
Author
Hầu hết các kỹ sư và công nhân trong các nhà máy cơ khí nước ngoài, đều có những am hiểu sâu sắc về các tiêu chuẩn trong gia công cơ khí.Đặc biệt là ở Nhật với bộ tiêu chuẩn JIS khoa học và đầy đủ.Nhưng ở Việt Nam mình khi học ở trường thật là buồn khi các tiêu chuẩn này sinh viên ít khi được tiếp xúc.Ra trường khi đi làm việc mình thực sự không biết tìm đâu ra các quy định về dung sai trong bản vẻ mà khách hàng quy định.Mình không biết người ta dựa vào đâu để đưa ra dung sai kích thước.Và hôm nay tôi xin cung cấp cho những ai chưa biết về ISO 2768.Một tiêu chuẩn dung sai được áp dụng khá nhiều với các khách hàng của công ty tôi.
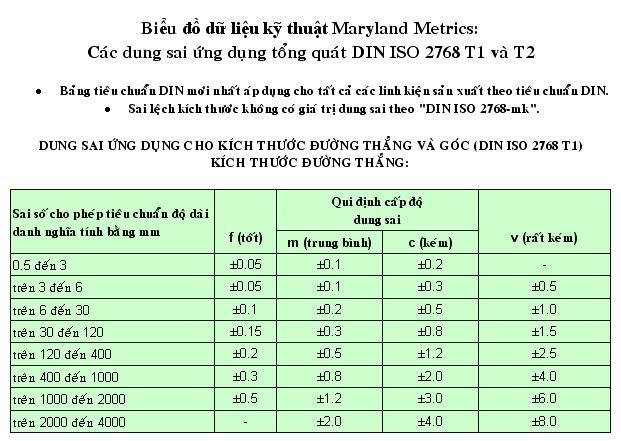
Lấy ví dụ cho việc dùng bảng dung sai ISO 2768 đối với dung sai kích thước.
VD: Khi ta muốn gia công 1 kích thước có chiều dài 10mm mà cần độ chính xác cao vậy khi cho dung sai vị trí ta chọn cấp dung sai là cấp F
Vậy với cấp F, chiều dài 10mm ta chọn dung sai kích thước cho gia công là 0.1mm
Lấy ví dụ cho việc dùng bảng dung sai ISO 2768 đối với dung sai kích thước.
VD: Khi ta muốn gia công 1 kích thước có chiều dài 10mm mà cần độ chính xác cao vậy khi cho dung sai vị trí ta chọn cấp dung sai là cấp F
Vậy với cấp F, chiều dài 10mm ta chọn dung sai kích thước cho gia công là 0.1mm
Last edited:
