H
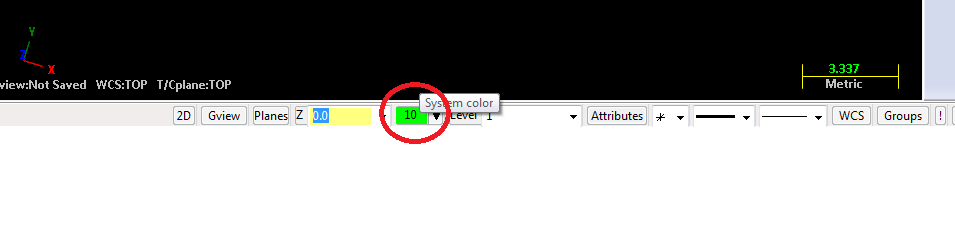
Cả nhà cho mình hỏi về cách đổi màu của line.
Hiện tại mình vẽ bản vẽ thành thục với Master CamX rồi.
Nhưng vẫn chưa biết cách chuyển mầu của đối tượng theo nhóm hay 1 đối tượng như thế nào?
Mong anh em chỉ giáo giúp. Cảm ơn.
Hiện tại mình vẽ bản vẽ thành thục với Master CamX rồi.
Nhưng vẫn chưa biết cách chuyển mầu của đối tượng theo nhóm hay 1 đối tượng như thế nào?
Mong anh em chỉ giáo giúp. Cảm ơn.
")