
T
Author
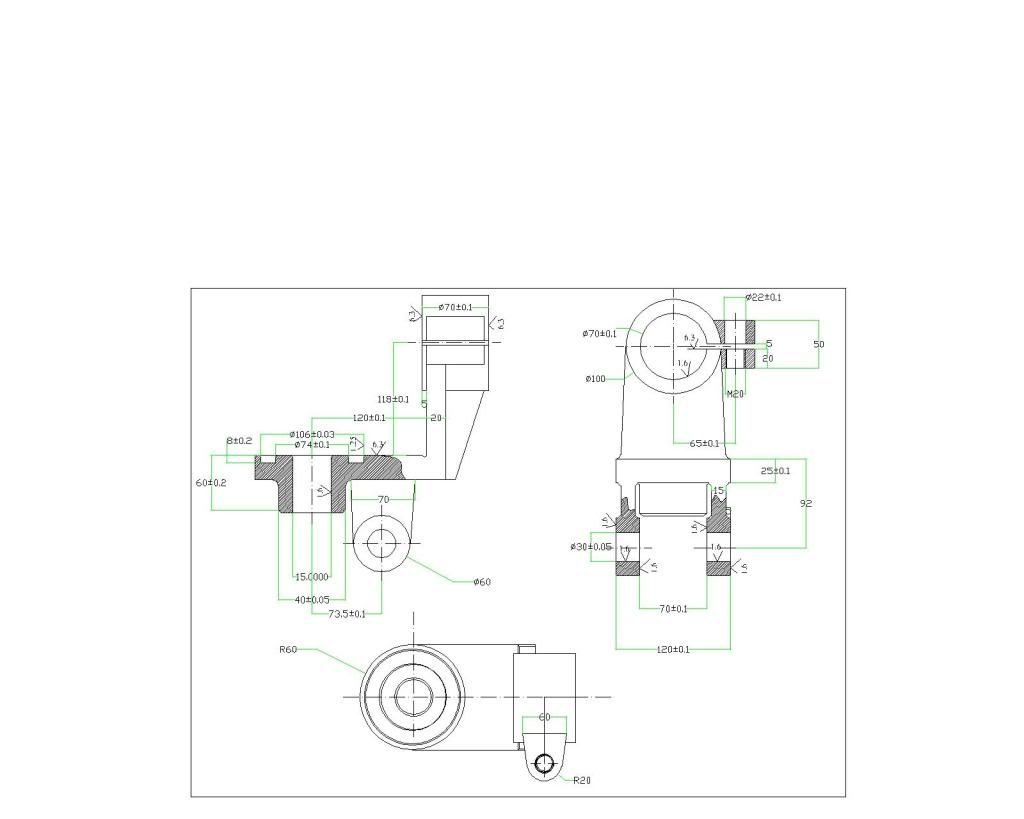
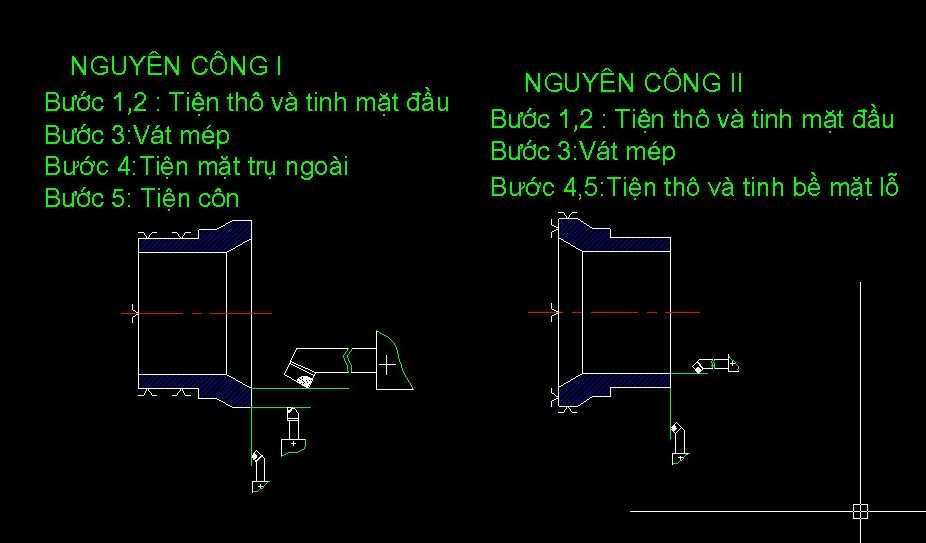
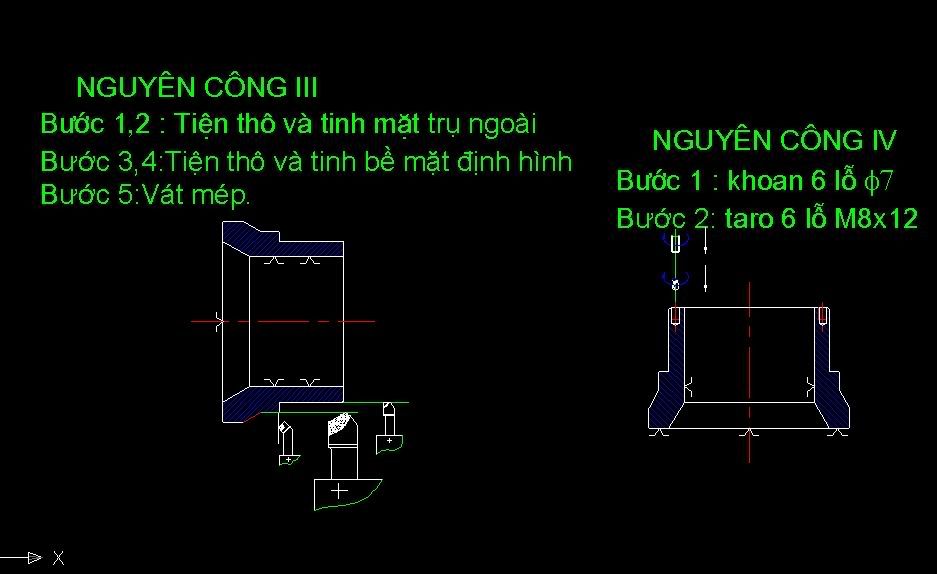
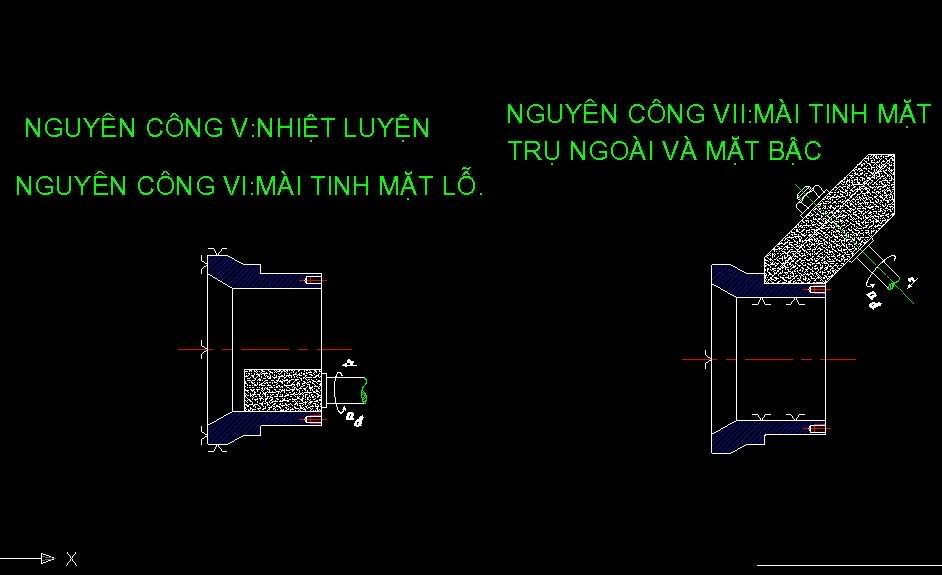
Mình đang thực hiện đồ án công nghệ chế tao máy gióng với cái của bạn nguyentuanctm, vì lần đầu nên chưa có kinh nghiệm, mình vẫn chưa biết dùng phương pháp nào để chế tạo phôi cho chi tiết này (với dạng sản xuất hàng loạt) Bác nào có khả năng giúp với. thanks
http://i450.photobucket.com/albums/q...g?t=1221584876
http://i450.photobucket.com/albums/q...g?t=1221584876
")