
Ðề: Mastercam 4-5 Axis Machining
Hỏi IPUM câu này nhé ?
Trong cùng một chương trình mình muốn có 4 gốc ở 4 vị trí khác nhau có post ra được không ?
Nếu được thì rõ ràng mình turning dùng một cái axis và Milling một cái khác có sao đâu thậm chí cùng một gốc thuận tiện cho turning.
Cái khó là output ra tọa độ UVW cho Đầu máy thứ 2 kia còn đầu chính nó vẫn bình thường còn bao nhiêu gốc tọa độ trong chương trình thì post ra ngay ( max 48 gốc thôi ).
Mình chưa Post cái nào cho trung tâm gia công nhưng theo suy luận toán học cộng với thực tế tự động hóa thì rõ ràng là hoàn toàn có thể. Mình chỉ làm toolpath cho cả turning và milling cho khach hàng thì làm nhiều lần và nhận thấy chương trình khá phức tạp không thể làm Mill riêng và turn riêng vì nó quá thủ công chả có tý nào tự động hóa cả. Rất tiếc mình không đực khách hàng cho con post nào ! Hi vong thời gian tới có cái để bàn luận .
.
Hiện nay bên mình dùng trung tâm gia công Phay 4+1 (cộng thêm 1 đầu spindle Tiện trên máy phay. ). Cùng 1 máy tuy nhiên khi phay thí X, còn khi tiện là 2X (xuất theo đường kính), cho nên post 1 lần là bótay.com (với các loại post hiện tại có được).
Khi Tiện thì gốc phải luôn luôn đặt ngay tâm lỗ, ví dụ có 3 cái lỗ trên trục X thì phải đặt 3 cái hệ trục tọa độ. Trong tiện thì không thể copy chương trình (trong CAM) sau đó post ra được.
Bạn chímèn đã làm và chạy cái post Turn-Mill nào chưa vậy ? Làm được thì bán cho mình 1 cái tại mình đang cần cái này. Làm cho trung tâm Tiện Phay phức tạp hơn nhiều, dời gốc tọa độ chưa chắc giải quyết được vấn đề.
Khi Tiện thì gốc phải luôn luôn đặt ngay tâm lỗ, ví dụ có 3 cái lỗ trên trục X thì phải đặt 3 cái hệ trục tọa độ. Trong tiện thì không thể copy chương trình (trong CAM) sau đó post ra được.
Bạn chímèn đã làm và chạy cái post Turn-Mill nào chưa vậy ? Làm được thì bán cho mình 1 cái tại mình đang cần cái này. Làm cho trung tâm Tiện Phay phức tạp hơn nhiều, dời gốc tọa độ chưa chắc giải quyết được vấn đề.
Trong cùng một chương trình mình muốn có 4 gốc ở 4 vị trí khác nhau có post ra được không ?
Nếu được thì rõ ràng mình turning dùng một cái axis và Milling một cái khác có sao đâu thậm chí cùng một gốc thuận tiện cho turning.
Cái khó là output ra tọa độ UVW cho Đầu máy thứ 2 kia còn đầu chính nó vẫn bình thường còn bao nhiêu gốc tọa độ trong chương trình thì post ra ngay ( max 48 gốc thôi ).
Mình chưa Post cái nào cho trung tâm gia công nhưng theo suy luận toán học cộng với thực tế tự động hóa thì rõ ràng là hoàn toàn có thể. Mình chỉ làm toolpath cho cả turning và milling cho khach hàng thì làm nhiều lần và nhận thấy chương trình khá phức tạp không thể làm Mill riêng và turn riêng vì nó quá thủ công chả có tý nào tự động hóa cả. Rất tiếc mình không đực khách hàng cho con post nào ! Hi vong thời gian tới có cái để bàn luận
.
Last edited:
Ðề: Mastercam 4-5 Axis Machining
Vấn đề là để chung nhiều gốc tọa độ trong 1 chương trình không có vấn đề gì, post chung ra 1 post mới là vấn đề.
Trong Catia, dùng nhiều axis trong 1 chương trình thì chọn Machining Axis Change (chắc là giải đáp được câu hỏi của anh chàng chimen. kakaka)
Bình thường TURN và MILL không thể để chung một MO được, ví dụ nếu Turn thỉ phải chọn máy TURN rồi mới add program vào và lập trình Turn được - mà mỗi máy thì cho phép chọn chỉ 1 post.
Mình đang nghiên cứu câu lệnh có sẳn của CATIA - COPY Program - và Merge Program, cái này chắc giải quyết được vấn đề, tuy nhiên hơi phức tạp - cao thủ Chí Mèn cho vài cao kiến nhé.
Vấn đề là để chung nhiều gốc tọa độ trong 1 chương trình không có vấn đề gì, post chung ra 1 post mới là vấn đề.
Trong Catia, dùng nhiều axis trong 1 chương trình thì chọn Machining Axis Change (chắc là giải đáp được câu hỏi của anh chàng chimen. kakaka)
Bình thường TURN và MILL không thể để chung một MO được, ví dụ nếu Turn thỉ phải chọn máy TURN rồi mới add program vào và lập trình Turn được - mà mỗi máy thì cho phép chọn chỉ 1 post.
Mình đang nghiên cứu câu lệnh có sẳn của CATIA - COPY Program - và Merge Program, cái này chắc giải quyết được vấn đề, tuy nhiên hơi phức tạp - cao thủ Chí Mèn cho vài cao kiến nhé.
Ðề: Mastercam 4-5 Axis Machining
Cập nhật thông tin vòng 16 M-Leage cho anh bạn Chímèn, tình hình là bản Catia V6 có post Mill_Turn, do là 3rd party s/w, nên dùng tốt cho IMSPost7.4. Thử nghiệm xem nhé, post có tên là millturn_29, nếu không tìm được email mình mình tặng cho anh bạn chí mèn.
Hỏi IPUM câu này nhé ?
Trong cùng một chương trình mình muốn có 4 gốc ở 4 vị trí khác nhau có post ra được không ?
Nếu được thì rõ ràng mình turning dùng một cái axis và Milling một cái khác có sao đâu thậm chí cùng một gốc thuận tiện cho turning.
Cái khó là output ra tọa độ UVW cho Đầu máy thứ 2 kia còn đầu chính nó vẫn bình thường còn bao nhiêu gốc tọa độ trong chương trình thì post ra ngay ( max 48 gốc thôi ).
Mình chưa Post cái nào cho trung tâm gia công nhưng theo suy luận toán học cộng với thực tế tự động hóa thì rõ ràng là hoàn toàn có thể. Mình chỉ làm toolpath cho cả turning và milling cho khach hàng thì làm nhiều lần và nhận thấy chương trình khá phức tạp không thể làm Mill riêng và turn riêng vì nó quá thủ công chả có tý nào tự động hóa cả. Rất tiếc mình không đực khách hàng cho con post nào ! Hi vong thời gian tới có cái để bàn luận.
Trong cùng một chương trình mình muốn có 4 gốc ở 4 vị trí khác nhau có post ra được không ?
Nếu được thì rõ ràng mình turning dùng một cái axis và Milling một cái khác có sao đâu thậm chí cùng một gốc thuận tiện cho turning.
Cái khó là output ra tọa độ UVW cho Đầu máy thứ 2 kia còn đầu chính nó vẫn bình thường còn bao nhiêu gốc tọa độ trong chương trình thì post ra ngay ( max 48 gốc thôi ).
Mình chưa Post cái nào cho trung tâm gia công nhưng theo suy luận toán học cộng với thực tế tự động hóa thì rõ ràng là hoàn toàn có thể. Mình chỉ làm toolpath cho cả turning và milling cho khach hàng thì làm nhiều lần và nhận thấy chương trình khá phức tạp không thể làm Mill riêng và turn riêng vì nó quá thủ công chả có tý nào tự động hóa cả. Rất tiếc mình không đực khách hàng cho con post nào ! Hi vong thời gian tới có cái để bàn luận
.
Ðề: Mastercam 4-5 Axis Machining
Mình gỡ bỏ Catia V6 rồi ! không biết mặt mũi Post nó ra sao.
Catia Post ra nhiều gốc trong cùng 1 Program được với Mastercam lại càng dễ ràng hơn.
Post được 54 gốc cả thảy với 6 gốc cơ bản và 48 gốc mở rộng.
Còn vụ Mill turn thì mình nghĩ chắc chắn là được và tới đây mình sẽ chạy trên Vericut cho coi mà Vericut OK thì chạy thật là cái chắc chắn nhé.
Mình gỡ bỏ Catia V6 rồi ! không biết mặt mũi Post nó ra sao.
Catia Post ra nhiều gốc trong cùng 1 Program được với Mastercam lại càng dễ ràng hơn.
Post được 54 gốc cả thảy với 6 gốc cơ bản và 48 gốc mở rộng.
Còn vụ Mill turn thì mình nghĩ chắc chắn là được và tới đây mình sẽ chạy trên Vericut cho coi mà Vericut OK thì chạy thật là cái chắc chắn nhé.
C
Author
Ðề: Mastercam 4-5 Axis Machining
Các anh chỉ giúp em gia công chi tiết bên dưới trên máy 4 trục với , chi cần gia công phần rãnh trong không cần gia công đường kính ngoài. Thanks
http://www.mediafire.com/download/8i95s4b324c87c3/0.stp
Các anh chỉ giúp em gia công chi tiết bên dưới trên máy 4 trục với , chi cần gia công phần rãnh trong không cần gia công đường kính ngoài. Thanks
http://www.mediafire.com/download/8i95s4b324c87c3/0.stp
Ðề: Mastercam 4-5 Axis Machining
Msurface cũng là một lựa chọn. File của bạn bề mặt không đồng nhất nên khi chọn toàn bộ mặt rãnh có thể chương trình sẽ báo lỗi không tạo được đường FLOWLINE. Mình chỉ chọn 1 mặt làm ví dụ
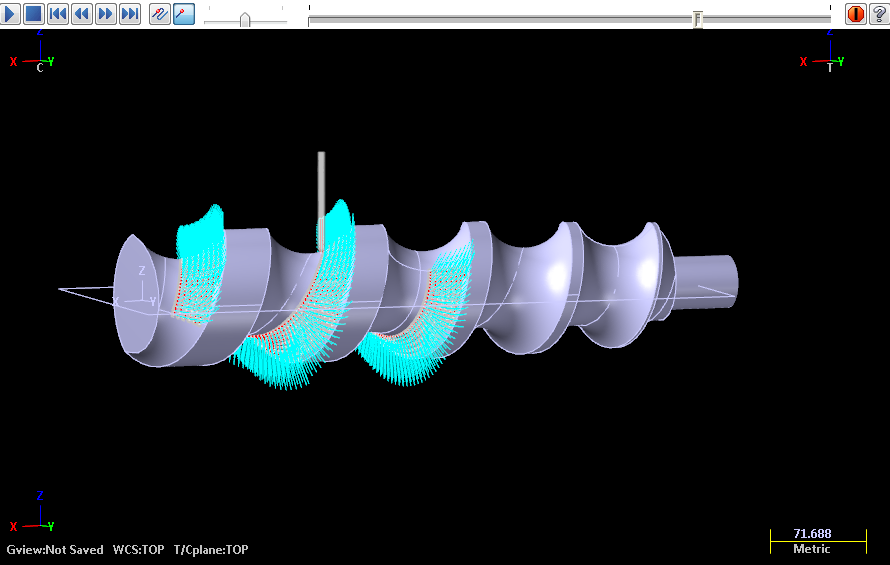
Rất cám ơn anh đã gợi ý nhưng chạy theo kiểu rotary thì đường dao đi theo phương X hoặc A xis cut, có cách nào chạy theo biên dạng không anh . Thanks
A