S
- KỸ THUẬT TRUYỀN THỐNG // CƠ KHÍ - TỰ ĐỘNG HÓA
- Vật liệu & Kỹ thuật Vật liệu
- Công nghệ và Kỹ thuật Vật liệu

Ðề: Xin tài liệu thiết kế đúc mẫu chảy
Nếu bạn đúc Inox thì công nghệ mẫu cháy sẽ không thể làm được, nên dùng công nghệ mẫu chảy. Thực tế công nghệ mẫu chảy trước đây thoát sáp bằng cách luộc mẫu cho sáp chảy ra và nổi lên. Hiện nay công nghệ hiện đại cho phép áp dụng sử dụng lực chân không để thoát sáp. Tức la ta nung mẫu cho sap chảy ra va dung lực hút chân không để hút phần sáp chảy ra ngoài. Phần tạo mấu sáp cung có máy nén (phun sáp) bơm vào khuôn. Có hệ thống lò nung sấy tiêu chuẩn.
Công nghệ này khi đi tham quan nhà máy đúc tại Hàn Quốc họ sử dụng rất hiệu quả. Chỉ có 40 công nhân thôi, với diện tích nền nhà xưởng 1000m2 xây 2 tầng sản lượng của họ 120tấn/tháng. Đây vẫ là công nghê có nhiều ưu điểm nên nghiên cứu và phát triển!
Nếu bạn đúc Inox thì công nghệ mẫu cháy sẽ không thể làm được, nên dùng công nghệ mẫu chảy. Thực tế công nghệ mẫu chảy trước đây thoát sáp bằng cách luộc mẫu cho sáp chảy ra và nổi lên. Hiện nay công nghệ hiện đại cho phép áp dụng sử dụng lực chân không để thoát sáp. Tức la ta nung mẫu cho sap chảy ra va dung lực hút chân không để hút phần sáp chảy ra ngoài. Phần tạo mấu sáp cung có máy nén (phun sáp) bơm vào khuôn. Có hệ thống lò nung sấy tiêu chuẩn.
Công nghệ này khi đi tham quan nhà máy đúc tại Hàn Quốc họ sử dụng rất hiệu quả. Chỉ có 40 công nhân thôi, với diện tích nền nhà xưởng 1000m2 xây 2 tầng sản lượng của họ 120tấn/tháng. Đây vẫ là công nghê có nhiều ưu điểm nên nghiên cứu và phát triển!
Ðề: Xin tài liệu thiết kế đúc mẫu chảy
Đúc mẫu chảy chân không là tên gọi được nhiều người nhắc đến trong thời gian gần đây. Nguyên lý của phương pháp này giống như phương pháp đúc Áp Lực Thấp (Low Pressure Die Casting). Cho nên, theo mình, để thuật ngữ về phương pháp đúc có tính hệ thống và dễ hiểu, ta nên gọi phương pháp đúc này là: Đúc mẫu chảy - khuôn vỏ mỏng - Áp Lực thấp.
Quy trình như sau:
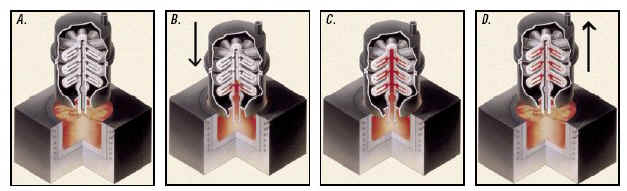
A. Khuôn vỏ mỏng (có độ thông khí tốt) được đặt trong một buồng có van chân không. Một ống rót, chắc đặc (độ thông khí kém) có một đầu hở nhô ra khỏi buồng.
B. Buồng được hạ xuống cho đến khi đầu ống rót được nhúng vào kim loại lỏng chứa trong nồi. Sau đó, áp lực thấp (lực do chân không) từ buồng kéo kim loại lỏng lên trên và điền đầy hốc khuôn.
C. Kim loại điền đầy hốc khuôn và đông đặc, trong khi vẫn ở thể lỏng trong ống rót.
D. Ngắt chân không, kim loại lỏng trong ống rót trở lại nồi. Buồng được nâng lên, kim loại đông đặc nằm trong khuôn.
Ưu điểm của phương pháp:
- Kim loại lỏng điền đầy khuôn êm, giảm các khuyết tật do dòng chảy rối như: tạo xỉ mới, ôxi hóa dòng chảy.
- Hiệu suất thu hồi cao. (Do ít tốn kim loại lỏng cho hệ thống rót)
Đây là công nghệ mới nên tài liệu về thiết bị cũng rất hiếm. Nguồn chủ yếu vẫn ở trên mạng. Bạn có thể xem video sau để hình dung về thiết bị.
http://www.sfsa.org/tutorials/leverarm/Movie/CLAHitch.MOV
Bạn vào trang dưới để đọc và lấy từ vựng tiếng Anh cho việc tìm kiếm. Khi nào làm xong tiểu luận nhớ post lên chia sẻ nhen.
http://www.daido.co.jp/english/products/casting/casting_systems.html
Thân ái,
Chào mọi người,
Kỳ này mình làm luận văn đề tài: "Thiết kế xưởng đúc thép không gỉ 304 sản lượng 1000 tấn/năm bằng công nghệ đúc mẫu chảy chân không"
Bạn nào có tài liệu về đúc mẫu chảy chân không, các thiết bị dùng trong công nghệ này thì giúp mình với.
Cảm ơn mọi người.
Kỳ này mình làm luận văn đề tài: "Thiết kế xưởng đúc thép không gỉ 304 sản lượng 1000 tấn/năm bằng công nghệ đúc mẫu chảy chân không"
Bạn nào có tài liệu về đúc mẫu chảy chân không, các thiết bị dùng trong công nghệ này thì giúp mình với.
Cảm ơn mọi người.
Quy trình như sau:
A. Khuôn vỏ mỏng (có độ thông khí tốt) được đặt trong một buồng có van chân không. Một ống rót, chắc đặc (độ thông khí kém) có một đầu hở nhô ra khỏi buồng.
B. Buồng được hạ xuống cho đến khi đầu ống rót được nhúng vào kim loại lỏng chứa trong nồi. Sau đó, áp lực thấp (lực do chân không) từ buồng kéo kim loại lỏng lên trên và điền đầy hốc khuôn.
C. Kim loại điền đầy hốc khuôn và đông đặc, trong khi vẫn ở thể lỏng trong ống rót.
D. Ngắt chân không, kim loại lỏng trong ống rót trở lại nồi. Buồng được nâng lên, kim loại đông đặc nằm trong khuôn.
Ưu điểm của phương pháp:
- Kim loại lỏng điền đầy khuôn êm, giảm các khuyết tật do dòng chảy rối như: tạo xỉ mới, ôxi hóa dòng chảy.
- Hiệu suất thu hồi cao. (Do ít tốn kim loại lỏng cho hệ thống rót)
Đây là công nghệ mới nên tài liệu về thiết bị cũng rất hiếm. Nguồn chủ yếu vẫn ở trên mạng. Bạn có thể xem video sau để hình dung về thiết bị.
http://www.sfsa.org/tutorials/leverarm/Movie/CLAHitch.MOV
Bạn vào trang dưới để đọc và lấy từ vựng tiếng Anh cho việc tìm kiếm. Khi nào làm xong tiểu luận nhớ post lên chia sẻ nhen.
http://www.daido.co.jp/english/products/casting/casting_systems.html
Thân ái,
Ðề: Xin tài liệu thiết kế đúc mẫu chảy
@Thịnh: như vậy thì tương đối giống với đúc áp lực thấp, ngày xưa khi làm đồ án tốt nghiệp tớ phải thí nghiệm đến gần trăm mẫu để xác định áp lực, thời gian giữ áp, nhiệt độ mới được chi tiết đạt yêu cầu. Như phương pháp Thịnh nêu thì các khuôn về sau ống rót càng phải dài. Tớ đã được xem ở Đài Loan họ đúc thép chịu nhiệt chi tiết van phân phối của bếp gas (0,25 kg/cái), cũng dùng mẫu chảy - khuôn vỏ mỏng kết hợp hút chân không nhưng lò của họ là lò chuyên dụng chỉ có 10 kg/mẻ sau khi nấu đạt yêu cầu, khuôn đặt trong thùng hút chân không được úp lên miệng lò (miệng khuôn vừa khít miệng lò), kẹp chặt khuôn với lò, có cơ cấu lật úp lò toàn bộ kim loại lỏng từ lò vào khuôn bắt đầu bật hút chân không, làm như vậy thì vẫn tốn kim loại lỏng vào đậu nhưng hàng thì tuyệt đẹp, rãnh dẫn (đậu gắn) rất nhỏ, dễ dàng tách chi tiết.
@Thịnh: như vậy thì tương đối giống với đúc áp lực thấp, ngày xưa khi làm đồ án tốt nghiệp tớ phải thí nghiệm đến gần trăm mẫu để xác định áp lực, thời gian giữ áp, nhiệt độ mới được chi tiết đạt yêu cầu. Như phương pháp Thịnh nêu thì các khuôn về sau ống rót càng phải dài. Tớ đã được xem ở Đài Loan họ đúc thép chịu nhiệt chi tiết van phân phối của bếp gas (0,25 kg/cái), cũng dùng mẫu chảy - khuôn vỏ mỏng kết hợp hút chân không nhưng lò của họ là lò chuyên dụng chỉ có 10 kg/mẻ sau khi nấu đạt yêu cầu, khuôn đặt trong thùng hút chân không được úp lên miệng lò (miệng khuôn vừa khít miệng lò), kẹp chặt khuôn với lò, có cơ cấu lật úp lò toàn bộ kim loại lỏng từ lò vào khuôn bắt đầu bật hút chân không, làm như vậy thì vẫn tốn kim loại lỏng vào đậu nhưng hàng thì tuyệt đẹp, rãnh dẫn (đậu gắn) rất nhỏ, dễ dàng tách chi tiết.
Ðề: Xin tài liệu thiết kế đúc mẫu chảy
Như vậy anh Hải đã từng làm qua. Những thông số anh nêu đúng là rất quan trọng để giúp hình thành nên chi tiết đạt yêu cầu.
Em nghĩ, kim loại lỏng có thể chuyển vào nồi chứa và buồng có thể hạ thấp xuống. Như vậy, chiều dài ống rót có thể giữ cố định. Anh nghĩ thế nào?
Không rõ phương pháp anh mô tả có giống như video clip sau. Quá trình rót thực hiệng bằng cách úp ống rót của khuôn lên miệng lò, sau đó nghiêng lò 180 độ. Kim loại điền đầy khuôn theo nguyên lý bình thông nhau. Lúc này, dòng chảy cũng êm. Điểm khác biệt so với phương pháp anh mô tả có thêm thùng hút chân không?
http://www.youtube.com/watch?v=dxY6FrmGLrE
@Thịnh: như vậy thì tương đối giống với đúc áp lực thấp, ngày xưa khi làm đồ án tốt nghiệp tớ phải thí nghiệm đến gần trăm mẫu để xác định áp lực, thời gian giữ áp, nhiệt độ mới được chi tiết đạt yêu cầu.
Như phương pháp Thịnh nêu thì các khuôn về sau ống rót càng phải dài.
Tớ đã được xem ở Đài Loan họ đúc thép chịu nhiệt chi tiết van phân phối của bếp gas (0,25 kg/cái), cũng dùng mẫu chảy - khuôn vỏ mỏng kết hợp hút chân không nhưng lò của họ là lò chuyên dụng chỉ có 10 kg/mẻ sau khi nấu đạt yêu cầu, khuôn đặt trong thùng hút chân không được úp lên miệng lò (miệng khuôn vừa khít miệng lò), kẹp chặt khuôn với lò, có cơ cấu lật úp lò toàn bộ kim loại lỏng từ lò vào khuôn bắt đầu bật hút chân không, làm như vậy thì vẫn tốn kim loại lỏng vào đậu nhưng hàng thì tuyệt đẹp, rãnh dẫn (đậu gắn) rất nhỏ, dễ dàng tách chi tiết.
http://www.youtube.com/watch?v=dxY6FrmGLrE
M
Q
Author
Ðề: Xin tài liệu thiết kế đúc mẫu chảy
Để trả lời được câu hỏi của bác thì em nghĩ phải hỏi ngược lại bác: " cơ chế mất nhiệt và cháy hao như thế nào? để bác sợ vậy?"
Theo em, nhiệt sẽ được cấp thường xuyên trong quá trình đúc "hút kim loại" nên không lo mất nhiệt, môi trường đúc là chân không nên cũng không lo bị ôxi hóa. Còn bác sợ cháy hao do thời gian kéo dài thì vấn đề đó đã được giải quyết trong vấn đề công nghệ rồi có phải không ạ.
Em nghĩ, kim loại lỏng có thể chuyển vào nồi chứa và buồng có thể hạ thấp xuống. Như vậy, chiều dài ống rót có thể giữ cố định. Anh nghĩ thế nào?
Theo tớ với đúc đồng hoặc nhôm thì thích hợp, còn Inox thì sợ sẽ mất nhiệt hoặc cháy hao làm sai mác(???)
Theo tớ với đúc đồng hoặc nhôm thì thích hợp, còn Inox thì sợ sẽ mất nhiệt hoặc cháy hao làm sai mác(???)
Theo em, nhiệt sẽ được cấp thường xuyên trong quá trình đúc "hút kim loại" nên không lo mất nhiệt, môi trường đúc là chân không nên cũng không lo bị ôxi hóa. Còn bác sợ cháy hao do thời gian kéo dài thì vấn đề đó đã được giải quyết trong vấn đề công nghệ rồi có phải không ạ.
Ðề: Xin tài liệu thiết kế đúc mẫu chảy
Tớ thử VD xem sao nhé:
Chúng ta nấu Inox trong lò cảm ứng 100kg/mẻ, thường kích thước lò là f180 - 200, chiều cao 450, với các khuôn đúc mẫu chảy (chi tiết nhỏ) trọng lượng mỗi khuôn khoảng 8 - 10 kg (kể cả đậu) tạm tính sau khi ngắt chân không chỉ còn chi tiết là 4 - 5 kg thép, để lại khoảng 20 kg thép lỏng trong lò thì ta phải "rót" khoảng 16 - 20 lần cho 80 kg thép lỏng. Lúc đó từ mặt nước thép lỏng khi đầy 100 kg (không phải mặt trên lò nhé, nó còn cao hơn) đến mặt của 20 kg còn lại là 360 mm.
Giả sử chỉ có 1 thùng hút chân không để lắp khuôn, khi "rót" nhiệt độ thép là 1650 độ C, cứ mỗi phút hạ 50 độ C ở ngoài không khí còn trong khuôn mẫu chảy vỏ mỏng thì có lẽ nhiệt độ hạ sẽ lâu hơn, chờ khoảng 1 phút + "rót" 0,5 phút + thao tác tháo lắp khuôn 1 phút = 2,5 phút vậy 16 - 20 khuôn mất khoảng 40 - 50 phút.
Lại giả sử có nhiều thùng hút chân không để lắp khuôn (có lẽ sẽ thích hợp vì có thể dùng "ống hút" dài dần) làm 16 - 20 thùng cho đủ một lò luôn, ta sẽ chỉ mất 1,5 phút và 16 - 20 khuôn chỉ còn 24 - 30 phút.
Chúng ta dùng cách chuyên kim loại lỏng vào nồi chứa thực chất là phải dùng 2 lò, một lò để nấu chảy đạt yêu cầu rồi đổ vào lò "rót", không có khái niệm nồi chứa vì ta đúc Inox không phải đông, nhôm chỉ cần nồi chứa có tác dụng bảo ôn để rót (đồng, nhôm có thể dùng lò điện trở, gas hoặc dầu là đủ quá nhiệt)
Với thời gian và chuyển nối như vậy nên tớ "sợ" mất nhiệt và cháy hao.
Mặt khác khi nấu Inox (nấu thép nói chung) trong lò cảm ứng khi đã quá nhiệt để rót nếu để thép lỏng lâu trong lò sẽ rất mòn tường, xỷ nhiều thì lại càng cháy hao gây sai mác. Rót hết chắc tường lò từ trên xuống đáy sẽ có chục vòng xung quanh như ống lò so...
Để trả lời được câu hỏi của bác thì em nghĩ phải hỏi ngược lại bác: " cơ chế mất nhiệt và cháy hao như thế nào? để bác sợ vậy?"
Theo em, nhiệt sẽ được cấp thường xuyên trong quá trình đúc "hút kim loại" nên không lo mất nhiệt, môi trường đúc là chân không nên cũng không lo bị ôxi hóa. Còn bác sợ cháy hao do thời gian kéo dài thì vấn đề đó đã được giải quyết trong vấn đề công nghệ rồi có phải không ạ.
Theo em, nhiệt sẽ được cấp thường xuyên trong quá trình đúc "hút kim loại" nên không lo mất nhiệt, môi trường đúc là chân không nên cũng không lo bị ôxi hóa. Còn bác sợ cháy hao do thời gian kéo dài thì vấn đề đó đã được giải quyết trong vấn đề công nghệ rồi có phải không ạ.
Chúng ta nấu Inox trong lò cảm ứng 100kg/mẻ, thường kích thước lò là f180 - 200, chiều cao 450, với các khuôn đúc mẫu chảy (chi tiết nhỏ) trọng lượng mỗi khuôn khoảng 8 - 10 kg (kể cả đậu) tạm tính sau khi ngắt chân không chỉ còn chi tiết là 4 - 5 kg thép, để lại khoảng 20 kg thép lỏng trong lò thì ta phải "rót" khoảng 16 - 20 lần cho 80 kg thép lỏng. Lúc đó từ mặt nước thép lỏng khi đầy 100 kg (không phải mặt trên lò nhé, nó còn cao hơn) đến mặt của 20 kg còn lại là 360 mm.
Giả sử chỉ có 1 thùng hút chân không để lắp khuôn, khi "rót" nhiệt độ thép là 1650 độ C, cứ mỗi phút hạ 50 độ C ở ngoài không khí còn trong khuôn mẫu chảy vỏ mỏng thì có lẽ nhiệt độ hạ sẽ lâu hơn, chờ khoảng 1 phút + "rót" 0,5 phút + thao tác tháo lắp khuôn 1 phút = 2,5 phút vậy 16 - 20 khuôn mất khoảng 40 - 50 phút.
Lại giả sử có nhiều thùng hút chân không để lắp khuôn (có lẽ sẽ thích hợp vì có thể dùng "ống hút" dài dần) làm 16 - 20 thùng cho đủ một lò luôn, ta sẽ chỉ mất 1,5 phút và 16 - 20 khuôn chỉ còn 24 - 30 phút.
Chúng ta dùng cách chuyên kim loại lỏng vào nồi chứa thực chất là phải dùng 2 lò, một lò để nấu chảy đạt yêu cầu rồi đổ vào lò "rót", không có khái niệm nồi chứa vì ta đúc Inox không phải đông, nhôm chỉ cần nồi chứa có tác dụng bảo ôn để rót (đồng, nhôm có thể dùng lò điện trở, gas hoặc dầu là đủ quá nhiệt)
Với thời gian và chuyển nối như vậy nên tớ "sợ" mất nhiệt và cháy hao.
Mặt khác khi nấu Inox (nấu thép nói chung) trong lò cảm ứng khi đã quá nhiệt để rót nếu để thép lỏng lâu trong lò sẽ rất mòn tường, xỷ nhiều thì lại càng cháy hao gây sai mác. Rót hết chắc tường lò từ trên xuống đáy sẽ có chục vòng xung quanh như ống lò so...