"Kuti" đúng là "thichrock", rock đến nổi ai vào chủ đề này cũng choáng váng.Tuy nhiên cũng tốt vì cho thấy học và hành khác nhau nhiều lắm.Học thì chỉ chung chung thôi.Hành thì mỗi lúc đều có một cách xử lý cần qua kinh nghiệm rất nhiều.
Để thử xem có giải thích được thắc mắc về phần cắt thô trong G76 không.
1-
Tại sao chiều sâu các lần cắt thô thay đổi ?
Vấn đề ở chổ cách giải thích
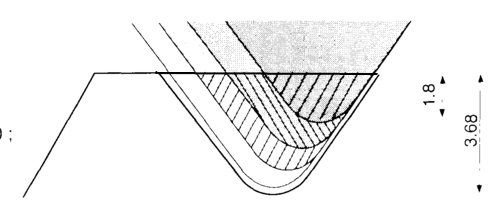
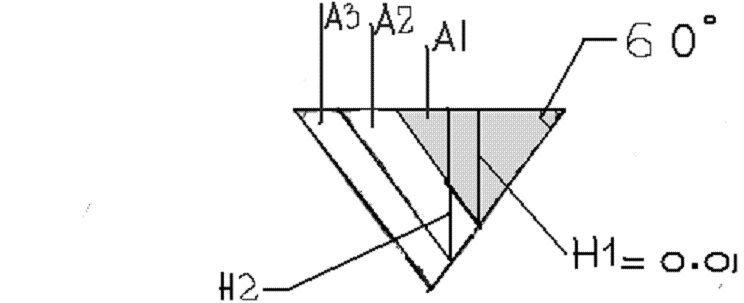
Q(d) : Initial cut volume ,là
thể tích khối vật liệu được lấy ra ở mổi lần cắt. Hay nói khác đi đó là diện tích hình tam giác đều có đường cao bằng 0.01(theo ví dụ của kuti) khi nhìn ở mặt cắt dọc theo chiều dài .Những nhát kế tiếp chiều sâu sẽ giảm đi để diện tích của hình thang cân sẽ luôn bằng hình tam giác đều initial . (xem hình,giả sử nose radius = 0 )
Initial cut volume không có nghĩa là chiều sâu của mổi nhát cắt.
2-
Tại sao lúc chạy chương trình khác thì không đổi ?
Vấn đề này dễ giải thích hơn nếu lấy ví dụ trên software
MC9 cho
Lathe :
Trong "
Thread cut parameter "
-
Determine cut depth from :
-Chọn
Equal area =Depth thay đổi để giử khối lượng removed giống nhau.
-Chọn
Equal depths = Depth sẽ giống nhau
Tuy nhiên vấn đề chính nằm ở :
-NC code format (có 4 cách chọn)
-long hand
-
canned
-box
-alternating
Được giải thích như sau : (nguyên bản tiếng Anh)
About NC code format
NC code formats determine how stock is removed when machining a thread. It also determines how much flexibility you want in setting the amount of stock to be removed per pass. The Gcode that displays in the NC file depends upon the format you choose. NC code formats are described below.
¨
Canned - Generates one or two lines of NC code for the entire toolpath. The machine control calculates
how much area needs to be removed to create the thread and
removes this area in equal amounts per pass. If you select this option, you can
edit only the cutting depth of the first cut. The post processor code is
G76 for most machine controls.
¨ Longhand - Generates one or more lines of NC code for every pass that the tool takes to create the thread. The post processor code is G32 for most machine controls.
¨ Box - Choosing this option is similar to longhand in that it generates one or more lines of NC code for every pass that the tool takes to create the thread. With box threading however, the tool in-feed direction is perpendicular to the axis of the thread. The post processor code is G92 for most machine controls.
¨ Alternating – Choosing this option is similar to longhand in that it generates one or more lines of NC code for every pass that the tool takes to create the thread. The in-feed moves are computed so that the side of the insert making the cut is reversed on every pass. For example, with the first pass the left side of the insert makes the cut and with the second pass the right side of the insert makes the cut, etc. The post processor code is G32 for most machine controls.
Note: Your control must be capable of supporting the NC format that you choose. Some post processors require you to use Miscellaneous Values to define a chamfer.
***Như vậy nếu chọn
Equal depths ở
Determine cut depth from
Rồi sau đó chọn"
Canned ",
2-1 - Post của software sẽ dịch ra G76 ,như vậy chiều sâu của các nhát cắt thô vẫn thay đổi .
-Muốn thử nghiệm ,không cần ra máy,chạy single step ở verify vẫn thấy đựoc tọa độ tương ứng.
2-2- Cùng Chương trình này ,nếu dùng post của những máy không chấp nhận G76 sẽ tự động dịch thành G32,G92 ,hoặc G76 với những thông số khác thì lúc này phần cắt thô được chia thành những nhát đều nhau .Tức là không thay đổi.
3-
Điều chỉnh bước tiến
3-1- Để tránh áp lực giửa dao và part (sẽ giảm dần về hướng spindle) làm uốn cong part như dondoan giải thích ở trên, có thể làm giảm bước tiến theo đúng ý của bản vẽ. Hãy thêm 1,2 lần cắt ở "Number of spring cut ".
3-2- Nếu vẫn không đúng thì chắc lổi do máy.Đem part đi inspect để biết chắc thiếu,dư bao nhiêu ,sau đó tính tỳ lệ để chỉnh Thread / inch ví dụ như từ 13 (thread 1/2-13) đến 13.0xx hoặc là 12.9xx .Software sẽ tính ra E,hay F.(đôi khi phải làm vài lần mới lấy được đúng số)
Không biết Kuti đã vừa lòng chưa ,
")
,Nếu ở chổ Kuti không có MC thì qua shop khác xem ké nghe.Bên này cad/cam mắc quá nên đi xem ké là thường.
Nếu chưa hài lòng thì cũng chịu thua thôi.Hết sức rồi.
@ vnnewcentury : Cảm ơn nhiều nhé
svb