Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
- Thread starter QuyenQCM
- Ngày mở chủ đề

Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Thêm một phần mềm sửa lỗi nhấc Z mình thấy rất dễ sử dụng do bác CepterSnow viết ra chỉ bới 2 cái click chuột là đã sửa lỗi được.
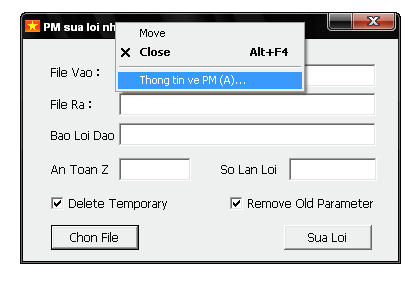
Link tải: http://www.mediafire.com/?ervsoojyo8anul2
Thêm một phần mềm sửa lỗi nhấc Z mình thấy rất dễ sử dụng do bác CepterSnow viết ra chỉ bới 2 cái click chuột là đã sửa lỗi được.
Link tải: http://www.mediafire.com/?ervsoojyo8anul2
Author
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Tất cả vì cộng đồng Việt.
@Lợi :ScepterSnow nhé
Tất cả vì cộng đồng Việt.
@Lợi :ScepterSnow nhé
Last edited:
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Vâng xin cảm ơn bác ScepterSnow đã share phần mềm này cho cộng đồng Việt. Em xin lỗi đã viết sai tên
Vâng xin cảm ơn bác ScepterSnow đã share phần mềm này cho cộng đồng Việt. Em xin lỗi đã viết sai tên
V
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Bạn xem lại cái máy , phần mềm điều khiển , và có thể do trục Z _____ ! nếu có vệt là bị sai số nhiều rồi , đa phần đều bị , nhưng không nhiều và rõ như thế
Các bác cho e hỏi cái là từ Artcam thì làm thế nào. cứ mỗi lần dừng rồi tiếp tục là nó có cái vạch ngang rất khó chịu
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
có thể là do máy, nếu dừng máy 1 chút để coi sản phẩm và cho chạy tiếp mà nó bị 1 vệt sướt thì khi dừng máy bác ghi lại tọa độ XYZ, sau đó cho lùi lại 1 vài dòng gcode rồi xóa phần code ở trên rồi cho chạy tiếp xem sao, nếu Z vẫn bị sướt ( cao hơn hoặc ăn xuống xâu hơn ) thì cách sửa như sau : ( đối với phần mềm điều khiển cho nhập mã lệnh thôi nha, ví dụ như mach3 )
Nếu Z cao hơn ( bạn ước lượng cao hơn bao nhiêu nha ) ví dụ là nó cao hơn 0.2 đi, tại vị trí đó tôi tạm cho Z -4.5 đi vậy Z phải xuống thêm 0.2 nữa thì mới ăn bằng mặt phôi
Bạn cho Z - thêm 0.2 nữa, vậy Z bây giờ là -4.7, nhưng ta lại muốn cho Z ngay tại vị trí đó Z -4.5
Dùng mã lệnh G92Z-4.5 rồi load file chạy tiếp thôi
Đối với G92 rất nhiều cách ứng biến, nếu bạn ở HCM thì qua tôi chỉ cho
có thể là do máy, nếu dừng máy 1 chút để coi sản phẩm và cho chạy tiếp mà nó bị 1 vệt sướt thì khi dừng máy bác ghi lại tọa độ XYZ, sau đó cho lùi lại 1 vài dòng gcode rồi xóa phần code ở trên rồi cho chạy tiếp xem sao, nếu Z vẫn bị sướt ( cao hơn hoặc ăn xuống xâu hơn ) thì cách sửa như sau : ( đối với phần mềm điều khiển cho nhập mã lệnh thôi nha, ví dụ như mach3 )
Nếu Z cao hơn ( bạn ước lượng cao hơn bao nhiêu nha ) ví dụ là nó cao hơn 0.2 đi, tại vị trí đó tôi tạm cho Z -4.5 đi vậy Z phải xuống thêm 0.2 nữa thì mới ăn bằng mặt phôi
Bạn cho Z - thêm 0.2 nữa, vậy Z bây giờ là -4.7, nhưng ta lại muốn cho Z ngay tại vị trí đó Z -4.5
Dùng mã lệnh G92Z-4.5 rồi load file chạy tiếp thôi
Đối với G92 rất nhiều cách ứng biến, nếu bạn ở HCM thì qua tôi chỉ cho
Author
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Câu hỏi hơi tối nghĩa! cứ mỗi lần dừng là dừng cái gì rồi tiếp tục là tiếp tục cái gì vậy,
theo ý hiểu của mình là mỗi lần dừng máy rồi chạy tiếp ( máy khắc cho dừng khi đang làm việc và tiếp tục chạy) thì bị một vết ngang có thể là sâu hơn bản vẽ hoặc cao hơn hoặc nó bỏ bước,
ý kiến của mình là lỗi thiên về phần cứng hơn, chẳng liên quan gì đến phần mềm hết,
trục vít me hoặc thanh răng của bạn quá mòn rồi do đó bị lỏng khi bạn dừng máy rồi tiếp tục thì nó sẽ xuất hiện 1 khoảng trễ thời gian, máy tính đã bơm lệnh xuống rồi mà cơ cấu chấp hành bị delay nên sinh ra hiện tượng đó, bạn kiểm tra thử xem và lần sau đặt câu hỏi rõ ràng chút nhé!
tks
Các bác cho e hỏi cái là từ Artcam thì làm thế nào. cứ mỗi lần dừng rồi tiếp tục là nó có cái vạch ngang rất khó chịu
theo ý hiểu của mình là mỗi lần dừng máy rồi chạy tiếp ( máy khắc cho dừng khi đang làm việc và tiếp tục chạy) thì bị một vết ngang có thể là sâu hơn bản vẽ hoặc cao hơn hoặc nó bỏ bước,
ý kiến của mình là lỗi thiên về phần cứng hơn, chẳng liên quan gì đến phần mềm hết,
trục vít me hoặc thanh răng của bạn quá mòn rồi do đó bị lỏng khi bạn dừng máy rồi tiếp tục thì nó sẽ xuất hiện 1 khoảng trễ thời gian, máy tính đã bơm lệnh xuống rồi mà cơ cấu chấp hành bị delay nên sinh ra hiện tượng đó, bạn kiểm tra thử xem và lần sau đặt câu hỏi rõ ràng chút nhé!
tks
V
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Ôh đúng ý em luôn.cứ mỗi lần đang làm việc cho dừng lại rồi chạy tiếp là bị. vậy chắc là phải kiểm tra phần cứng. vâng em sẽ chú ý khi đặt câu hỏi.
Câu hỏi hơi tối nghĩa! cứ mỗi lần dừng là dừng cái gì rồi tiếp tục là tiếp tục cái gì vậy,
theo ý hiểu của mình là mỗi lần dừng máy rồi chạy tiếp ( máy khắc cho dừng khi đang làm việc và tiếp tục chạy) thì bị một vết ngang có thể là sâu hơn bản vẽ hoặc cao hơn hoặc nó bỏ bước,
ý kiến của mình là lỗi thiên về phần cứng hơn, chẳng liên quan gì đến phần mềm hết,
trục vít me hoặc thanh răng của bạn quá mòn rồi do đó bị lỏng khi bạn dừng máy rồi tiếp tục thì nó sẽ xuất hiện 1 khoảng trễ thời gian, máy tính đã bơm lệnh xuống rồi mà cơ cấu chấp hành bị delay nên sinh ra hiện tượng đó, bạn kiểm tra thử xem và lần sau đặt câu hỏi rõ ràng chút nhé!
tks
theo ý hiểu của mình là mỗi lần dừng máy rồi chạy tiếp ( máy khắc cho dừng khi đang làm việc và tiếp tục chạy) thì bị một vết ngang có thể là sâu hơn bản vẽ hoặc cao hơn hoặc nó bỏ bước,
ý kiến của mình là lỗi thiên về phần cứng hơn, chẳng liên quan gì đến phần mềm hết,
trục vít me hoặc thanh răng của bạn quá mòn rồi do đó bị lỏng khi bạn dừng máy rồi tiếp tục thì nó sẽ xuất hiện 1 khoảng trễ thời gian, máy tính đã bơm lệnh xuống rồi mà cơ cấu chấp hành bị delay nên sinh ra hiện tượng đó, bạn kiểm tra thử xem và lần sau đặt câu hỏi rõ ràng chút nhé!
tks
V
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Muốn đến chỗ các anh hỏi cho tiện quá, cơ mà em ở tận Nghệ An ạh. Để em thử theo cách này xem thế nào, cũng có thể do đặt kích thước bàn làm việc sai hoặc do như anh QuyenQCM là kiểm tra lại phần cứng xem thế nào ạh 
có thể là do máy, nếu dừng máy 1 chút để coi sản phẩm và cho chạy tiếp mà nó bị 1 vệt sướt thì khi dừng máy bác ghi lại tọa độ XYZ, sau đó cho lùi lại 1 vài dòng gcode rồi xóa phần code ở trên rồi cho chạy tiếp xem sao, nếu Z vẫn bị sướt ( cao hơn hoặc ăn xuống xâu hơn ) thì cách sửa như sau : ( đối với phần mềm điều khiển cho nhập mã lệnh thôi nha, ví dụ như mach3 )
Nếu Z cao hơn ( bạn ước lượng cao hơn bao nhiêu nha ) ví dụ là nó cao hơn 0.2 đi, tại vị trí đó tôi tạm cho Z -4.5 đi vậy Z phải xuống thêm 0.2 nữa thì mới ăn bằng mặt phôi
Bạn cho Z - thêm 0.2 nữa, vậy Z bây giờ là -4.7, nhưng ta lại muốn cho Z ngay tại vị trí đó Z -4.5
Dùng mã lệnh G92Z-4.5 rồi load file chạy tiếp thôi
Đối với G92 rất nhiều cách ứng biến, nếu bạn ở HCM thì qua tôi chỉ cho
Nếu Z cao hơn ( bạn ước lượng cao hơn bao nhiêu nha ) ví dụ là nó cao hơn 0.2 đi, tại vị trí đó tôi tạm cho Z -4.5 đi vậy Z phải xuống thêm 0.2 nữa thì mới ăn bằng mặt phôi
Bạn cho Z - thêm 0.2 nữa, vậy Z bây giờ là -4.7, nhưng ta lại muốn cho Z ngay tại vị trí đó Z -4.5
Dùng mã lệnh G92Z-4.5 rồi load file chạy tiếp thôi
Đối với G92 rất nhiều cách ứng biến, nếu bạn ở HCM thì qua tôi chỉ cho
D
D
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
bác ơi em hóng cái này lâu quá rồi :-s bác có lòng thì cho chót đi bác :8:....dùng tiếng tàu tàn làm như con vẹt chả hiểu các công dụng khác của phần mềm với tự nhiên tốn thêm 1 cổng usb..thêm nữa có bác nào hướng dẫn em sử dụng cái nc conver được ko ạ trước h em tàn dùng cái jdp 5.19 rồi chạy nc server để chuyển eng sang nc nhưng nó bắt buộc phải là win tiếng tàu mới dùng được
Đợi 3 ngày nữa mình up bản free + full tiếng anh của jdpaint 5.21 lên tha hồ quậy tưng bừng bạn à !
Còn usb key của jdpaitn 5,21 bạn cho cái búa là xong đỡ rách việc :9:
Còn usb key của jdpaitn 5,21 bạn cho cái búa là xong đỡ rách việc :9:
Last edited by a moderator:
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
Hiện tại em mắc bênh hơi lười 1 tý + thêm diễn dàn không cho phép chia sẻ phần mềm bất hợp pháp.
nich Hoctap256 của em leo cột vĩnh viễn rồi bây h em chuyển sang sử dụng nich này hehe
Bác muốn món nào thì cứ pm qua yahoo mr.truong0186@yahoo.com
hoặc tìm các diễn đàn khác em up tràn lan đầy ấy mà.
Hiện tại em mắc bênh hơi lười 1 tý + thêm diễn dàn không cho phép chia sẻ phần mềm bất hợp pháp.
nich Hoctap256 của em leo cột vĩnh viễn rồi bây h em chuyển sang sử dụng nich này hehe
Bác muốn món nào thì cứ pm qua yahoo mr.truong0186@yahoo.com
hoặc tìm các diễn đàn khác em up tràn lan đầy ấy mà.
G
G
I
Ðề: Cách sửa lỗi nhấc Z khi dùng NCCONVERT from file:*.ENG
 Nguyên văn bởi hoctap256
Nguyên văn bởi hoctap256

http://www.mediafire.com/?tjbatbn1cd449vi jdpaint5.21 NC converter new 2013
Dùng phiên bản này đi bạn.
Mình tích hợp NC converter bản tiếng anh rồi
http://www.mediafire.com/?tjbatbn1cd449vi jdpaint5.21 NC converter new 2013
Dùng phiên bản này đi bạn.
Mình tích hợp NC converter bản tiếng anh rồi