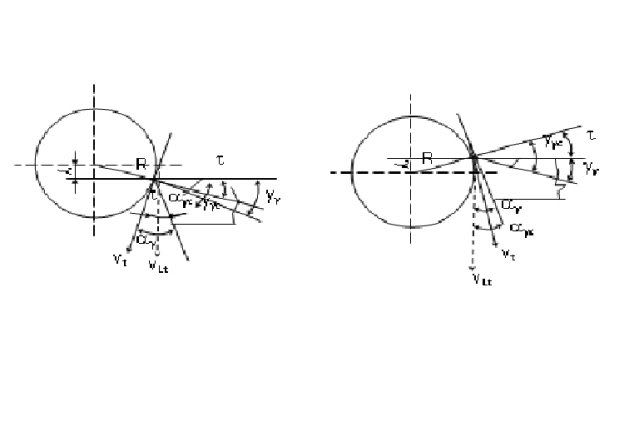
các bác,các chú, các anh chị ơi cho em hỏi chút a. góc mũi dao của dụng cụ cắt trong các trường hợp gá dao cao hơn tâm, thấp hơn tâm, chạy dao dọc va chạy dao ngang có thay đổi không a? mà nếu thay đổi thì trong từng trường hợp nó thay đổi như thé nào ạ
Đặt tiêu đề rõ ràng, post bài đúng mục
Đặt tiêu đề rõ ràng, post bài đúng mục
Last edited by a moderator: