Ðề: Tối ưu hóa đường chạy dao gia công 4 trục.
Phay không giống Tiện ! 4 trục hay 5 trục việc phân độ là bắt buộc ( ngoại trừ trung tâm gia công no bao gồm cả tiện nên có lênh quay trục A riêng giống như tiện ) Lý do : Nếu đường kính chi tiết là D thì D lớn hay nhỏ ta sẽ tính Feed ra sao đây và Post không có cơ sở để tính toán feed cho bạn tất nhiên nếu cố ép để được đoạn code đó thì cũng vẫn đúng nhưng yêu cầu phải tính toán xem trục A quay thế nào ? Tính feed ra sao khi mà Tool đứng yên mỗi trục A quay cái này với Mill 4 trục chỉ G93 là giải quyết đươc. Liêu có cách nào làm trục A xoay n vòng /phút không ? còn nếu đưa G94 F250 vào thông thường thì bài toán coi như đứt vì mỗi D khác nhau ta phải có F khác nhau tức là tính vận tôc phôi so với tool. đó là lý do Post nó vi phân nhỏ như bác phúc Post lên.
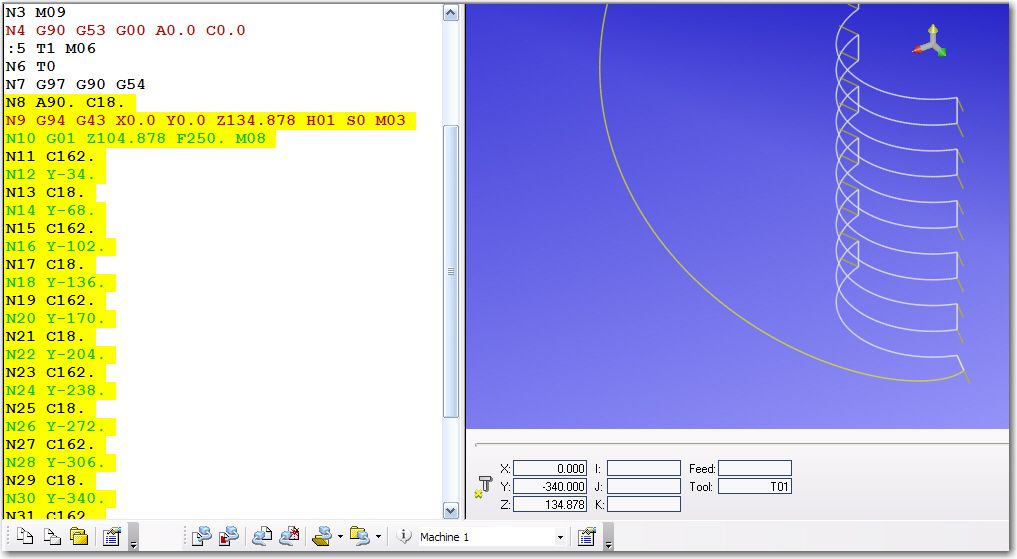
Khuyên luôn là không nên ép code cho ngắn lại chỉ nên tăng vi phân khi post ra và kèm theo Feed hợp lý thì code ngắn lại 50% kèm theo G93 !
Rất cám ơn bác chimen, theo mình ý tưởng dùng G93 của Bác là khá thú vị và có lẻ là hướng đi đúng cho gia công 4/5 axis. Mình sẽ nghiên cứu thử xem. Mình cũng có thử chỉnh step cho góc xoay - tăng nó lên, tuy nhiên có cảm giác là post nó bỏ qua vài vị trí Angle đi kèm với giá trị X, (việc bỏ qua này khá nguy hiểm, tuy nhiên mình đang chuẩn bị phôi, máy để test trong thời gian tới.)
Giải pháp của mình là tăng vi phân khoản 0.5 độ mỗi bước và tính toán Feed cho G93 code sẽ giảm 80% chỉ cần 210 dòng lệnh để chạy từ 0 tới 100 độ mà Post nó có cơ sở tính toán rã ràng. Khi chạy chương trình có vi phân độ như trên dùng G94 coi chừng nhé bởi G94 sinh ra để chạy Fix tool chứ không nên chạy simultaneous băng G94.
Mình vẫn chưa từng post ra hay dùng G93 bao giờ, theo như bác thì khá thú vị. Tuy nhiên hiện nay bên mình dùng G94 thì máy vẫn chạy 4 axis OK bác ạ. Thằng bên hãng Dassault System (Pháp) nó bảo chỉnh một số chổ thì có thể rút ngắn chương trình lại, tuy nhiên mình test như nó chỉ thì không giảm được bao nhiêu. Thằng ấy nó làm được nhưng mà nó làm thì phải có $, mà bên mình thì mấy sếp muốn dùng "trí tuệ" giá rẻ trong nhà để mà làm ra.
À, mình có công trình "tự nghiên cứu" lập trình với Catia chạy helical, circular milling a chỉ có G3 X,Y,Z I,J dùng cho Simens dùng rất ok, giảm kb cho file G-Code đáng kể. Lúc nào đó share với các bạn.
Chân thành cám ơn các bác đóng góp ý kiến.


 nhưng bác phải cho em quy luật bất biến vì phần mềm nó làm việc theo quy luật, giống kiểu macro ấy.
nhưng bác phải cho em quy luật bất biến vì phần mềm nó làm việc theo quy luật, giống kiểu macro ấy.