
Author
Chào các anh !
Hiện em đang làm luận văn tốt nghiệp ("Thết kế khuôn đúc: Tay dên máy nén khí" )
Trong phần gia công CNC
Em đang phân vân trong việc chọn dao. Không biết mình chọn vậy có đúng không nữa") 42: em mới học CNC thôi, chưa làm thực tế bao giờ). Mong mấy anh giúp đỡ :63: .
42: em mới học CNC thôi, chưa làm thực tế bao giờ). Mong mấy anh giúp đỡ :63: .
Em xin mô tả:
Phần khuôn cố định:
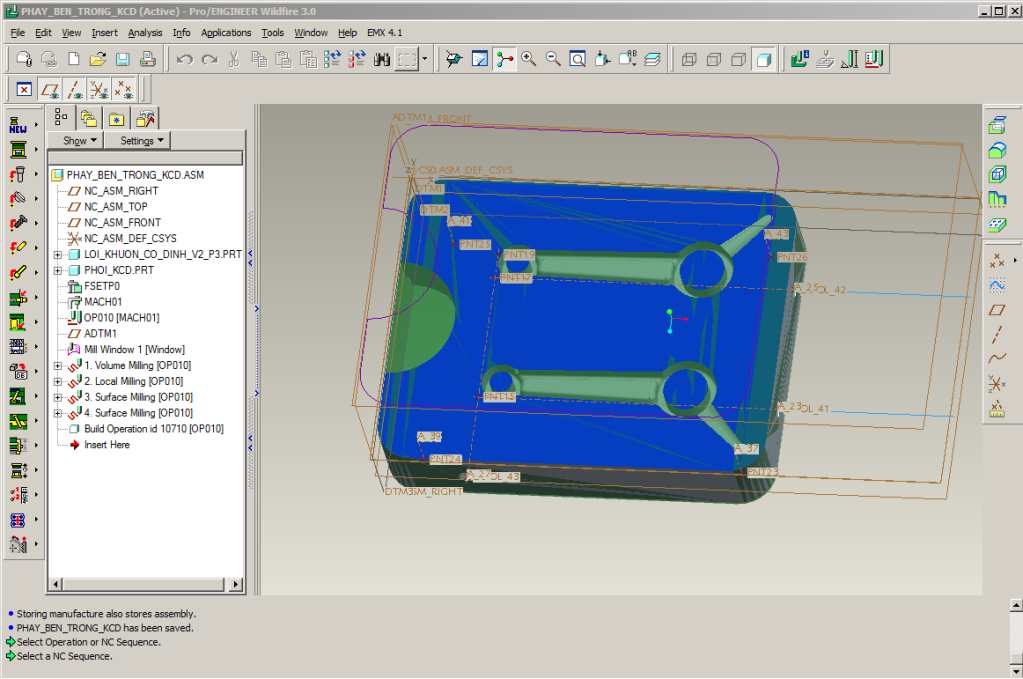
Link file .prt: http://www.mediafire.com/download.php?yooutnxjjdt
Link file .igs: http://www.mediafire.com/download.php?jqyo2k1jymy
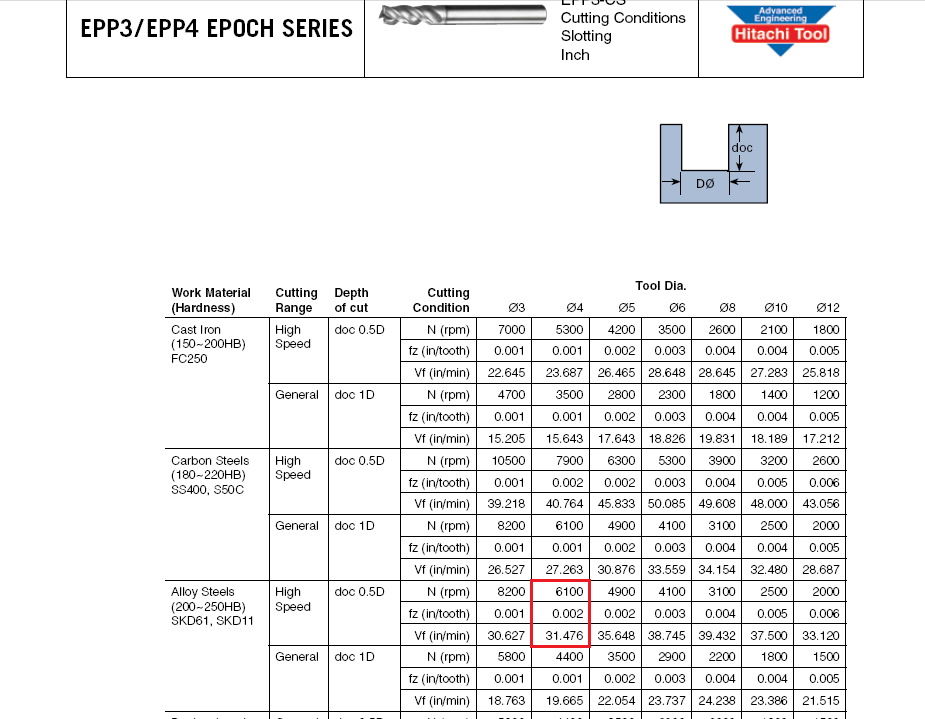
I. Trong Lòng khuôn, em định Dùng dao phay Phi 4, phá thô.
Dao phay: Hitachi
Lượng ăn dao ngang = 2 mm
Lượng ăn dao xuống = 2mm
Tốc độ trục chính (spindle), Cut_feed. như trong hình sau (phần em khoanh đỏ)
link: http://www.mediafire.com/download.php?zdznz2mnkij
Sẽ còn những phần nằm dưới đáy dao Phi 4 không phay tới.
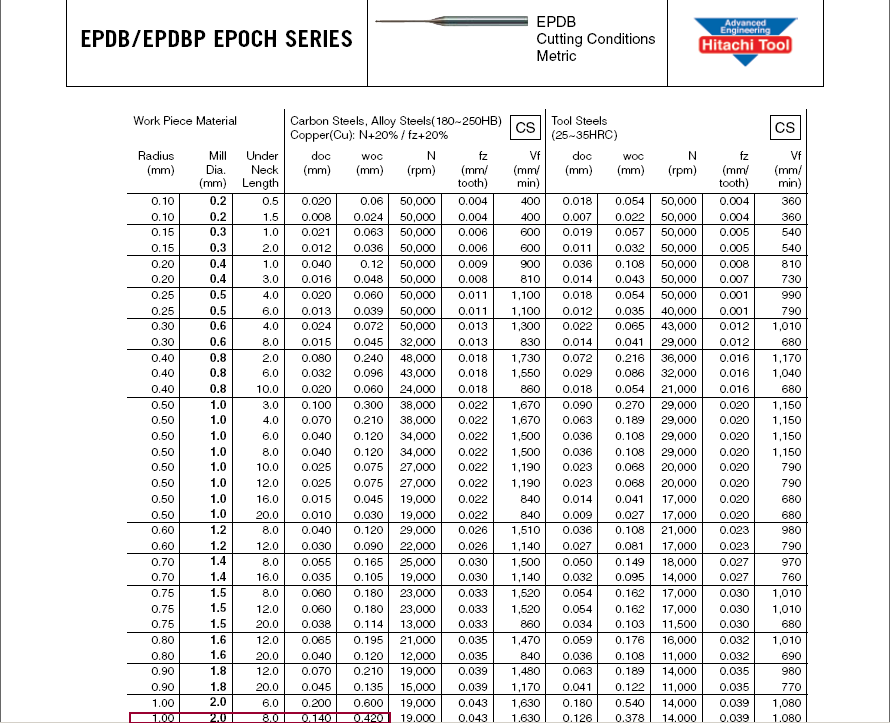
II. Sau đó em tiếp tục phay thô với dao phi 2.
Dao phay : hitachi
Spindle_speed và cut_feed như trong hình
link: http://www.mediafire.com/download.php?uwdmmez2wvz
Phần lượng ăn dao ở đây cũng làm em phân vân, trong hình trên (Catalog của Hitachi), thì với dao đường kính 2mm, lượng ăn dao ngang xuống depth of cut = 0.8, nhưng lượng ăn dao ngang WOC = 0.07 (quá nhỏ nếu dùng phay thô). nên em định chỉnh lại là khỏang 0.5mm. nhưng không biết chạy vậy có làm gãy dao không (vì những thông số trên là của hãng chế tạo đưa ra, và khuyên dùng :43: )
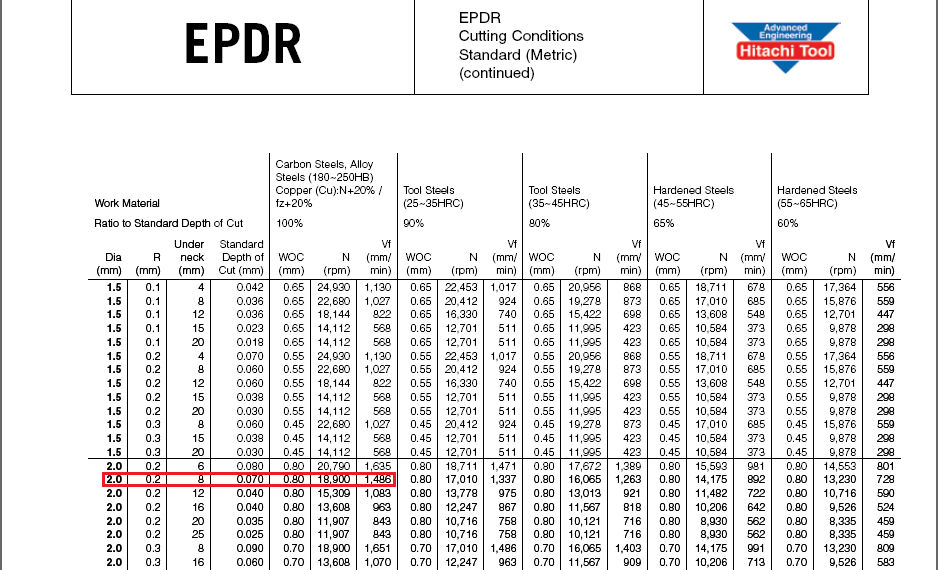
III. Phay bán tinh
Dao phay: Hitachi (Ball milling)
Lượng ăn dao ngang = 0,42mm
Lượng dao ăn xuống = 0,14mm
Spindle , Cut _ feed như hình chụp
link: http://www.mediafire.com/download.php?2iznzycmzrj
IV. phần phay tinh:
Em định dùng lại dao 2mm ở trên,
Lượng ăn dao khỏang 0.01mm
----------------------------------------------------------------------------------------------
Xin các anh chỉ bảo thêm :106:
Lâu lắm mới thấy một câu hỏi đồ án viết lách đàng hoàng, cẩn thận như thế này, cảm ơn bạn nhiều. Rất đáng hoan nghênh, hãy phát huy nhé - admin
Hiện em đang làm luận văn tốt nghiệp ("Thết kế khuôn đúc: Tay dên máy nén khí" )
Trong phần gia công CNC
Em đang phân vân trong việc chọn dao. Không biết mình chọn vậy có đúng không nữa
42: em mới học CNC thôi, chưa làm thực tế bao giờ). Mong mấy anh giúp đỡ :63: .Em xin mô tả:
Phần khuôn cố định:
Link file .prt: http://www.mediafire.com/download.php?yooutnxjjdt
Link file .igs: http://www.mediafire.com/download.php?jqyo2k1jymy
I. Trong Lòng khuôn, em định Dùng dao phay Phi 4, phá thô.
Dao phay: Hitachi
Lượng ăn dao ngang = 2 mm
Lượng ăn dao xuống = 2mm
Tốc độ trục chính (spindle), Cut_feed. như trong hình sau (phần em khoanh đỏ)
link: http://www.mediafire.com/download.php?zdznz2mnkij
Sẽ còn những phần nằm dưới đáy dao Phi 4 không phay tới.
II. Sau đó em tiếp tục phay thô với dao phi 2.
Dao phay : hitachi
Spindle_speed và cut_feed như trong hình
link: http://www.mediafire.com/download.php?uwdmmez2wvz
Phần lượng ăn dao ở đây cũng làm em phân vân, trong hình trên (Catalog của Hitachi), thì với dao đường kính 2mm, lượng ăn dao ngang xuống depth of cut = 0.8, nhưng lượng ăn dao ngang WOC = 0.07 (quá nhỏ nếu dùng phay thô). nên em định chỉnh lại là khỏang 0.5mm. nhưng không biết chạy vậy có làm gãy dao không (vì những thông số trên là của hãng chế tạo đưa ra, và khuyên dùng :43: )
III. Phay bán tinh
Dao phay: Hitachi (Ball milling)
Lượng ăn dao ngang = 0,42mm
Lượng dao ăn xuống = 0,14mm
Spindle , Cut _ feed như hình chụp
link: http://www.mediafire.com/download.php?2iznzycmzrj
IV. phần phay tinh:
Em định dùng lại dao 2mm ở trên,
Lượng ăn dao khỏang 0.01mm
----------------------------------------------------------------------------------------------
Xin các anh chỉ bảo thêm :106:
Lâu lắm mới thấy một câu hỏi đồ án viết lách đàng hoàng, cẩn thận như thế này, cảm ơn bạn nhiều. Rất đáng hoan nghênh, hãy phát huy nhé - admin
Last edited by a moderator:

