M
Phay thuận hay phay nghịch????
- Thread starter paven8880
- Ngày mở chủ đề


Anh TYA ơi, em ko biết anh định nghĩa thế nào về phay nghịch chứ theo em được học thì
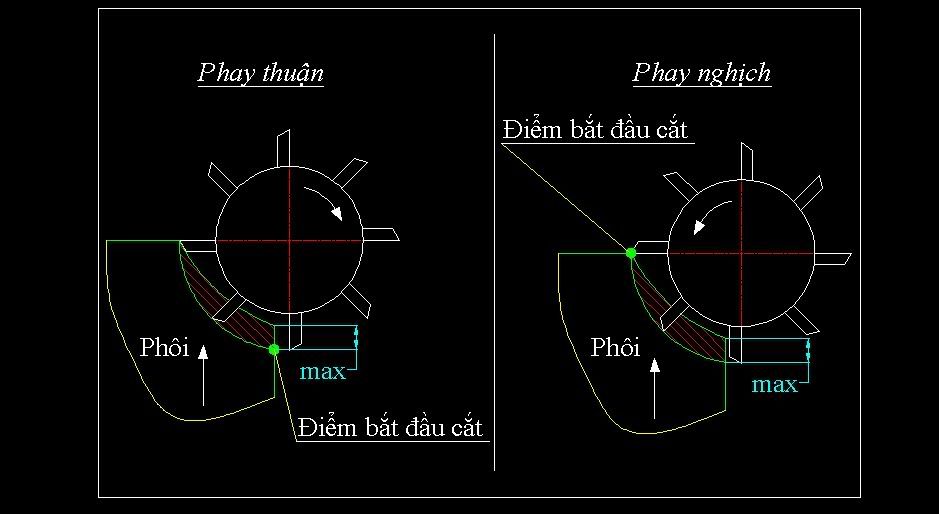
Trong quá trình phay nghịch, chiều dày phoi biến đổi từ Min tới Max nên quá trình cắt ít va đập, nhưng dễ có hiện tượng trượt.
Trong hình vẽ của anh như trên thì chiều dày phoi biến đổi từ Max tới Min mà. Như vậy đó phải là phay thuận chứ ko phải phay nghich.
Trong quá trình phay nghịch, chiều dày phoi biến đổi từ Min tới Max nên quá trình cắt ít va đập, nhưng dễ có hiện tượng trượt.
Trong hình vẽ của anh như trên thì chiều dày phoi biến đổi từ Max tới Min mà. Như vậy đó phải là phay thuận chứ ko phải phay nghich.
N
Không sao anh TYA ah, cảm ơn anh đã chỉ dẫn, anh có đường link về các bài đó ko. Post cho em đỡ phải lần.hihi
Nhìn hình đó anh đoán là câtlog hoặc tờ rơi dùng cho các semina của anh mtam. Phay, tiện anh ý đều có. Cần thì hỏi xem anh ấy pot trong dd tiêu đề là gì mà tìm (nếu đã). Không phải link web đâu.
@mtam : em có ý kiến bổ xung cho hình summary của bác nè.

M
Theo tớ thì định nghịa up-cutting với down-cutting tớ đưa ra là không nhầm đâu TYA ạ!
TYA thử tham khảo một định nghĩa khác ở link dưới đây nhé!
http://www.mfg.mtu.edu/cyberman/machining/trad/milling/index.html
TYA thử tham khảo một định nghĩa khác ở link dưới đây nhé!
http://www.mfg.mtu.edu/cyberman/machining/trad/milling/index.html
Author
Trích dẫn: "Nhưng thực tế khi em đi thực tập người ta phay nhông xích xe máy vẫn dùng phay thuận mà"
Sao bạn biết rõ đó là phay thuận? Nếu muốn phay nghich thì người ta phải đổi cái gì đây? MÌnh cũng suy nghĩ rất lâu câu hỏi này mới đưa ra đấy! Mình nghĩ trong quá trình cắt răng bằng bh quá trình cắt chuyển đổi giữa 2 sơ đồ trên! Ko biết có đúng ko???
Sao bạn biết rõ đó là phay thuận? Nếu muốn phay nghich thì người ta phải đổi cái gì đây? MÌnh cũng suy nghĩ rất lâu câu hỏi này mới đưa ra đấy! Mình nghĩ trong quá trình cắt răng bằng bh quá trình cắt chuyển đổi giữa 2 sơ đồ trên! Ko biết có đúng ko???
Người ta định nghĩa phay thuận và phay nghịc như sau:
- Phay thuận: là chiều quay của dao phay cùng chiều với chiều tiến của phôi (bàn máy) -> Độ dày của phoi giảm dần- từ max đến min-> gây va đập... tuy nhiên lực cắt cùng chiều lực gá làm cứng vững hơn...
- Phay nghịch: (ngược lại với phay thuận) là chiều quay của dao phay ngược chiều với chiều tiến của phôi (bàn máy)...
=> Hình của Pác TYA là sai!
Kiến thức có hạn mong thông cảm!
- Phay thuận: là chiều quay của dao phay cùng chiều với chiều tiến của phôi (bàn máy) -> Độ dày của phoi giảm dần- từ max đến min-> gây va đập... tuy nhiên lực cắt cùng chiều lực gá làm cứng vững hơn...
- Phay nghịch: (ngược lại với phay thuận) là chiều quay của dao phay ngược chiều với chiều tiến của phôi (bàn máy)...
=> Hình của Pác TYA là sai!
Kiến thức có hạn mong thông cảm!
Author
Sơ đồ dưới đây chuyển từ phay thuận sang phay nghịch
ban đầu là phay thuận: chiều dày phoi từ max -> min.

Sau đó là phay nghịch: Chiều dày phoi từ min -> max

cùng đóng góp nhé
Paven8880
???? xem hình giống nhau
====
by TYA : paven đã nhớ nhầm giống tôi. Hình trên cùng là phay nghịch
ban đầu là phay thuận: chiều dày phoi từ max -> min.
Sau đó là phay nghịch: Chiều dày phoi từ min -> max
cùng đóng góp nhé
Paven8880
???? xem hình giống nhau
====
by TYA : paven đã nhớ nhầm giống tôi. Hình trên cùng là phay nghịch
Last edited by a moderator:
K
Sơ đồ dưới đây chuyển từ phay thuận sang phay nghịch
ban đầu là phay thuận: chiều dày phoi từ max -> min.
Sau đó là phay nghịch: Chiều dày phoi từ min -> max
cùng đóng góp nhé
Paven8880
???? xem hình giống nhau
====
by TYA : paven đã nhớ nhầm giống tôi. Hình trên cùng là phay nghịch
ban đầu là phay thuận: chiều dày phoi từ max -> min.
Sau đó là phay nghịch: Chiều dày phoi từ min -> max
cùng đóng góp nhé
Paven8880
???? xem hình giống nhau
====
by TYA : paven đã nhớ nhầm giống tôi. Hình trên cùng là phay nghịch
D

Down cut ( phay thuận)(hình trên) : chiều quay của dao cùng chiều với chiều tiến của vật gia công. Đặc điểm:
+ Độ va đập lớn, nên cần dụng cụ có độ cứng cao.
+ Ít nhìn thấy dấu răng trên mặt gia công ( so với phay nghịch )
+ Ít làm mòn dụng cụ cắt.
+ Mặt cắt đẹp.
Up cut (phay nghịch) (hình dưới): chiều quay của dao ngược chiều với chiều tiến của vật gia công. Đặc điểm :
+ Do vật chuyển động cùng chiều với chiều quay của dao,nên dụng cụ cắt ko cần độ cứng lớn cũng có thể cắt.
+ Dễ nhìn thấy dấu răng cắt trên bề mặt vật gia công.
+ Lực ma sát lớn, dụng cụ dễ bị uốn cong và có thể nhìn thấy dấu răng cắt.
+ Do lực ma sát lớn,nhiệt độ gây ra do ma sát có thể làm mòn dụng cụ cắt.
+ Độ nhẵn bóng trên bề mặt cắt cao ( trong trường hợp chế độ cắt thích hợp )
Với những lí do trên, có thể thấy mỗi công ty chọn 1 phương pháp khác nhau để gia công , tùy vào điều kiện cụ thể của vật gia công,chế độ cắt và dao cắt ( có độ cứng thấp hoặc cao ).
Thông thường để bảo vệ dao cắt, họ sử dụng chế độ phay thuận, vì tiền mua dao hay mài lại dao cũng khá tốn kém. Hơn nữa chế độ phay thuận khi gia công tinh cũng cho bề mặt gia công rất đẹp.
Công ty nào thường xuyên dùng chế độ phay thuận chắc " con nhà giàu rồi " . Để ý mấy công ty đó mà xin vô làm việc thôi :64: ( just for fun )
Last edited by a moderator:
Author
Hix! mọi người cùng hiểu theo hướng đó ah? 2 hình trên giông nhau ở điểm nào! khi mới cắt con dao sẽ phải hớt 1 lượng chiều dày phoi từ max -> min còn gì! Đúng ko? Còn khi nó cắt đến khoảng giữa thì khác! đó chính là sự khác biệt đó đúng ko? Người ta phân ra phay thuận và nghịch chủ yếu là quan tâm đến chiều dày lớp phoi thay đổi thế nào thôi! hướng thì thế nào chả đc! Cái này liên quan đến rung động và nhám mà!!!!!!
Mong đóng góp!!!
Paven8880_
Mong đóng góp!!!
Paven8880_
Author
Up cut ( phay thuận)(hình trên) : chiều quay của dao cùng chiều với chiều tiến của vật gia công. Đặc điểm:
+ Do vật chuyển động cùng chiều với chiều quay của dao,nên dụng cụ cắt ko cần độ cứng lớn cũng có thể cắt.
+ Dễ nhìn thấy dấu răng cắt trên bề mặt vật gia công.
+ Lực ma sát lớn, dụng cụ dễ bị uốn cong và có thể nhìn thấy dấu răng cắt.
+ Do lực ma sát lớn,nhiệt độ gây ra do ma sát có thể làm mòn dụng cụ cắt.
+ Độ nhẵn bóng trên bề mặt cắt cao ( trong trường hợp chế độ cắt thích hợp )
Down cut (phay nghịch) (hình dưới): chiều quay của dao ngược chiều với chiều tiến của vật gia công. Đặc điểm :
+ Độ va đập lớn, nên cần dụng cụ có độ cứng cao.
+ Ít nhìn thấy dấu răng trên mặt gia công ( so với phay thuận )
+ Ít làm mòn dụng cụ cắt.
+ Mặt cắt đẹp.
Với những lí do trên, có thể thấy mỗi công ty chọn 1 phương pháp khác nhau để gia công , tùy vào điều kiện cụ thể của vật gia công,chế độ cắt và dao cắt ( có độ cứng thấp hoặc cao ).
Thông thường để bảo vệ dao cắt, họ sử dụng chế độ phay nghịch,cắt thô và cắt tinh, vì tiền mua dao hay mài lại dao cũng khá tốn kém. Hơn nữa chế độ phay nghịch khi gia công tinh cũng cho bề mặt gia công rất đẹp.
Công ty nào thường xuyên dùng chế độ phay thuận chắc " con nhà giàu rồi " . Để ý mấy công ty đó mà xin vô làm việc thôi :64: ( just for fun )
Last edited by a moderator:
Hix! mọi người cùng hiểu theo hướng đó ah? 2 hình trên giông nhau ở điểm nào! khi mới cắt con dao sẽ phải hớt 1 lượng chiều dày phoi từ max -> min còn gì! Đúng ko? Còn khi nó cắt đến khoảng giữa thì khác! đó chính là sự khác biệt đó đúng ko? Người ta phân ra phay thuận và nghịch chủ yếu là quan tâm đến chiều dày lớp phoi thay đổi thế nào thôi! hướng thì thế nào chả đc! Cái này liên quan đến rung động và nhám mà!!!!!!
Mong đóng góp!!!
Paven8880_
Mong đóng góp!!!
Paven8880_
Ko thể chỉ 1 răng đc! Hix. Cả 1 đoạn cắt của người ta.....TYA xem lại xem. Cũng chỉ là tranh luận cho hiểu thêm thôi
Anh Tya , Ksnguyên đã đúng .
Last edited:
Đây là ý kiến của mình,bê nguyên trong Máy cắt kim loại ra đó,chính xác 100%.Phay thuận là chiều quay của dao và chiều tịnh tiến của bàn máy cùng chiều nhau.Phay nghịch là chiều quay của dao và chiều tịnh tiến của bàn máy ngược chiều nhau.Theo như sơ đồ trên thì hình trên là phay thuận,hình dưới là phay nghịch.không còn ý kiến gì nữa
N
phay thuận hay phay nghịch ?
:11::76::76::76::76:
nhiều ý kiến khác nhau quá nhưng hình bạn paven đưa đúng là phay nghịch rồi . Trên nguyên tắc khi chiều quay của dụng cụ cắt không đổi thì :
- Phay thuận là khi chiều tiến của chi tiết cùng với chiều quay trục chính mang dao . Hay nói cách khác bước tiến của chi tiết cùng hướng thoát phôi . Lực cắt nhỏ nhưng đòi hỏi máy phải có độ cứng vững và dễ hư hại dao .
- Phay nghịch là khi chiều tiến của chi tiết ngược chiều với chiều quay trục chính mang dao . Hay nói cách khác bước tiến của chi tiết cùng ngược với hướng thoát phôi . Lực cắt lớn nên lưu ý chừa lượng dư để gia công tinh vì dễ phạm dao .
Paven xem lại hình mà bạn post nhé. Mình đồng ý với anh TYA. Trong cả 2 hình bạn post lên đều có cùng chiều quay của dao, chiều tịnh tiến của phôi. Chiều sâu cắt cũng là thay đổi từ min -> max. Cả hai hình phay nghịch rùi bạn ah. Xem lại bạn nhé!
:11::76::76::76::76:
nhiều ý kiến khác nhau quá nhưng hình bạn paven đưa đúng là phay nghịch rồi . Trên nguyên tắc khi chiều quay của dụng cụ cắt không đổi thì :
- Phay thuận là khi chiều tiến của chi tiết cùng với chiều quay trục chính mang dao . Hay nói cách khác bước tiến của chi tiết cùng hướng thoát phôi . Lực cắt nhỏ nhưng đòi hỏi máy phải có độ cứng vững và dễ hư hại dao .
- Phay nghịch là khi chiều tiến của chi tiết ngược chiều với chiều quay trục chính mang dao . Hay nói cách khác bước tiến của chi tiết cùng ngược với hướng thoát phôi . Lực cắt lớn nên lưu ý chừa lượng dư để gia công tinh vì dễ phạm dao .
R
Hix! mọi người cùng hiểu theo hướng đó ah? 2 hình trên giông nhau ở điểm nào! khi mới cắt con dao sẽ phải hớt 1 lượng chiều dày phoi từ max -> min còn gì! Đúng ko? Còn khi nó cắt đến khoảng giữa thì khác! đó chính là sự khác biệt đó đúng ko? Người ta phân ra phay thuận và nghịch chủ yếu là quan tâm đến chiều dày lớp phoi thay đổi thế nào thôi! hướng thì thế nào chả đc! Cái này liên quan đến rung động và nhám mà!!!!!!
Mong đóng góp!!!
Paven8880_
Mong đóng góp!!!
Paven8880_
1- Mọi người cùng hiểu như vậy bởi vì... nó đúng như vậy! Cả 2 sơ đồ của bạn đều là phay nghịch. Bạn lật sách "công nghệ chế tạo máy" hoặc "kỹ thuật phay" gì đó xem lại nhé. Chưa thông chỗ này không thể nói chuyện tiếp được!
Theo ý kiến của một số bạn ở trang đầu về máy phay là không đúng. Mọi máy phay đều có thể phay thuận hoặc nghịch tuỳ thuộc vào hướng quay của dao và hướng tiến dao. Ở sơ đồ như bạn đã post, nếu giữ nguyên chiều quay dao và cho hướng tiến dao từ dưới lên thì đó là phay thuận.
2- Phay thuận = Climb Milling = Down-cut Milling = Phay "cắt xuống"
Down-cut: cắt xuống, nghĩa là lực cắt có xu hướng ép phôi xuống bàn máy. Tuy nhiên, điều này chỉ đúng trong một số trường hợp, như trên máy phay ngang chẳng hạn. Trong máy phay lăn (như sơ đồ bạn post), phay thuận hay nghịch gì thì dao vẫn buộc phải quay theo chiều như vậy, và đều tạo lực ép xuống bàn máy.
Climb: vì có vẻ như nó "trèo" trên mặt phôi. Thuật ngữ này chính xác và phổ biến hơn (không phụ thuộc vào kiểu ngang, đứng hay... nghiêng ngửa gì cả)
Ưu điểm: sản phẩm đạt độ chính xác và chất lượng bề mặt cao hơn, dao bền hơn
Nhược điểm: bị va đập lớn, dễ gây rung động. Nếu bề mặt phôi bị chai cứng hoặc có cát (phôi đúc) dễ làm hư hỏng dao.
Điều kiện áp dụng: máy mới, hệ thống công nghệ cứng vững, độ rơ bàn máy nhỏ, phôi không bị chai cứng hoặc có cát bề mặt.
3- Phay nghịch = Conventional Milling = Up-cut Milling = Phay "cắt lên"
Nhược điểm: dao bị trượt ở đầu lát cắt -> nhanh mòn -> giảm thọ; chất lượng bề mặt chi tiết kém
Ưu điểm: quá trình cắt êm hơn và không bị các nhược điểm của phay thuận
Như đã nêu ở ý 2, điều kiện để áp dụng phay thuận không phải dễ dàng -> đa số trường hợp (bất kể kiểu máy nào, kể cả phay lăn răng bao hình như bạn đã nêu), người ta thường dùng phay nghịch hơn. Và chính vì vậy, nó có tên là Conventional (thông dụng, phổ biến...)
Last edited by a moderator:
W