Ðề: Lý thuyết đồ gá
Chú SV thân mến!
Trường hợp đơn giản nhất:
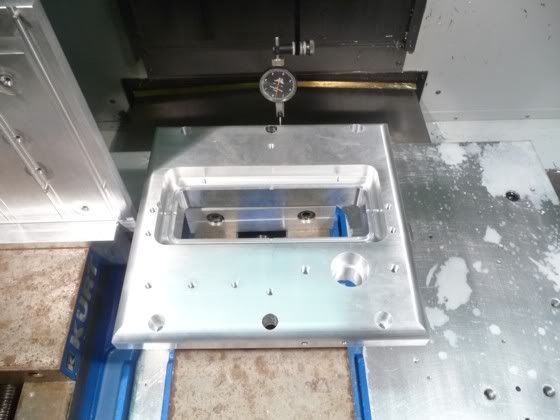
-Bạn cần gia công một số chi tiết trên bề mặt một khối trụ tròn,bạn đặt sãn phẩm lên một vị trí bất kỳ trên bàn máy phay,kẹp chặt xuống,rồi dùng đồng hồ so để định tâm.
**Dùng đồng hồ so để rà gá, có thể kẹp với lực vừa đủ để dễ rà gá...sau đó kẹp mạnh dần và lại tiếp tục dùng đồng hồ so rà...cuối cùng kẹp thật chặt! và lại dùng đồng hồ so rà lại xem ok chưa..? nếu chưa được lại phải tháo lỏng ra và rà lại...đến khi nào kẹp thật chặt mà rà lại vẫn đạt yêu cầu thì lúc đó "kẹp chặt" kết thúc quá trình rà gá!
-Bạn đang chạy máy tiện,bạn thọc khối trụ vô collet chuck,khối trụ vẫn chưa được định tâm.Khi đóng collet thi sẽ kẹp chặt đồng thời định tâm.
**Cái này xem xét thật kỹ sẽ thấy Định tâm rồi mới Kẹp chặt...Giả sử kẹp chặt rồi mà tâm chưa được định thì kẹp chặt chả có nghĩa lý gì cả!
-Bạn đang dùng ê tô để gia công sãn phẩm có độ chính xác cao,lúc no thì sẽ kẹp chặt,đói mệt thì kẹp yếu hơn nên tọa độ Y thay đổi ngoài dung sai cho phép.Bạn phải lấy lại tọa độ Y cho mỗi một sãn phẩm sẽ gia công.
Và còn nhiều nữa các dụng cụ kẹp chặt có chức năng đồng thời định vị ,cũng như đẩy tới chổ định vị,như cái ngàm sống của ê tô.
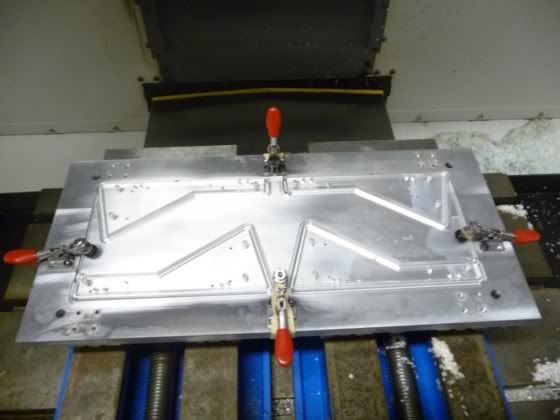
**Khi cháu gia công CNC, đồ gá thường xuyên dùng là Bàn từ hoặc Eto thủy lực (lực kẹp lớn hơn eto cơ khí nhiều lần nên độ sai số nếu chỉ rà gá theo kiểu trên máy truyền thống sẽ lên tới 0.05 mm->quá cao).Chính vì vậy nên phải dùng rất nhiều thủ thuật....sao cho khi Kẹp chặt rồi ( búa đồng gõ cũng không xê dịch) mà dùng đồng hồ so (0.002 mm) rà lại đảm bảo dung sai 0.005 mm mới tiến hành gia công! Không bao giờ áp dụng cách của phay truyền thống là đặt CT lên với hỗ trợ định vị của Má tĩnh và căn....rồi gõ gõ..và nghiến răng "vặn" xong rồi CT sau khi "vặn " nó ở vị trí nào thì mặc kệ! cứ thế gia công!?!
->Như vậy rà gá "thủ công" như trên loại bỏ được sai số do lực kẹp,sai số của đồ gá,....tuy nhiên hoàn toàn phụ thuôc người rà .Sự chính xác của đồ gá như Eto và cụ thể là má tĩnh chỉ giúp cho việc rà gá nhanh hơn mà thôi, chứ sự chính xác của của nó hay sức khỏe (đói hay no) của người rà không phải là yếu tố quyết định độ chính xác của Gá đặt!
***Chính vì thế theo cháu,có thể Shachoo nghe nhầm ,hoặc hiểu nhầm, hoặc thầy nói nhầm mà thôi !
Chú SV thân mến!
Trường hợp đơn giản nhất:
-Bạn cần gia công một số chi tiết trên bề mặt một khối trụ tròn,bạn đặt sãn phẩm lên một vị trí bất kỳ trên bàn máy phay,kẹp chặt xuống,rồi dùng đồng hồ so để định tâm.
**Dùng đồng hồ so để rà gá, có thể kẹp với lực vừa đủ để dễ rà gá...sau đó kẹp mạnh dần và lại tiếp tục dùng đồng hồ so rà...cuối cùng kẹp thật chặt! và lại dùng đồng hồ so rà lại xem ok chưa..? nếu chưa được lại phải tháo lỏng ra và rà lại...đến khi nào kẹp thật chặt mà rà lại vẫn đạt yêu cầu thì lúc đó "kẹp chặt" kết thúc quá trình rà gá!
-Bạn đang chạy máy tiện,bạn thọc khối trụ vô collet chuck,khối trụ vẫn chưa được định tâm.Khi đóng collet thi sẽ kẹp chặt đồng thời định tâm.
**Cái này xem xét thật kỹ sẽ thấy Định tâm rồi mới Kẹp chặt...Giả sử kẹp chặt rồi mà tâm chưa được định thì kẹp chặt chả có nghĩa lý gì cả!
-Bạn đang dùng ê tô để gia công sãn phẩm có độ chính xác cao,lúc no thì sẽ kẹp chặt,đói mệt thì kẹp yếu hơn nên tọa độ Y thay đổi ngoài dung sai cho phép.Bạn phải lấy lại tọa độ Y cho mỗi một sãn phẩm sẽ gia công.
Và còn nhiều nữa các dụng cụ kẹp chặt có chức năng đồng thời định vị ,cũng như đẩy tới chổ định vị,như cái ngàm sống của ê tô.
**Khi cháu gia công CNC, đồ gá thường xuyên dùng là Bàn từ hoặc Eto thủy lực (lực kẹp lớn hơn eto cơ khí nhiều lần nên độ sai số nếu chỉ rà gá theo kiểu trên máy truyền thống sẽ lên tới 0.05 mm->quá cao).Chính vì vậy nên phải dùng rất nhiều thủ thuật....sao cho khi Kẹp chặt rồi ( búa đồng gõ cũng không xê dịch) mà dùng đồng hồ so (0.002 mm) rà lại đảm bảo dung sai 0.005 mm mới tiến hành gia công! Không bao giờ áp dụng cách của phay truyền thống là đặt CT lên với hỗ trợ định vị của Má tĩnh và căn....rồi gõ gõ..và nghiến răng "vặn" xong rồi CT sau khi "vặn " nó ở vị trí nào thì mặc kệ! cứ thế gia công!?!
->Như vậy rà gá "thủ công" như trên loại bỏ được sai số do lực kẹp,sai số của đồ gá,....tuy nhiên hoàn toàn phụ thuôc người rà .Sự chính xác của đồ gá như Eto và cụ thể là má tĩnh chỉ giúp cho việc rà gá nhanh hơn mà thôi, chứ sự chính xác của của nó hay sức khỏe (đói hay no) của người rà không phải là yếu tố quyết định độ chính xác của Gá đặt!
***Chính vì thế theo cháu,có thể Shachoo nghe nhầm ,hoặc hiểu nhầm, hoặc thầy nói nhầm mà thôi !
Last edited: