- CÔNG NGHỆ NÂNG CAO HIỆU QUẢ R&D
- [ARCHIVED] KỸ THUẬT // CƠ KHÍ - TỰ ĐỘNG HÓA
- Cơ khí - Động lực - Chế tạo máy
- Máy CNC
lập trình cnc không dùng phần mềm CAM
- Thread starter chietquan
- Ngày mở chủ đề

Ðề: lập trình cnc không dùng phần mềm CAM
Hiện nay mình là dân NC program chuyên nghiệp nhưng biểu mình viết bằng tay thì mình chịu chết, hihi. Mình đọc hiểu và edit chương trình thì OK.
Program bằng tay theo mình mệt nhất là G02, G03, hiện nay có tới 7 cách viết mã lệnh G02, G03. Tuy nhiên G02 G03 rất tuyệt vời, làm cho chương trình gọn gàng, đặc biệt một số máy kết hợp G02,G03 x,y,z chạy theo 1 đường xoắn ốc rất hay.
Hiện nay mình là dân NC program chuyên nghiệp nhưng biểu mình viết bằng tay thì mình chịu chết, hihi. Mình đọc hiểu và edit chương trình thì OK.
Program bằng tay theo mình mệt nhất là G02, G03, hiện nay có tới 7 cách viết mã lệnh G02, G03. Tuy nhiên G02 G03 rất tuyệt vời, làm cho chương trình gọn gàng, đặc biệt một số máy kết hợp G02,G03 x,y,z chạy theo 1 đường xoắn ốc rất hay.
Ðề: lập trình cnc không dùng phần mềm CAM
Vì bác là dân bàn giấy, chưa bao giờ phải mó đên cái máy CNC, chưa bao giờ phải bê phôi lên rà gá, và hơn nữa quá lạm dụng về CAM.... kekeke.
Hiện nay mình là dân NC program chuyên nghiệp nhưng biểu mình viết bằng tay thì mình chịu chết, hihi. Mình đọc hiểu và edit chương trình thì OK.
Program bằng tay theo mình mệt nhất là G02, G03, hiện nay có tới 7 cách viết mã lệnh G02, G03. Tuy nhiên G02 G03 rất tuyệt vời, làm cho chương trình gọn gàng, đặc biệt một số máy kết hợp G02,G03 x,y,z chạy theo 1 đường xoắn ốc rất hay.
Program bằng tay theo mình mệt nhất là G02, G03, hiện nay có tới 7 cách viết mã lệnh G02, G03. Tuy nhiên G02 G03 rất tuyệt vời, làm cho chương trình gọn gàng, đặc biệt một số máy kết hợp G02,G03 x,y,z chạy theo 1 đường xoắn ốc rất hay.
Vì bác là dân bàn giấy, chưa bao giờ phải mó đên cái máy CNC, chưa bao giờ phải bê phôi lên rà gá, và hơn nữa quá lạm dụng về CAM.... kekeke.
Last edited:
Ðề: lập trình cnc không dùng phần mềm CAM
À, cũng có bác ạ. Mình gia công thực tế được hơn 8 tháng rồi. Thỉnh thoảng mình cũng program trên con DMG 360 Linear 4+1trục của công ty mình, tuy nhiên edit program lệnh là chính.
Bê phôi lên thì chưa, vì phôi bên mình thường nặng nửa tấn trở lên ..kekeke, sau đó cũng có lấy cálê mỏ lết kẹp chặt, đồng hồ so, probe rà gà, dùng probe & thước các kiểu để đo. E hèm, bây giờ mà nói về gia công cơ khí, các loại dao, cán dao, các loại thước đo chắc mình cũng có khối thứ để nói à nhen. kekeke.
Mình mới gia công xong test piece (sau khi ok sẽ tiến hành sản xuất) 1 chi tiết cực kỳ phức tạp, có tới hơn 3000 kích thước, đặc biệt khoan lổ xiên D6mm dài 1200mm hehe, vài bửa show cho anh em xem chơi.
Vì bác là dân bàn giấy, chưa bao giờ phải mó đên cái máy CNC, chưa bao giờ phải bê phôi lên rà gá, và hơn nữa quá lạm dụng về CAM.... kekeke.
Bê phôi lên thì chưa, vì phôi bên mình thường nặng nửa tấn trở lên ..kekeke, sau đó cũng có lấy cálê mỏ lết kẹp chặt, đồng hồ so, probe rà gà, dùng probe & thước các kiểu để đo. E hèm, bây giờ mà nói về gia công cơ khí, các loại dao, cán dao, các loại thước đo chắc mình cũng có khối thứ để nói à nhen. kekeke.
Mình mới gia công xong test piece (sau khi ok sẽ tiến hành sản xuất) 1 chi tiết cực kỳ phức tạp, có tới hơn 3000 kích thước, đặc biệt khoan lổ xiên D6mm dài 1200mm hehe, vài bửa show cho anh em xem chơi.
Last edited:
Ðề: lập trình cnc không dùng phần mềm CAM
em thì có 7 năm làm chuyên về CNC cũng từng nhiều lần bê phôi, rà gá, đứng máy.......gian khổ nhiều rồi, bác cứ từ từ nếm trải đi ,keke
chúc công việc của bác thuận lợi...
À, cũng có bác ạ. Mình gia công thực tế được hơn 8 tháng rồi. Thỉnh thoảng mình cũng program trên con DMG 360 Linear 4+1trục của công ty mình, tuy nhiên edit program lệnh là chính.
Bê phôi lên thì chưa, vì phôi bên mình thường nặng nửa tấn trở lên ..kekeke, sau đó cũng có lấy cálê mỏ lết kẹp chặt, đồng hồ so, probe rà gà, dùng probe & thước các kiểu để đo. E hèm, bây giờ mà nói về gia công cơ khí, các loại dao, cán dao, các loại thước đo chắc mình cũng có khối thứ để nói à nhen. kekeke.
Mình mới gia công xong test piece (sau khi ok sẽ tiến hành sản xuất) 1 chi tiết cực kỳ phức tạp, có tới hơn 3000 kích thước, đặc biệt khoan lổ xiên D6mm dài 1200mm hehe, vài bửa show cho anh em xem chơi.
Bê phôi lên thì chưa, vì phôi bên mình thường nặng nửa tấn trở lên ..kekeke, sau đó cũng có lấy cálê mỏ lết kẹp chặt, đồng hồ so, probe rà gà, dùng probe & thước các kiểu để đo. E hèm, bây giờ mà nói về gia công cơ khí, các loại dao, cán dao, các loại thước đo chắc mình cũng có khối thứ để nói à nhen. kekeke.
Mình mới gia công xong test piece (sau khi ok sẽ tiến hành sản xuất) 1 chi tiết cực kỳ phức tạp, có tới hơn 3000 kích thước, đặc biệt khoan lổ xiên D6mm dài 1200mm hehe, vài bửa show cho anh em xem chơi.
chúc công việc của bác thuận lợi...
Ðề: lập trình cnc không dùng phần mềm CAM
Nhưng bằng hình anh trên thì đây không phải là lập trình CNC không dùng phần mềm CAM mà là kiểu gia công chép hình theo tỉ lệ. Thường dùng gia công chi tiết không đòi hỏi độ chính xác cao. Trên là bản vẽ chi tiết, dưới là mẫu làm bằng gỗ.
Độ chính xác , kích thước chi tiếc = (Độ chính xác mẫu, kích thước mẫu)x(hệ số tỉ lệ)
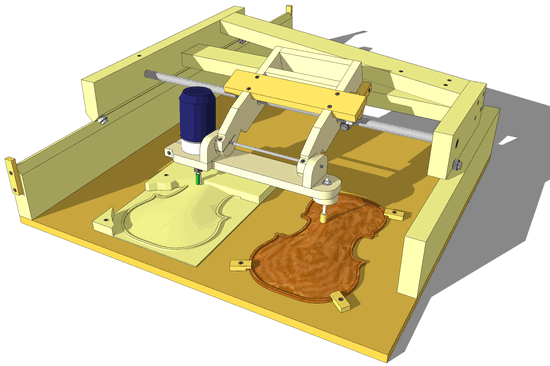
góp vui cho topic đỡ buồn với 1 số sản phẩm lập trình CNC không cần phầm mềm CAM hỗ trợ

Độ chính xác , kích thước chi tiếc = (Độ chính xác mẫu, kích thước mẫu)x(hệ số tỉ lệ)
Ðề: lập trình cnc không dùng phần mềm CAM
Chi tiết như anh chietquan gia công thì nếu đang học CNC thì lập trình bằng tay dễ mà, hồi mình học đề thi còn khó hơn thế này, nhưng chỉ làm được có 6đ thôi.hehe
Nếu bác IPumkin mà viết 1 bài viết giới thiệu về các loại dụng cụ cắt thường gặp và nó sử dụng trong các trường hợp nào.... thì hay biết mấy
Chi tiết như anh chietquan gia công thì nếu đang học CNC thì lập trình bằng tay dễ mà, hồi mình học đề thi còn khó hơn thế này, nhưng chỉ làm được có 6đ thôi.hehe
Nếu bác IPumkin mà viết 1 bài viết giới thiệu về các loại dụng cụ cắt thường gặp và nó sử dụng trong các trường hợp nào.... thì hay biết mấy
Ðề: lập trình cnc không dùng phần mềm CAM
Để thử tài các bác, mình đố các bác gia công 1 cái pocket 40x40x5mm, có góc ở cạnh là 10 viết mã lệnh dùng G1, G2 hay G3 , dùng dao D10 bước cắt ngang là 10mm, sâu 5mm, phay thuận . Các bác hãy viết đoạn mã lệnh gia công xem.
Bỏ qua các đoạn xuống dao, vào dao, đáp án là có tất cả là 7 cách viết, các bác thử sức xem.
Của quý là của lo, của cho là của ..dỏm đó em. Keke, em download phần mềm coroguide hay cuốn technical handbook của Sandvik là biết à.
Để thử tài các bác, mình đố các bác gia công 1 cái pocket 40x40x5mm, có góc ở cạnh là 10 viết mã lệnh dùng G1, G2 hay G3 , dùng dao D10 bước cắt ngang là 10mm, sâu 5mm, phay thuận . Các bác hãy viết đoạn mã lệnh gia công xem.
Bỏ qua các đoạn xuống dao, vào dao, đáp án là có tất cả là 7 cách viết, các bác thử sức xem.
Nếu bác IPumkin mà viết 1 bài viết giới thiệu về các loại dụng cụ cắt thường gặp và nó sử dụng trong các trường hợp nào.... thì hay biết mấy
Last edited:
Ðề: lập trình cnc không dùng phần mềm CAM
cái này lập trình tay đơn giản thôi. Lúc trước còn đi học đã làm và chạy ra sản phẩm tương tự thế này.
Còn đề bài của anh Phúc thì em không biết đến 7 cách. Nhưng theo em thì em có 1 cách viết và làm mấy vụ này. Lúc này thì lười quá. Để anh em chém trước em theo sau. Nếu không ai thì em nhào vô thử
cái này lập trình tay đơn giản thôi. Lúc trước còn đi học đã làm và chạy ra sản phẩm tương tự thế này.
Còn đề bài của anh Phúc thì em không biết đến 7 cách. Nhưng theo em thì em có 1 cách viết và làm mấy vụ này. Lúc này thì lười quá. Để anh em chém trước em theo sau. Nếu không ai thì em nhào vô thử
Ðề: lập trình cnc không dùng phần mềm CAM
1 dòng lệnh có ai làm được không!. ăn sâu 50 mm bằng với stepdown = 5mm ( tương đương số lần lập là 10) cũng với 1 câu lệnh...
bác Bí nghiên cứu thêm vụ này nhé, chứ 7 cách kia của bác giống nhau về bản chất,
Để thử tài các bác, mình đố các bác gia công 1 cái pocket 40x40x5mm, có góc ở cạnh là 10 viết mã lệnh dùng G1, G2 hay G3 , dùng dao D10 bước cắt ngang là 10mm, sâu 5mm, phay thuận . Các bác hãy viết đoạn mã lệnh gia công xem.
Bỏ qua các đoạn xuống dao, vào dao, đáp án là có tất cả là 7 cách viết, các bác thử sức xem.
Của quý là của lo, của cho là của ..dỏm đó em. Keke, em download phần mềm coroguide hay cuốn technical handbook của Sandvik là biết à.
Bỏ qua các đoạn xuống dao, vào dao, đáp án là có tất cả là 7 cách viết, các bác thử sức xem.
Của quý là của lo, của cho là của ..dỏm đó em. Keke, em download phần mềm coroguide hay cuốn technical handbook của Sandvik là biết à.
bác Bí nghiên cứu thêm vụ này nhé, chứ 7 cách kia của bác giống nhau về bản chất,
Last edited:
Author
Ðề: lập trình cnc không dùng phần mềm CAM
Hiện nay có rất nhiều phần mềm CAM và nó hỗ trợ tất cả các công việc lập trình ( vừa nhanh vừa chính xác) nên làm cho người lập trình bị lệ thuộc vào phần mềm quá nhiều .<br>Việc lập trình CNC bằng cách tự nội suy tọa độ các điểm thì phải tự tính tọa độ , chiến lược chạy dao ... rất mất thời gian và ko có hiệu quả kinh tế nên ít người làm. Nhưng khi rãnh ngồi suy nghĩ lập trình tay cũng thấy vui vui (chi tiết trên là của 1 học viên lập trình mất cả 1 buổi sáng ) <br><br>
<br>
Bác Quyền nói rõ hơn có đc ko?<br>
<br>
Hiện nay có rất nhiều phần mềm CAM và nó hỗ trợ tất cả các công việc lập trình ( vừa nhanh vừa chính xác) nên làm cho người lập trình bị lệ thuộc vào phần mềm quá nhiều .<br>Việc lập trình CNC bằng cách tự nội suy tọa độ các điểm thì phải tự tính tọa độ , chiến lược chạy dao ... rất mất thời gian và ko có hiệu quả kinh tế nên ít người làm. Nhưng khi rãnh ngồi suy nghĩ lập trình tay cũng thấy vui vui (chi tiết trên là của 1 học viên lập trình mất cả 1 buổi sáng
) <br><br>
1 dòng lệnh có ai làm được không!. ăn sâu 50 mm bằng với stepdown = 5mm ( tương đương số lần lập là 10) cũng với 1 câu lệnh...<br>
Bác Quyền nói rõ hơn có đc ko?<br>
<br>
Ðề: lập trình cnc không dùng phần mềm CAM
Ây da, nói về kinh nghiệm bê phôi chắc hổng có bằng bác Quyền roài, chứ mấy cái program này không ai qua nổi iPumpkin đâu, kekeke.
Bác dùng cái hàm con thôi. Mấy cái này dân vận hành máy hay dùng, thậm chí chỉ cần mở giao diện có sẳn ra nhập các giá trị vào là xong. Tuy nhiên nhược điểm của các hàm con là kiểu xuống dao không có nhiều tùy chọn như CAD/CAM, cứ xuống dao thẳng. Phay Pocket xuống kiểu helical hay ramping thì hàm con ..bó tay.com thôi bác ạ. Bởi vậy, ngày này rất ít khi dùng hàm con. CAD/CAM is best choice..kekeke.
Nội suy G2,G3 nếu bác nào hay dùng với nhiều loại máy, nhiều loại bộ điều khiển mới thấy cái này rất rắc rối, mỗi máy có mỗi kiểu nội suy khác nhau. Mấy SV học trong trường học Fanuc ra trường mà đụng Haidenhain hay Siemen hoặc bđk khác thì sẽ thấy cách mà mình học chỉ là một trong các cách và sẽ không đúng cho mọi trường hợp. Kekeke.
Ây da, nói về kinh nghiệm bê phôi chắc hổng có bằng bác Quyền roài, chứ mấy cái program này không ai qua nổi iPumpkin đâu, kekeke.
Bác dùng cái hàm con thôi. Mấy cái này dân vận hành máy hay dùng, thậm chí chỉ cần mở giao diện có sẳn ra nhập các giá trị vào là xong. Tuy nhiên nhược điểm của các hàm con là kiểu xuống dao không có nhiều tùy chọn như CAD/CAM, cứ xuống dao thẳng. Phay Pocket xuống kiểu helical hay ramping thì hàm con ..bó tay.com thôi bác ạ. Bởi vậy, ngày này rất ít khi dùng hàm con. CAD/CAM is best choice..kekeke.
Nội suy G2,G3 nếu bác nào hay dùng với nhiều loại máy, nhiều loại bộ điều khiển mới thấy cái này rất rắc rối, mỗi máy có mỗi kiểu nội suy khác nhau. Mấy SV học trong trường học Fanuc ra trường mà đụng Haidenhain hay Siemen hoặc bđk khác thì sẽ thấy cách mà mình học chỉ là một trong các cách và sẽ không đúng cho mọi trường hợp. Kekeke.
1/
N22 G3 X5. Y30. I=AC(10.) J=AC(30.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(10.) J=AC(10.) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(30.) J=AC(10.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(30.) J=AC(30.) CR=0
N29 G1 X14.997
2/
N22 G3 X5. Y30. I=AC(0) J=AC(-5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(-5.) J=AC(0) CR=0
N29 G1 X14.997
3/
N22 G3 X5. Y30. I=AC(0) J=AC(5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(-5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(-5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(5.) J=AC(0) CR=0
N29 G1 X14.997
4/
N22 G3 X5. Y30. I=AC(0) J=AC(5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(5.) J=AC(0) CR=0
N29 G1 X14.997
5/
N22 G3 X5. Y30. CR=5.
N23 G1 Y10.
N24 G3 X10. Y5. CR=5.
N25 G1 X30.
N26 G3 X35. Y10. CR=5.
N27 G1 Y30.
N28 G3 X30. Y35. CR=5.
N29 G1 X14.997
6/
N10 G1 Y15. F1000.
N11 X25.
N12 Y25.
N13 X15.
N14 Y30.
N15 X10.
N16 Y10.
N17 X30.
N18 Y30.
N19 X14.999
N20 Y35.
N21 X10.
N22 X9.86
N23 X9.72 Y34.992
N24 X9.58 Y34.982
N25 X9.44 Y34.969
N26 X9.301 Y34.951
N27 X9.162 Y34.929
N28 X9.025 Y34.904
N29 X8.887 Y34.875
N30 X8.751 Y34.842
N31 X8.616 Y34.805
==BO BOT 1 SO DOAN
N238 X31.384 Y34.805
N239 X31.249 Y34.842
N240 X31.113 Y34.875
N241 X30.975 Y34.904
N242 X30.838 Y34.929
N243 X30.699 Y34.951
N244 X30.56 Y34.969
N245 X30.42 Y34.982
N246 X30.28 Y34.992
N247 X30.14 Y34.998
N248 X30.
N249 X14.997
N22 G3 X5. Y30. I=AC(10.) J=AC(30.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(10.) J=AC(10.) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(30.) J=AC(10.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(30.) J=AC(30.) CR=0
N29 G1 X14.997
2/
N22 G3 X5. Y30. I=AC(0) J=AC(-5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(-5.) J=AC(0) CR=0
N29 G1 X14.997
3/
N22 G3 X5. Y30. I=AC(0) J=AC(5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(-5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(-5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(5.) J=AC(0) CR=0
N29 G1 X14.997
4/
N22 G3 X5. Y30. I=AC(0) J=AC(5.) CR=0
N23 G1 Y10.
N24 G3 X10. Y5. I=AC(5.) J=AC(0) CR=0
N25 G1 X30.
N26 G3 X35. Y10. I=AC(0) J=AC(5.) CR=0
N27 G1 Y30.
N28 G3 X30. Y35. I=AC(5.) J=AC(0) CR=0
N29 G1 X14.997
5/
N22 G3 X5. Y30. CR=5.
N23 G1 Y10.
N24 G3 X10. Y5. CR=5.
N25 G1 X30.
N26 G3 X35. Y10. CR=5.
N27 G1 Y30.
N28 G3 X30. Y35. CR=5.
N29 G1 X14.997
6/
N10 G1 Y15. F1000.
N11 X25.
N12 Y25.
N13 X15.
N14 Y30.
N15 X10.
N16 Y10.
N17 X30.
N18 Y30.
N19 X14.999
N20 Y35.
N21 X10.
N22 X9.86
N23 X9.72 Y34.992
N24 X9.58 Y34.982
N25 X9.44 Y34.969
N26 X9.301 Y34.951
N27 X9.162 Y34.929
N28 X9.025 Y34.904
N29 X8.887 Y34.875
N30 X8.751 Y34.842
N31 X8.616 Y34.805
==BO BOT 1 SO DOAN
N238 X31.384 Y34.805
N239 X31.249 Y34.842
N240 X31.113 Y34.875
N241 X30.975 Y34.904
N242 X30.838 Y34.929
N243 X30.699 Y34.951
N244 X30.56 Y34.969
N245 X30.42 Y34.982
N246 X30.28 Y34.992
N247 X30.14 Y34.998
N248 X30.
N249 X14.997
Ðề: lập trình cnc không dùng phần mềm CAM
==========================================
Nhiều lúc rảnh rổi cũng hay tự nghiên cứu về lập trình tay này, nhưng chỉ mày mò làm vài file thẳng trên máy CNC luôn để cắt mặt hình chữ nhật, quạt nước cho vui mà cũng cảm thấy thú vị hơn là dùng CAM ^_^...Cái này thì thua bác Kin 100% rồi...
==========================================
==========================================
Nhiều lúc rảnh rổi cũng hay tự nghiên cứu về lập trình tay này, nhưng chỉ mày mò làm vài file thẳng trên máy CNC luôn để cắt mặt hình chữ nhật, quạt nước cho vui mà cũng cảm thấy thú vị hơn là dùng CAM ^_^...Cái này thì thua bác Kin 100% rồi...
==========================================
Ðề: lập trình cnc không dùng phần mềm CAM
Cái dòng vừa chính xác của bạn chắc mình không tin được vì nó phụ thuộc vào phần mềm điều khiển của từng máy.
Ví dụ nhé: Mình dùng Master Cam post ra chương trình chamfer 30 độ, chương trình vào dao dùng G03 rất tốt nhưng đến dòng cắt nguyên 1 vòng thì nó không có G03 ngay đầu máy mình nó báo lỗi. Do đó khi sử dụng Cam muốn chạy được vào máy cũng phải sửa ít nhiều mới chạy được. (Máy dung FANUC 16I TB)
Chương trình tham khảo phía dưới nhé
0001 ( PROGRAM - CHAMFER )
G21
G0G17G40G80G90G94G98
G0G28G91Z0.
G0G28X0.Y0.
T16M6
G0G54G90X-58.85Y12.S500M3
G43H16Z25.
Z10.
G1Z-2.F500.
G41D16X-70.85 F350.
G03X-82.85Y0.J-12.
I82.85
X-70.85Y-12.I12.
G01G40X-58.85
G00Z25.
M5
G00G28G91Z0.
G00G28X0.Y0.
G28
M30
Hiện nay có rất nhiều phần mềm CAM và nó hỗ trợ tất cả các công việc lập trình ( vừa nhanh vừa chính xác) nên làm cho người lập trình bị lệ thuộc vào phần mềm quá nhiều .<br>Việc lập trình CNC bằng cách tự nội suy tọa độ các điểm thì phải tự tính tọa độ , chiến lược chạy dao ... rất mất thời gian và ko có hiệu quả kinh tế nên ít người làm. Nhưng khi rãnh ngồi suy nghĩ lập trình tay cũng thấy vui vui (chi tiết trên là của 1 học viên lập trình mất cả 1 buổi sáng ) <br><br><br>
Bác Quyền nói rõ hơn có đc ko?<br>
<br>
) <br><br><br>Bác Quyền nói rõ hơn có đc ko?<br>
<br>
Ví dụ nhé: Mình dùng Master Cam post ra chương trình chamfer 30 độ, chương trình vào dao dùng G03 rất tốt nhưng đến dòng cắt nguyên 1 vòng thì nó không có G03 ngay đầu máy mình nó báo lỗi. Do đó khi sử dụng Cam muốn chạy được vào máy cũng phải sửa ít nhiều mới chạy được. (Máy dung FANUC 16I TB)
Chương trình tham khảo phía dưới nhé
0001 ( PROGRAM - CHAMFER )
G21
G0G17G40G80G90G94G98
G0G28G91Z0.
G0G28X0.Y0.
T16M6
G0G54G90X-58.85Y12.S500M3
G43H16Z25.
Z10.
G1Z-2.F500.
G41D16X-70.85 F350.
G03X-82.85Y0.J-12.
I82.85
X-70.85Y-12.I12.
G01G40X-58.85
G00Z25.
M5
G00G28G91Z0.
G00G28X0.Y0.
G28
M30
Ðề: lập trình cnc không dùng phần mềm CAM
Hi bạn Ngọc. Chiết Quân nói cũng có phần đúng đó, bạn dùng Post Processor chắc là của bản ***** nên nó chưa đúng như vậy, thông thường nếu bạn mua phần mềm bản quyền hay là bạn biết cách edit post thì chương trình xuất ra sẽ đúng hơn, 1 cái Post xịn cần người chuyên nghiệp viết thì hoàn toàn không phải chỉnh sửa gì cả. Ví dụ như cái Post mà xuất ra chương trình của bạn có những chổ không hợp lý sau:
G21 – dùng hệ mét
G0G17G40G80G90G94G98 –G0, G17 chọn mặt XY, G40G80 hủy bù dao, hủy vòng lặp, G94 feed là mm/phút, G98 dùng hàm con. Nên để hai dòng G54 và G21 chung 1 block lệnh này.
Chổ này không cần Post G0, G98....bạn có thể chỉnh cho Post không xuất ra nhìn nó thừa.
G0G28G91Z0. Rút dao nhanh về điểm 0 khi dao ở vị trí bất kỳ rút theo tọa độ máy –
G0G28X0.Y0. – Dòng này Ok
T16M6
G0G54G90X-58.85Y12.S500M3 – . Cái thứ 2 nửa là khi thay dao bạn lùi dao ra ngoài gần vị trí người đứng vận hành, sau khi thay dao xong cao độ của Z không còn ở điểm home nửa, do đó nếu chi tiết có thành cao dao chạy ngang rất nguy hiểm. Thường dòng này người ta viết là G0 X-58.85 Y12. Z200 S500 M3, => dao chạy ngang trên không sau đó mới xuống Z.
G43H16Z25. – Bù chiều dài dao Ok.
Z10.
G1Z-2.F500.
G41D16X-70.85 F350. – Thường chamfer không dùng bù theo bán kính và mà theo chiều dài dao, do dao chamfer hay bị mòn ở mũi. G03X-82.85Y0.J-12. - Vào dao khi chamfer không cần vào theo đường cong, bạn cứ vào vuông góc với contour là OK.
I82.85
X-70.85Y-12.I12. – Theo như mình trình bày ở trên, nội suy cung tròn Post có rất nhiều tùy chọn, và đặc biệt hay bị lổi khi bù bán kính dao. Để tránh bị thế này bạn chọn chamfer bù theo chiều dài dao, vào dao thẳng, không dùng bù dao theo bán kính. Hoặc chọn option break criccle to quanrad (bẻ đường tròn thành 4 cung 1 phần tư)
G01G40X-58.85
G00Z25.
M5
G00G28G91Z0. –
G00G28X0.Y0.
G28
M30
Bạn thử edit lại và chạy thử xem nhé. Đây là một trong các kinh nghiệm quý giá mà mình có được sau 8 tháng gia công thực tế..kekeke.
Ví dụ đoạn đầu và cuối chương trình bạn tham khảo nhé:
N61 G90 G40 G17 G64 G80 G54
N116 T=BALL4
N121 M06
N126 S1000 M03
N136 G00 Z100 - sau khi thay dao xong, bắt đầu chạy thì dao luôn luôn dở lên cao trước rồi mới đi ngang.
N171 G00 X.571 Y-75.329
N176 Z50
N181 Z-86.339
N186 G01 Z-87.339 F500
N190 M0 tắt dung dịch trơn nguội rồi lùi dao.
....
N500 G00 Z200
N505 Y300 M0(sau khi gia công xong, dao lùi vào trong để mình quan sát chi tiết, đo đạc, bù dao...v.v.v )
Thân mến.
Hi bạn Ngọc. Chiết Quân nói cũng có phần đúng đó, bạn dùng Post Processor chắc là của bản ***** nên nó chưa đúng như vậy, thông thường nếu bạn mua phần mềm bản quyền hay là bạn biết cách edit post thì chương trình xuất ra sẽ đúng hơn, 1 cái Post xịn cần người chuyên nghiệp viết thì hoàn toàn không phải chỉnh sửa gì cả. Ví dụ như cái Post mà xuất ra chương trình của bạn có những chổ không hợp lý sau:
G21 – dùng hệ mét
G0G17G40G80G90G94G98 –G0, G17 chọn mặt XY, G40G80 hủy bù dao, hủy vòng lặp, G94 feed là mm/phút, G98 dùng hàm con. Nên để hai dòng G54 và G21 chung 1 block lệnh này.
Chổ này không cần Post G0, G98....bạn có thể chỉnh cho Post không xuất ra nhìn nó thừa.
G0G28G91Z0. Rút dao nhanh về điểm 0 khi dao ở vị trí bất kỳ rút theo tọa độ máy –
G0G28X0.Y0. – Dòng này Ok
T16M6
G0G54G90X-58.85Y12.S500M3 – . Cái thứ 2 nửa là khi thay dao bạn lùi dao ra ngoài gần vị trí người đứng vận hành, sau khi thay dao xong cao độ của Z không còn ở điểm home nửa, do đó nếu chi tiết có thành cao dao chạy ngang rất nguy hiểm. Thường dòng này người ta viết là G0 X-58.85 Y12. Z200 S500 M3, => dao chạy ngang trên không sau đó mới xuống Z.
G43H16Z25. – Bù chiều dài dao Ok.
Z10.
G1Z-2.F500.
G41D16X-70.85 F350. – Thường chamfer không dùng bù theo bán kính và mà theo chiều dài dao, do dao chamfer hay bị mòn ở mũi. G03X-82.85Y0.J-12. - Vào dao khi chamfer không cần vào theo đường cong, bạn cứ vào vuông góc với contour là OK.
I82.85
X-70.85Y-12.I12. – Theo như mình trình bày ở trên, nội suy cung tròn Post có rất nhiều tùy chọn, và đặc biệt hay bị lổi khi bù bán kính dao. Để tránh bị thế này bạn chọn chamfer bù theo chiều dài dao, vào dao thẳng, không dùng bù dao theo bán kính. Hoặc chọn option break criccle to quanrad (bẻ đường tròn thành 4 cung 1 phần tư)
G01G40X-58.85
G00Z25.
M5
G00G28G91Z0. –
G00G28X0.Y0.
G28
M30
Bạn thử edit lại và chạy thử xem nhé. Đây là một trong các kinh nghiệm quý giá mà mình có được sau 8 tháng gia công thực tế..kekeke.
Ví dụ đoạn đầu và cuối chương trình bạn tham khảo nhé:
N61 G90 G40 G17 G64 G80 G54
N116 T=BALL4
N121 M06
N126 S1000 M03
N136 G00 Z100 - sau khi thay dao xong, bắt đầu chạy thì dao luôn luôn dở lên cao trước rồi mới đi ngang.
N171 G00 X.571 Y-75.329
N176 Z50
N181 Z-86.339
N186 G01 Z-87.339 F500
N190 M0 tắt dung dịch trơn nguội rồi lùi dao.
....
N500 G00 Z200
N505 Y300 M0(sau khi gia công xong, dao lùi vào trong để mình quan sát chi tiết, đo đạc, bù dao...v.v.v )
Thân mến.
Last edited:
Ðề: lập trình cnc không dùng phần mềm CAM
Theo các bác thì có nên để các lệnh G21G17G40G80G49 đầu chương trình hay không?nên thì tại sao nên và không thì tại sao MasterCAm hay xuất ra như vậy (nếu chưa can thiệp Post).Tại vì em gặp trường hợp nếu ghi G80 đầu chương trình máy không chạy. Các bác chỉ em cho thông chỗ này tí nhé!
Theo các bác thì có nên để các lệnh G21G17G40G80G49 đầu chương trình hay không?nên thì tại sao nên và không thì tại sao MasterCAm hay xuất ra như vậy (nếu chưa can thiệp Post).Tại vì em gặp trường hợp nếu ghi G80 đầu chương trình máy không chạy. Các bác chỉ em cho thông chỗ này tí nhé!
Ðề: lập trình cnc không dùng phần mềm CAM
Theo mình thì nên để dòng đó. Vì các lệnh này là để xóa các bù dao của các khối trước đó. Nếu khối trước đó quên chưa xóa các bù dao thì hậu quả là khôn lường.
Riêng G80 có ơ trên rồi thì bạn nên để lệnh đổi dao ngay dòng phía dưới câu lệnh trên xem có hết lỗi không.
Chúc thành công
Theo các bác thì có nên để các lệnh G21G17G40G80G49 đầu chương trình hay không?nên thì tại sao nên và không thì tại sao MasterCAm hay xuất ra như vậy (nếu chưa can thiệp Post).Tại vì em gặp trường hợp nếu ghi G80 đầu chương trình máy không chạy. Các bác chỉ em cho thông chỗ này tí nhé!
Riêng G80 có ơ trên rồi thì bạn nên để lệnh đổi dao ngay dòng phía dưới câu lệnh trên xem có hết lỗi không.
Chúc thành công
Last edited:
Ðề: lập trình cnc không dùng phần mềm CAM
Đây là các mã lệnh đầu chương trình mà bạn. Làm gì có khối trước đó đâu. Còn nguyên tắc thì các chu trình gia công lỗ sẽ bị hủy khi xuất hiện G0, G1, G2, G3 và G80. Vậy nên mình mới không hiểu MasterCam xuất ra các mã lệnh đầy đủ và các sách vở dạy lập trình tay CNC ghi như vậy để làm gì.
Theo mình thì nên để dòng đó. Vì các lệnh này là để xóa các bù dao của các khối trước đó. Nếu khối trước đó quên chưa xóa các bù dao thì hậu quả là khôn lường.
Riêng G80 có ơ trên rồi thì bạn nên để lệnh đổi dao ngay dòng phía dưới câu lệnh trên xem có hết lỗi không.
Chúc thành công
Riêng G80 có ơ trên rồi thì bạn nên để lệnh đổi dao ngay dòng phía dưới câu lệnh trên xem có hết lỗi không.
Chúc thành công