iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
- Thread starter iPumpkin
- Ngày mở chủ đề

Ðề: iPumkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Cảm ơn anh trước về những gì em sắp hóng được. Em chỉ hóng thôi chứ chả có gì để chia sẽ cả, Lúc nào có em cũng sẵn sàng.
Em chỉ hóng thôi chứ chả có gì để chia sẽ cả, Lúc nào có em cũng sẵn sàng.
Em có câu hỏi là: Không biết anh iPumpkin viết tiếng việt bằng vietkey hay unikey và viết bảng mã gì? kiểu viết gì sao bài của anh dấu đặt linh tinh hết cả hơi khó đọc anh ah. Nhưng không phải bài nào cũng thế, có bài thì chữ, dấu rất ngay ngắn nhưng có bài thì...(như bài này chẳng hạn, cứ như con lai của A rập ấy)
) Rất mong anh kiểm tra và sữa giùm, để em cũng như mọi người lỉnh hội các chiêu thức của anh được tốt hơn.
P/S: bài này hơi lạc đề tí anh đọc xong delete giùm em
Cảm ơn anh trước về những gì em sắp hóng được.
Em chỉ hóng thôi chứ chả có gì để chia sẽ cả, Lúc nào có em cũng sẵn sàng.Em có câu hỏi là: Không biết anh iPumpkin viết tiếng việt bằng vietkey hay unikey và viết bảng mã gì? kiểu viết gì sao bài của anh dấu đặt linh tinh hết cả hơi khó đọc anh ah. Nhưng không phải bài nào cũng thế, có bài thì chữ, dấu rất ngay ngắn nhưng có bài thì...(như bài này chẳng hạn, cứ như con lai của A rập ấy)
) Rất mong anh kiểm tra và sữa giùm, để em cũng như mọi người lỉnh hội các chiêu thức của anh được tốt hơn.
P/S: bài này hơi lạc đề tí anh đọc xong delete giùm em
Ðề: iPumkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
He he, hổng dám đâu!
Sản phẩm này mới nên không thể post bản vẽ gốc.Đại khái kích thước là 45 x 140,dầy 42 mm,dung sai của lỗ là +/-.007 mm.
Nó đúng là có 2 lỗ thẳng góc với 2 mặt phẳng nghiêng,nhưng nếu nghiêng bình thường thì không có gì đáng nói.
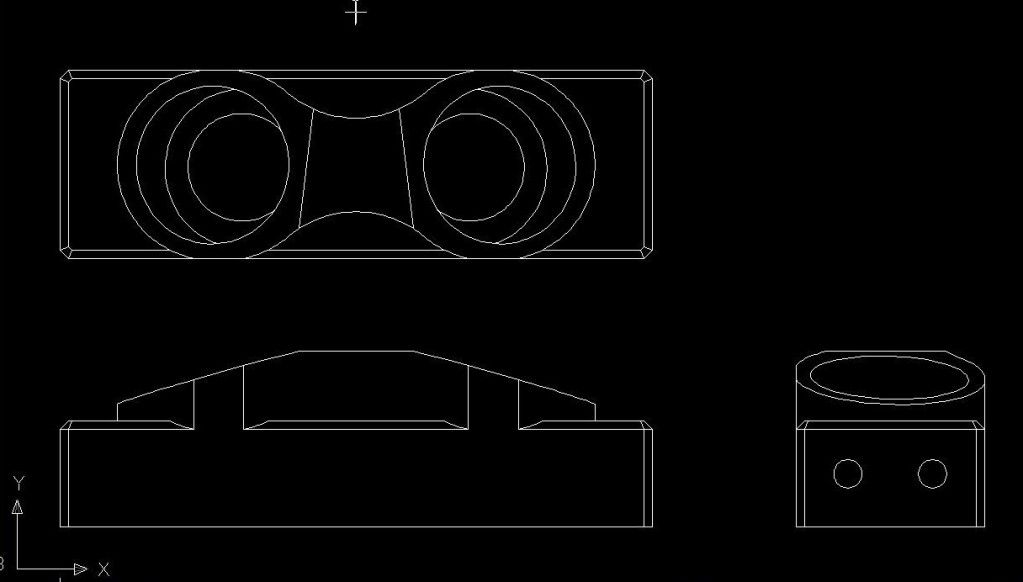
Nhìn cẩn thận top view sẽ thấy có 2 đoạn thẳng ở phần giửa chéo vào nhau. Nếu 2 mặt nghiêng bình thường thì 2 đường này phải song song.Đúng không?
Front view cho thấy 2 mặt nghiêng với trục X.
Side view nhìn cẩn thận sẽ thấy bên cao bên thấp, vậy thì 2 mặt này cũng đồng thời nghiêng với trục Y. Đây là lý do 2 đoạn thẳng trên top view không song song.
Thợ có kinh nghiệm chỉ cần nhìn qua bản vẽ này thì biết là gặp phải xương rồi! Trục tâm của 2 lỗ này là "compound angle",tức là trục tâm nghiêng trên cả 2 trục X và Y.Muốn làm được phải cần máy 5 trục.Làm bằng máy 3 hay 4 trục thì phải cần đồ gá.Cái khó ở đây là gá lên rồi thì làm sao biết được part zero nằm ở đâu?
iPumpkin thử vẽ 1 khối chữ nhật,cắt lỗ bậc ở tâm khối chữ nhật,lấy front view.cho nó rotate 15 độ, rồi tiếp theo lấy side view,rotate 2 độ thử xem nó biến dạng như thế nào,còn part zero thì đi về đâu?tâm của lỗ đi về đâu? muốn tính được bằng toán học thì cả 1 bài toán lằng nhằng (có trong Machinery's Handbook,phần compound angle).
Tôi làm các nguyên công trên máy phay CNC,kẹp bằng ê tô. Nguyên công cắt mặt phẳng nghiêng và lỗ thì làm trên đồ gá.
Ipumpkin cho là mặt phẳng nghiêng đơn giản nên các nguyên công được đề nghi đã không thích hợp rồi.
Loại sản phẩm có các chi tiết "compound angle" này cả đời tôi chỉ làm có 5 lần trên máy 3 trục.Nếu Ipumpkin có thể chế được cái đồ gá mà trên đó có luôn các mặt chuẩn cho X,Y,Z để set part zero thì đủ tư cách làm thợ phay xịn rồi.
Tôi chưa từng là kỹ sư nên đâu dám định giá kỹ sư,he he.
Đây là các khối inox thô dùng cho sản phẩm này.Tiền công mỗi cục bằng 20 thùng bia,tha hồ uống:1:

Em đề ra nguyên công gia công luôn nhé anh, thử anh chấm điểm cho em luôn có đậu thành kỹ sư không nha..hihi.
Sản phẩm này mới nên không thể post bản vẽ gốc.Đại khái kích thước là 45 x 140,dầy 42 mm,dung sai của lỗ là +/-.007 mm.
Nó đúng là có 2 lỗ thẳng góc với 2 mặt phẳng nghiêng,nhưng nếu nghiêng bình thường thì không có gì đáng nói.
Nhìn cẩn thận top view sẽ thấy có 2 đoạn thẳng ở phần giửa chéo vào nhau. Nếu 2 mặt nghiêng bình thường thì 2 đường này phải song song.Đúng không?
Front view cho thấy 2 mặt nghiêng với trục X.
Side view nhìn cẩn thận sẽ thấy bên cao bên thấp, vậy thì 2 mặt này cũng đồng thời nghiêng với trục Y. Đây là lý do 2 đoạn thẳng trên top view không song song.
Thợ có kinh nghiệm chỉ cần nhìn qua bản vẽ này thì biết là gặp phải xương rồi! Trục tâm của 2 lỗ này là "compound angle",tức là trục tâm nghiêng trên cả 2 trục X và Y.Muốn làm được phải cần máy 5 trục.Làm bằng máy 3 hay 4 trục thì phải cần đồ gá.Cái khó ở đây là gá lên rồi thì làm sao biết được part zero nằm ở đâu?
iPumpkin thử vẽ 1 khối chữ nhật,cắt lỗ bậc ở tâm khối chữ nhật,lấy front view.cho nó rotate 15 độ, rồi tiếp theo lấy side view,rotate 2 độ thử xem nó biến dạng như thế nào,còn part zero thì đi về đâu?tâm của lỗ đi về đâu? muốn tính được bằng toán học thì cả 1 bài toán lằng nhằng (có trong Machinery's Handbook,phần compound angle).
Tôi làm các nguyên công trên máy phay CNC,kẹp bằng ê tô. Nguyên công cắt mặt phẳng nghiêng và lỗ thì làm trên đồ gá.
Ipumpkin cho là mặt phẳng nghiêng đơn giản nên các nguyên công được đề nghi đã không thích hợp rồi.
Loại sản phẩm có các chi tiết "compound angle" này cả đời tôi chỉ làm có 5 lần trên máy 3 trục.Nếu Ipumpkin có thể chế được cái đồ gá mà trên đó có luôn các mặt chuẩn cho X,Y,Z để set part zero thì đủ tư cách làm thợ phay xịn rồi.
Tôi chưa từng là kỹ sư nên đâu dám định giá kỹ sư,he he.
Đây là các khối inox thô dùng cho sản phẩm này.Tiền công mỗi cục bằng 20 thùng bia,tha hồ uống:1:
Last edited:
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
làm đồ gá con này không quá khó bác SV ạ, nếu bác gia công tinh được phôi đảm bảo vuông góc giữa các mặt và kích thước nằm trong dung sa:i+/-.0035 mm.
khi đó chọn chuẩn trên tinh chính trên đồ gá,, phôi chuẩn là để cho phép ta lộn đầu phôi không gây sai số,
đồ gá tính toán sao cho khi kẹp phôi nên thì cái lỗ nghiêng vuông góc với bàn máy,khi gia công xong lỗ thứ nhất ta tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2(nếu 2 lỗ này đỗi xứng)sai số chính bằng sai số của kích thước phôi chuẩn x 2
làm đồ gá con này không quá khó bác SV ạ, nếu bác gia công tinh được phôi đảm bảo vuông góc giữa các mặt và kích thước nằm trong dung sa:i+/-.0035 mm.
khi đó chọn chuẩn trên tinh chính trên đồ gá,, phôi chuẩn là để cho phép ta lộn đầu phôi không gây sai số,
đồ gá tính toán sao cho khi kẹp phôi nên thì cái lỗ nghiêng vuông góc với bàn máy,khi gia công xong lỗ thứ nhất ta tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2(nếu 2 lỗ này đỗi xứng)sai số chính bằng sai số của kích thước phôi chuẩn x 2
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Mạn phép mọi người cho mình hỏi chút xíu:
Theo bản vẽ và diễn giải của bác SV thì chi tiết trên chỉ đối xứng qua một mặt phẳng song song với YZ-plane.
Nếu thực hiện như bác QuyenQCM đề cập: "tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2", đảm bảo "cái lỗ nghiêng vuông góc với bàn máy", thì chi tiết sẽ được đặt ở vị trí 2 (so với đồ gá) không cùng vị trí khi gia công lỗ thứ 1. Giả sử gia công với máy 3 trục, mình chưa biết làm sao để kiểm soát "part zero" khi lộn sản phẩm. Để nghiên cứu tiếp vậy.

-------------------------------------------------------------------
Minh là dân ngoại đạo, không có kinh nghiệm gì về gia công cơ khí, CNC.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
PS: Cái tài khoản của mình bị "gì" ấy, nhấn nút "Thank" chẳng được (nhấn nút mà nó không ăn), mong các bác thông cảm.
Mạn phép mọi người cho mình hỏi chút xíu:
Theo bản vẽ và diễn giải của bác SV thì chi tiết trên chỉ đối xứng qua một mặt phẳng song song với YZ-plane.
Nếu thực hiện như bác QuyenQCM đề cập: "tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2", đảm bảo "cái lỗ nghiêng vuông góc với bàn máy", thì chi tiết sẽ được đặt ở vị trí 2 (so với đồ gá) không cùng vị trí khi gia công lỗ thứ 1. Giả sử gia công với máy 3 trục, mình chưa biết làm sao để kiểm soát "part zero" khi lộn sản phẩm. Để nghiên cứu tiếp vậy.
-------------------------------------------------------------------
Minh là dân ngoại đạo, không có kinh nghiệm gì về gia công cơ khí, CNC.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
PS: Cái tài khoản của mình bị "gì" ấy, nhấn nút "Thank" chẳng được (nhấn nút mà nó không ăn), mong các bác thông cảm.
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Hôm trước bị "thọc gậy",giờ này vẫn còn đau!Thọc lại một phát thôi!:4:
http://www.meslab.org/mes/threads/3...p-Mot-[MEDIA=youtube]ho-lam[/MEDIA]-thue.html
Với bài toán này thì không thể là dân ngoại đạo,mà là người nếu chơi cờ tướng thì sẽ khai cuộc bằng "Phi Tượng Cuộc" he he

1. Cần mua bao nhiêu thanh vật liệu để gia công số lượng 1'000 chi tiết?
2. Cần chọn dao nào (thật ra đường kính bao nhiêu) để cắt R1/16?
3. Chiều dài của chi tiết trong giới hạn cho phép là bao nhiêu
http://www.meslab.org/mes/threads/2...Kinh-Te-hay-Khoa-Hoc.html?p=153299#post153299
Câu trả lời không đơn giản là bài toán +-*/. Cần có kiến thức về dao cụ và quy trình công nghệ để tính xong bài toán này.(tooling & machining process).
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Làm bài toán như vậy mà "ngoại đạo" thì làm sao làm được :1:
* Thắc mắc của lotomo:
Hai cái C'bore đó là đối xứng (mirror) nên không thể nào trở đầu theo kiểu rotate. Nếu trở đầu như vậy thì 2 đoạn thẳng trên top view sẽ là 2 đường chéo song song (//). Không phải là 2 dường chéo giao nhau nữa.
Vì vậy đối với máy 3 trục,phải làm thêm 1 cái mirror fixture nữa! Vậy mới khổ ! Không có tiền để mua máy 5 trục nên phải lấy công làm lời...
Minh là dân ngoại đạo, không có kinh nghiệm gì về gia công cơ khí, CNC.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
http://www.meslab.org/mes/threads/3...p-Mot-[MEDIA=youtube]ho-lam[/MEDIA]-thue.html
Với bài toán này thì không thể là dân ngoại đạo,mà là người nếu chơi cờ tướng thì sẽ khai cuộc bằng "Phi Tượng Cuộc" he he
1. Cần mua bao nhiêu thanh vật liệu để gia công số lượng 1'000 chi tiết?
2. Cần chọn dao nào (thật ra đường kính bao nhiêu) để cắt R1/16?
3. Chiều dài của chi tiết trong giới hạn cho phép là bao nhiêu
Câu trả lời không đơn giản là bài toán +-*/. Cần có kiến thức về dao cụ và quy trình công nghệ để tính xong bài toán này.(tooling & machining process).
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Làm bài toán như vậy mà "ngoại đạo" thì làm sao làm được :1:
* Thắc mắc của lotomo:
Hai cái C'bore đó là đối xứng (mirror) nên không thể nào trở đầu theo kiểu rotate. Nếu trở đầu như vậy thì 2 đoạn thẳng trên top view sẽ là 2 đường chéo song song (//). Không phải là 2 dường chéo giao nhau nữa.
Vì vậy đối với máy 3 trục,phải làm thêm 1 cái mirror fixture nữa! Vậy mới khổ ! Không có tiền để mua máy 5 trục nên phải lấy công làm lời...
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
oh sorry, với cái lỗ nghiêng cả 2 chiều như vậy thì đúng như bác SV nói , phải làm 2 cái đồ gá đối xứng nhau thôi. em không để ý cái lỗ nó lại nghiêng 2 chiều,,, sorry.
Mạn phép mọi người cho mình hỏi chút xíu:
Theo bản vẽ và diễn giải của bác SV thì chi tiết trên chỉ đối xứng qua một mặt phẳng song song với YZ-plane.
Nếu thực hiện như bác QuyenQCM đề cập: "tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2", đảm bảo "cái lỗ nghiêng vuông góc với bàn máy", thì chi tiết sẽ được đặt ở vị trí 2 (so với đồ gá) không cùng vị trí khi gia công lỗ thứ 1. Giả sử gia công với máy 3 trục, mình chưa biết làm sao để kiểm soát "part zero" khi lộn sản phẩm. Để nghiên cứu tiếp vậy.
-------------------------------------------------------------------
Minh là dân ngoại đạo, không có kinh nghiệm gì về gia công cơ khí, CNC.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
PS: Cái tài khoản của mình bị "gì" ấy, nhấn nút "Thank" chẳng được (nhấn nút mà nó không ăn), mong các bác thông cảm.
Theo bản vẽ và diễn giải của bác SV thì chi tiết trên chỉ đối xứng qua một mặt phẳng song song với YZ-plane.
Nếu thực hiện như bác QuyenQCM đề cập: "tiến hành lộn sản phẩm để gia công tiếp lỗ thứ 2", đảm bảo "cái lỗ nghiêng vuông góc với bàn máy", thì chi tiết sẽ được đặt ở vị trí 2 (so với đồ gá) không cùng vị trí khi gia công lỗ thứ 1. Giả sử gia công với máy 3 trục, mình chưa biết làm sao để kiểm soát "part zero" khi lộn sản phẩm. Để nghiên cứu tiếp vậy.
-------------------------------------------------------------------
Minh là dân ngoại đạo, không có kinh nghiệm gì về gia công cơ khí, CNC.
Tham gia diễn đàn để học tập. Cảm ơn mọi người nhiều nhiều.
PS: Cái tài khoản của mình bị "gì" ấy, nhấn nút "Thank" chẳng được (nhấn nút mà nó không ăn), mong các bác thông cảm.
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Xin phép bác SV và bác Bí:không nên chọn phương pháp gia công là phay, mà ta lên chọn phương án bào.
tùy theo hành trình tối đa của máy bào mà ta cắt phôi : 144.n < hành trình máy bào ( các bác dùng hệ Anh làm e khó hình dung quá..) sau đó ta đem cưa đầu để được các thanh dài 1.0 và để lượng dư nếu dùng phương pháp cưa không đạt dung sai( cưa máy e ko rành lắm)
tool thì ta dùng máy mài dao mài lưỡi bào có cái R1/16 không khó gì.
nếu làm theo cách này thì 1 sản phẩm làm ra không quá 5 phút(chỉ tính phần gia công, không tính gá đặt...)
1.cần mua bao nhiêu thanh vật liệu: phụ thuộc vào dung sai của máy cưa!
2.dùng phương pháp gia công khác nên không cần trả lời
3.chiều dài giới hạn của chi tiết là như thế nào em không rõ nghĩa lắm,,,,
"" sao ta cứ phải đi theo cái lối mòn mà người khác chỉ_ con đường dưới chân ta mà""
tùy theo hành trình tối đa của máy bào mà ta cắt phôi : 144.n < hành trình máy bào ( các bác dùng hệ Anh làm e khó hình dung quá..
) sau đó ta đem cưa đầu để được các thanh dài 1.0 và để lượng dư nếu dùng phương pháp cưa không đạt dung sai( cưa máy e ko rành lắm)tool thì ta dùng máy mài dao mài lưỡi bào có cái R1/16 không khó gì.
nếu làm theo cách này thì 1 sản phẩm làm ra không quá 5 phút(chỉ tính phần gia công, không tính gá đặt...)
1.cần mua bao nhiêu thanh vật liệu: phụ thuộc vào dung sai của máy cưa!
2.dùng phương pháp gia công khác nên không cần trả lời
3.chiều dài giới hạn của chi tiết là như thế nào em không rõ nghĩa lắm,,,,
"" sao ta cứ phải đi theo cái lối mòn mà người khác chỉ_ con đường dưới chân ta mà""
Last edited:
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Theo em thì cái này làm đồ gá kiểu V, mài con dao V-bit 90 độ thật chuẩn đường kính khoảng ~1 (cái này không khó lắm), mài mũi thành R 1/16 (so dưỡng để đảm bảo độ chính xác), xong rồi phay thôi.
Hình như em thấy hơi sai chủ đề chút, có gì mấy Mod chỉnh giúp em.
Thanks.
Hôm trước bị "thọc gậy",giờ này vẫn còn đau!Thọc lại một phát thôi!:4:
http://www.meslab.org/mes/threads/3...p-Mot-[MEDIA=youtube]ho-lam[/MEDIA]-thue.html
Với bài toán này thì không thể là dân ngoại đạo,mà là người nếu chơi cờ tướng thì sẽ khai cuộc bằng "Phi Tượng Cuộc" he he
http://www.meslab.org/mes/threads/2...Kinh-Te-hay-Khoa-Hoc.html?p=153299#post153299
Câu trả lời không đơn giản là bài toán +-*/. Cần có kiến thức về dao cụ và quy trình công nghệ để tính xong bài toán này.(tooling & machining process).
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Làm bài toán như vậy mà "ngoại đạo" thì làm sao làm được :1:
* Thắc mắc của lotomo:
Hai cái C'bore đó là đối xứng (mirror) nên không thể nào trở đầu theo kiểu rotate. Nếu trở đầu như vậy thì 2 đoạn thẳng trên top view sẽ là 2 đường chéo song song (//). Không phải là 2 dường chéo giao nhau nữa.
Vì vậy đối với máy 3 trục,phải làm thêm 1 cái mirror fixture nữa! Vậy mới khổ ! Không có tiền để mua máy 5 trục nên phải lấy công làm lời...
http://www.meslab.org/mes/threads/3...p-Mot-[MEDIA=youtube]ho-lam[/MEDIA]-thue.html
Với bài toán này thì không thể là dân ngoại đạo,mà là người nếu chơi cờ tướng thì sẽ khai cuộc bằng "Phi Tượng Cuộc" he he
http://www.meslab.org/mes/threads/2...Kinh-Te-hay-Khoa-Hoc.html?p=153299#post153299
Câu trả lời không đơn giản là bài toán +-*/. Cần có kiến thức về dao cụ và quy trình công nghệ để tính xong bài toán này.(tooling & machining process).
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Làm bài toán như vậy mà "ngoại đạo" thì làm sao làm được :1:
* Thắc mắc của lotomo:
Hai cái C'bore đó là đối xứng (mirror) nên không thể nào trở đầu theo kiểu rotate. Nếu trở đầu như vậy thì 2 đoạn thẳng trên top view sẽ là 2 đường chéo song song (//). Không phải là 2 dường chéo giao nhau nữa.
Vì vậy đối với máy 3 trục,phải làm thêm 1 cái mirror fixture nữa! Vậy mới khổ ! Không có tiền để mua máy 5 trục nên phải lấy công làm lời...
Hình như em thấy hơi sai chủ đề chút, có gì mấy Mod chỉnh giúp em.
Thanks.

Author
Ðề: iPumpkin Discovery Channel - Vol 1: Chat with iPumpkin, About CNC Manufacturing
Mình note thêm vài thứ cho các bạn SV dể hiểu. Các bạn SV thích gia công CAM có thể xem đây như là 1 ví dụ rất hoàn hảo về gia công cơ khí.
Ở đâyy chii tiếtt có gócc R1/16 (D1/8 =3.175mm) do đó nếu đặt ngang chi tiết như hình thì dao cắt thì dao cần phải dài .750in=19.05mm thì dao vừa dài và yếu, nếu cắt được thì cắt rất chậm. Anh SV đã dựng đứng chi tiết lên dùng dao endmill19.05 có góc mũi dao =3.175mm cắt hoặc giả dùng dao endmill 19.05mm cắt và chừa góc r=3.175mm lại sau đó dùng dao ballnose có dia=3.175*2=6.35 cắt phần góc bo này.
(Cái hay chổ này là kiến thức dao cụ, như ta thấy dao endmill ăn tinh cho cạnh này thường là dạng nguyên khối và đắt tiền, góc 3.175 có thể trong tiêu chuẩn hoặc không - giả sử không có trong tiêu chuẩn thì mình phải đặt nhà sản xuấtcon dao có góc như thế này - tuy nhiên sau khi cắt xong thì không xài nửa => uổng dao, do đó dùng phương án dao chuẩn cabai endmill19.05 r=0 cắt và sau đó dùng dao ballnose dạng insert r=3.175 cắt góc bo là tốt nhất)
Anh sv gá thanh dài trên eto và cắt 1 lúc cho 5 part. Phải tính chiều dài và khoảng cách giửa 2 thanh. Thật ra nếu dùng CAD/CAM và chi tiết 3D thì dể dàng tính chính xác spacing và chiều dài thanh cắt cần phải mua. Theo mình thì phần hay nhất là ở kiến thức dao cụ của anh SV.
Một lần nửa cảm ơn anh sv - 1 người rất kinh nghiệm trong gia công cơ khí. Mới gia công thực tế được gần 6 tháng..mục tiêu trong mấy chục năm nửa mình sẽ được một tí xíu như anh SV. Mong anh sv nhận em làm đệ tử.
Về gia công cơ khí, theo em zero point không quá là quan trọng như lotomo trình bày. Mình có thể rà gá và thay đổi zero part sau. CNC hiện nay có rất nhiều loại prove để đo và xác định zero point chính xác và thuận tiện. Sau đó CAD/CAM cho phép đổi zero point của chương trình NC rất dể dàng.
Về phần gia công mặt nghiêng. Do máy nhiều trục rất mắc tiền - tuy nhiên hiện nay có rất nhiều loại bàn gá chuẩn có thể quay nghiêng. Hoặc spindle phụ gắn vào spindle chính của máy nghiêng 1 góc (option) - sau đó CAD/CAM dùng working plane để xoay mã lệnh G-Code không khó khăn lắm.
Trong gia công cơ khí hiện nay. Để làm phôi, phương pháp mài bằng đá là thường dùng và nhanh nhất trong thường hợp những chi tiết không quá lớn như trên. Phay cũng được dùng với các dao face bản lớn. Mình nghĩ nhanh, chính xác và kinh tế hơn Bào rất nhiều.
Câu trả lời không đơn giản là bài toán +-*/. Cần có kiến thức về dao cụ và quy trình công nghệ để tính xong bài toán này.(tooling & machining process).
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Thử xem nhé!
R 1/16 thì tối đa chỉ được dùng end mill 1/8. chiều cao (hay chiều dài trong câu 3) thì cứ lấy minimum là .750 cho tiện. Nếu cắt theo hình của lotomo thì phải dùng cây end mill 1/8 ,flute dài 3/4, kích cở này thì end mill yếu xìu,cắt vừa chậm lại vừa chatter.
Cái này xoay ngang lên rồi cắt,có thể dùng dao 3/4 có R 1/16 để kéo ngang,hay cũng có thể chừa stock sau đó dùng ball end mill 1/8 để cắt chổ R 1/16. Với cách này thì không bận tâm về "Chiều dài của chi tiết trong giới hạn cho phép" nữa.
Bar stock là 1.00 vuông. Cắt đường R 1/16 theo hướng X thì có thể giử nguyên chiều dài 1.00 cho sang,còn cắt theo hướng Y thì có thể còn .990" vừa đủ finish mà cũng nằm xa trong miền dung sai.
Tùy vật liệu (không thấy nhắc đến),cứ cho là nhôm đi, nếu muốn làm nhanh thì cắt 5 parts trên 1 thanh để vừa kẹp trên ê tô. Cây end mill 3/8(.375) cắt sâu .90 là vừa đủ cứng vững nhất.Vậy thì cần .4 spacing.
Mỗi thanh cần có 5.00 cho 5 parts,1.60 cho spacing,.10 stock ở hai đầu,.10 cho cưa.tổng cộng 6.8",
Bar stock dài 144" cắt được 21 thanh ngắn => 105 parts.
Mua 10 cây thì vừa vặn, dư ra chút ít để setup.
Ở đâyy chii tiếtt có gócc R1/16 (D1/8 =3.175mm) do đó nếu đặt ngang chi tiết như hình thì dao cắt thì dao cần phải dài .750in=19.05mm thì dao vừa dài và yếu, nếu cắt được thì cắt rất chậm. Anh SV đã dựng đứng chi tiết lên dùng dao endmill19.05 có góc mũi dao =3.175mm cắt hoặc giả dùng dao endmill 19.05mm cắt và chừa góc r=3.175mm lại sau đó dùng dao ballnose có dia=3.175*2=6.35 cắt phần góc bo này.
(Cái hay chổ này là kiến thức dao cụ, như ta thấy dao endmill ăn tinh cho cạnh này thường là dạng nguyên khối và đắt tiền, góc 3.175 có thể trong tiêu chuẩn hoặc không - giả sử không có trong tiêu chuẩn thì mình phải đặt nhà sản xuấtcon dao có góc như thế này - tuy nhiên sau khi cắt xong thì không xài nửa => uổng dao, do đó dùng phương án dao chuẩn cabai endmill19.05 r=0 cắt và sau đó dùng dao ballnose dạng insert r=3.175 cắt góc bo là tốt nhất)
Anh sv gá thanh dài trên eto và cắt 1 lúc cho 5 part. Phải tính chiều dài và khoảng cách giửa 2 thanh. Thật ra nếu dùng CAD/CAM và chi tiết 3D thì dể dàng tính chính xác spacing và chiều dài thanh cắt cần phải mua. Theo mình thì phần hay nhất là ở kiến thức dao cụ của anh SV.
Một lần nửa cảm ơn anh sv - 1 người rất kinh nghiệm trong gia công cơ khí. Mới gia công thực tế được gần 6 tháng..mục tiêu trong mấy chục năm nửa mình sẽ được một tí xíu như anh SV. Mong anh sv nhận em làm đệ tử.
Về gia công cơ khí, theo em zero point không quá là quan trọng như lotomo trình bày. Mình có thể rà gá và thay đổi zero part sau. CNC hiện nay có rất nhiều loại prove để đo và xác định zero point chính xác và thuận tiện. Sau đó CAD/CAM cho phép đổi zero point của chương trình NC rất dể dàng.
Về phần gia công mặt nghiêng. Do máy nhiều trục rất mắc tiền - tuy nhiên hiện nay có rất nhiều loại bàn gá chuẩn có thể quay nghiêng. Hoặc spindle phụ gắn vào spindle chính của máy nghiêng 1 góc (option) - sau đó CAD/CAM dùng working plane để xoay mã lệnh G-Code không khó khăn lắm.
Trong gia công cơ khí hiện nay. Để làm phôi, phương pháp mài bằng đá là thường dùng và nhanh nhất trong thường hợp những chi tiết không quá lớn như trên. Phay cũng được dùng với các dao face bản lớn. Mình nghĩ nhanh, chính xác và kinh tế hơn Bào rất nhiều.
Last edited:
