K

L
Author
G76 X Y Z R Q P F K;
G76: chương trình Doa hay khoan rộng lỗ hay khoan tròn lỗ
XY: tọa độ lỗ
Z: Chiều sâu Lỗ doa tính từ vị trí điểm R
R: KHoảng cách tính từ mặt phẳng vật theo trục Z
Q: làm tinh đáy lỗ
P Thời gian dừng ở đáy lỗ
F: Tốc độ doa
K: Số lần lặp
M54: chưa được sử dụng tới năm 2003, theo như tôi được biết.
G76: chương trình Doa hay khoan rộng lỗ hay khoan tròn lỗ
XY: tọa độ lỗ
Z: Chiều sâu Lỗ doa tính từ vị trí điểm R
R: KHoảng cách tính từ mặt phẳng vật theo trục Z
Q: làm tinh đáy lỗ
P Thời gian dừng ở đáy lỗ
F: Tốc độ doa
K: Số lần lặp
M54: chưa được sử dụng tới năm 2003, theo như tôi được biết.
Đúng như tài liệu của bạn SVB nói đấy! G76 là chu trình cắt ren nhiểu lớp. Bình thưởng khi cắt ren để đạt được chiểu sâu ren mong muốn thì bạn phải cắt làm nhiều lần. Chu trình này sẽ tự động tính toán cho bạn. Và tất cả các lệnh từ G70 đến G76 đều có dạng như vậy. Nó đều là chu trình cắt nhiều lần. Nếu không sử dụng nó bạn phải viết đi viết lại các câu lệnh và dẫn đến rất dễ nhầm lẫn.
V
Author
khoai tây không nói rõ là máy em dùng máy loại gì, nếu máy tiện thì M54 và G76 đúng như anh svb trả lời , còn nếu máy phay (MC) thì có thể các em đã nhầm ở hệ điều hành, cấu trúc dòng mã lệnh trên là cấu trúc program của hệ điều hành OSP tức là hệ điều hành chuyên dụng của hãng OKUMA (Nhật ) không phải của FANUC (do công ty Fujitsu phát triển) . M54 có nghĩ là chu kỳ cố định quay lại điểm R theo phương trục Z là code riêng biệt của OKUMA khác với M54 trong máy tiện NC của FANUC ( nên biết M code là hệ code tự do, ngoài code chuẩn ISO thì các hãng được tùy ý đặt theo oftion) . Thường dùng đi chung với G76 là tức là gia công doa tinh với mũi doa chuyên dụng.
Cấu trúc lệnh G76 thì chú Đình và anh svb đã trả lời . Hệ điều hành OSP rất nổi tiếng ở Nhật khoảng từ 30 năm trước được gọi là hệ điều hành Đối thoại nhập lực , rất tiện cho tương tác giữa người xủ dụng và computer. Thao tác bằng cách máy hỏi, người thợ trả lời thông số bằng cách đánh thông số vào, computer tự động vẽ lại bản vẽ và tự tính toán program. Gần đây thì do computer ngày càng rẻ , các hệ thống CAD/CAM và các hệ thống truyền dữ liệu DNC ngày càng thịnh hành nên khuynh hướng sử dụng FANUC ngày càng nhiều hơn OSP do các hệ điều hành FANUC mới dùng được phần mềm WINDOWS của Microsoft. Ngay cả OKUMA bây giờ cũng chế máy MC, Tiện NC v.v.. dùng hệ điều hành FANUC mới chứ không dùng hệ OSP nữa.
Cấu trúc lệnh G76 thì chú Đình và anh svb đã trả lời . Hệ điều hành OSP rất nổi tiếng ở Nhật khoảng từ 30 năm trước được gọi là hệ điều hành Đối thoại nhập lực , rất tiện cho tương tác giữa người xủ dụng và computer. Thao tác bằng cách máy hỏi, người thợ trả lời thông số bằng cách đánh thông số vào, computer tự động vẽ lại bản vẽ và tự tính toán program. Gần đây thì do computer ngày càng rẻ , các hệ thống CAD/CAM và các hệ thống truyền dữ liệu DNC ngày càng thịnh hành nên khuynh hướng sử dụng FANUC ngày càng nhiều hơn OSP do các hệ điều hành FANUC mới dùng được phần mềm WINDOWS của Microsoft. Ngay cả OKUMA bây giờ cũng chế máy MC, Tiện NC v.v.. dùng hệ điều hành FANUC mới chứ không dùng hệ OSP nữa.
K
@kutithichrock
svb không rành lắm về từ kỷ thuật,nếu ráng dịch thì một hồi sau tiếng Anh sẽ dịch thành tiếng Mỹ ,hic,hic.Hơn nữa G76 lại rất lằng nhằng,có đến 6 trang để giải thích đầy đủ G76.Phần trên chỉ là nội dung chính thôi.Rất lấy làm tiếc vì không giúp kutithichrock được.
@vnnewcentury
Rất cảm ơn đã nhắc nhở một lỗi tai hại "THÔ LẪN TINH" ở G71 trong phần Máy công cụ CNC.Theo tôi nhận xét ,bạn rất có kinh nghiệm về tiện CNC.Nếu có thể ,giúp giải quyết vấn đề này,mọi người sẽ được vui vẽ.
Cảm ơn trước nghen.
svb
svb không rành lắm về từ kỷ thuật,nếu ráng dịch thì một hồi sau tiếng Anh sẽ dịch thành tiếng Mỹ ,hic,hic.Hơn nữa G76 lại rất lằng nhằng,có đến 6 trang để giải thích đầy đủ G76.Phần trên chỉ là nội dung chính thôi.Rất lấy làm tiếc vì không giúp kutithichrock được.
@vnnewcentury
Rất cảm ơn đã nhắc nhở một lỗi tai hại "THÔ LẪN TINH" ở G71 trong phần Máy công cụ CNC.Theo tôi nhận xét ,bạn rất có kinh nghiệm về tiện CNC.Nếu có thể ,giúp giải quyết vấn đề này,mọi người sẽ được vui vẽ.
Cảm ơn trước nghen.
svb
svb viết:
@kutithichrock
svb không rành lắm về từ kỷ thuật,nếu ráng dịch thì một hồi sau tiếng Anh sẽ dịch thành tiếng Mỹ ,hic,hic.Hơn nữa G76 lại rất lằng nhằng,có đến 6 trang để giải thích đầy đủ G76.Phần trên chỉ là nội dung chính thôi.Rất lấy làm tiếc vì không giúp kutithichrock được.
@vnnewcentury
Rất cảm ơn đã nhắc nhở một lỗi tai hại "THÔ LẪN TINH" ở G71 trong phần Máy công cụ CNC.Theo tôi nhận xét ,bạn rất có kinh nghiệm về tiện CNC.Nếu có thể ,giúp giải quyết vấn đề này,mọi người sẽ được vui vẽ.
Cảm ơn trước nghen.
svb
svb không rành lắm về từ kỷ thuật,nếu ráng dịch thì một hồi sau tiếng Anh sẽ dịch thành tiếng Mỹ ,hic,hic.Hơn nữa G76 lại rất lằng nhằng,có đến 6 trang để giải thích đầy đủ G76.Phần trên chỉ là nội dung chính thôi.Rất lấy làm tiếc vì không giúp kutithichrock được.
@vnnewcentury
Rất cảm ơn đã nhắc nhở một lỗi tai hại "THÔ LẪN TINH" ở G71 trong phần Máy công cụ CNC.Theo tôi nhận xét ,bạn rất có kinh nghiệm về tiện CNC.Nếu có thể ,giúp giải quyết vấn đề này,mọi người sẽ được vui vẽ.
Cảm ơn trước nghen.
svb
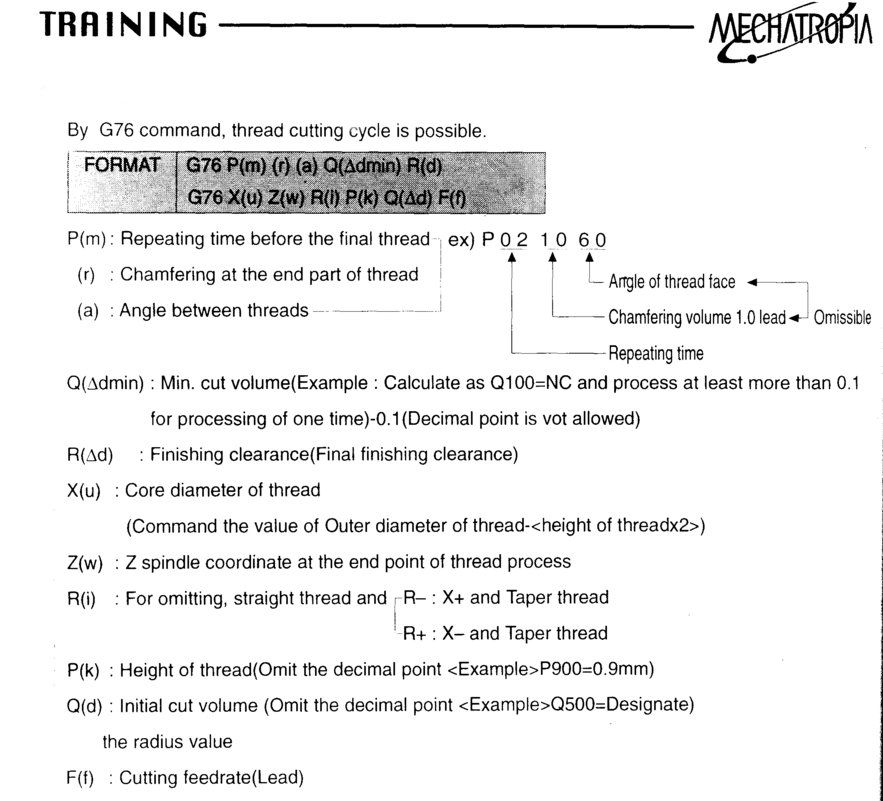
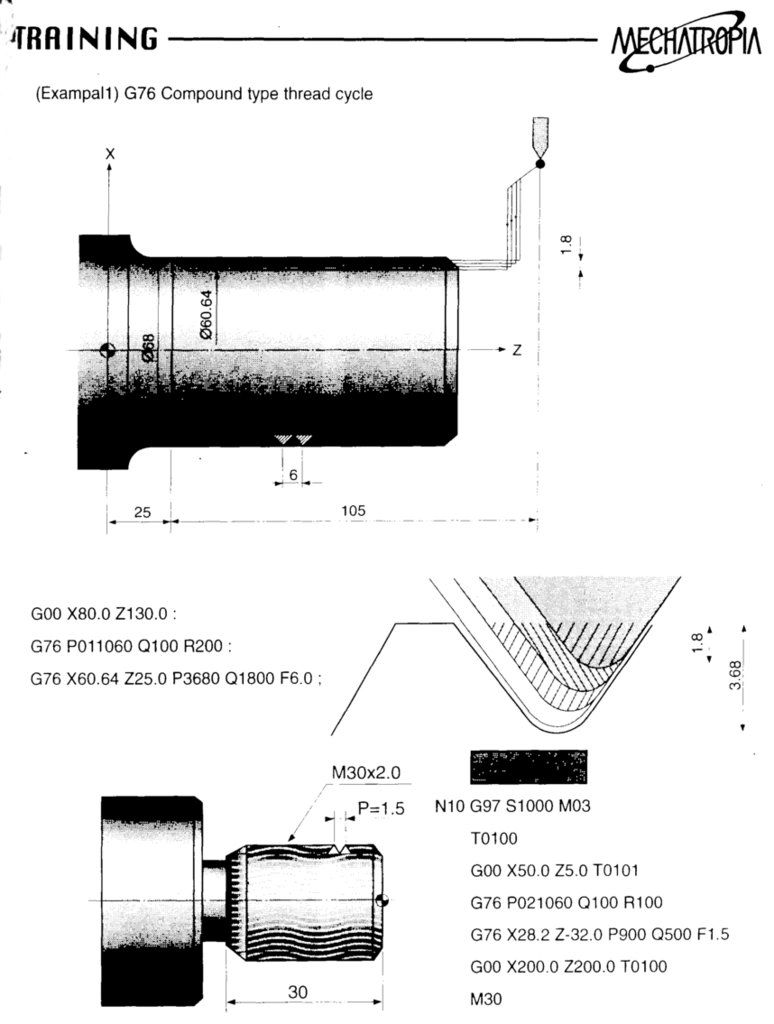
Cấu trúc của câu lệnh G76 có 2 kiểu: kiểu chuẩn và kiểu F15. Dưới đây mình xin được trình bày theo kiểu chuẩn:
G76P(1)Q(1)R(1);
G76X(U)_Z(W)-R(2)P(2)Q(2)F_;
G76: gọi chu trình cắt ren lặp nhiều lần.
P(1): chỉ định cách thức gia công ren với 6 chữ số:
Pxxyyzz
xx lấy giá trị từ 1-99 số lần cắt để hoàn thành sản phẩm.
yy là kích cỡ vát mép phần đuôi ren. Nó nhận giá trị từ 0.0L-9.9L với lượng tăng là 0.1L (L là chiều dài ren). trong chương trình thi được viết bằng 2 số nguyên từ 00 đến 99.
zz là góc nghiêng của ren.
Ví dụ: P031260; thì ở đây ren được hoàn thành sau 3 lần cắt, phần vát ở đuôi ren là 1.2L và góc nghiêng của ren là 60
Q(1) chỉ định lượng ăn dao tối thiểu sau mỗi lần cắt. Nếu sau mỗi lần cắt lượng ăn dao nhỏ hơn lượng tối thiểu quy định thì máy sẽ cho tiến hành ăn dao theo lượng ăn dao tối thiểu.
R(1) Chỉ định gia công tinh.
X,Z tọa độ của điểm cuối cùng trên đường ren.
U,W khoảng cách và hướng từ điểm cắt đầu tiên đến điểm cuối cùng của đường ren theo trục X,Y.
R(2) sử dụng khi cắt ren nghiêng. đó là khoản cách tính theo trục X của 2 đáy ren xa nhau nhất.
P(2) Chiều cao của ren.
Q(2) chiều sâu cắt của lần cắt đầu tiên.
F thì mọi người đều biết rồi!
Lưu ý: lệnh G32 và G92 cũng có thể được thay thế bởi lệnh G76. Mọi người lưu ý để sử dụng nhé.
Về lý thuyết cắt ren thì còn nhiều khi nào có thời gian mình sẽ post tiếp lên cho mọi người cùng góp ý nhé!
K
D
Author
kutithichrock nói cũng đúng chứ không lầm đâu ,bạn hãy coi lại lập trình thì sẽ hiểu là lập trình đó không dùng F,thay vào đó là dùng E thế cho F .Nếu bạn dùng nhiều máy thì sẽ hiểu là có nhiều máy dùng option control khác nhau,tốt nhất là nên tìm được cuốn sách của loại đời control đó mà đọc. ;D.
K
K
dondoan viết:
kutithichrock nói cũng đúng chứ không lầm đâu ,bạn hãy coi lại lập trình thì sẽ hiểu là lập trình đó không dùng F,thay vào đó là dùng E thế cho F .Nếu bạn dùng nhiều máy thì sẽ hiểu là có nhiều máy dùng option control khác nhau,tốt nhất là nên tìm được cuốn sách của loại đời control đó mà đọc. ;D.
Vì thế mình nói là mình chưa được biết. Còn bạn kutithichrock giải thích câu lệnh đó theo tôi là chưa chính xác vì kiểu ăn dao của câu lệnh G76 được xác định theo (sqrt(n)-sqrt(n-1))*Q(2) chứ không phải chia đêu lượng dư như bạn nghĩ đâu. Còn bạn dondoan cũng cần "tìm được cuốn sách của loại đời control đó mà đọc" vì nếu là đời máy cũ thì làm gì có lệnh M54!
Thiết nghĩ bệnh trầm kha của giáo dục Việt Nam phải mất nhiều năm nữa để lọc thải hết những di căn của nó, mang lại cho đất nước nền giáo dục khỏe mạnh, người dân có thể mạnh dạn nhận rõ sai lầm để rồi sửa chữa. Chứ hiện nay nhiều người chỉ biết đọc sách rồi rao giảng lại cho thiên hạ nghe trong khi không rõ mình đang nói gì! Tội nghiệp thay!
K
K
D
Author
;D cái thời làm con mọt sách đã qua rồi,bây giờ đụng chuyện nào thì lật phần đó ,sức người có hạn  ,mình tự biết cái đầu bây giờ không có chỗ chứa ,nếu đọc mà không dùng tới thì cũng bị đào thải.Vậy thì cho tớ dùng thời gian đó hưởng nhàn 1 chúc,cày quá đủ rồi...!
,mình tự biết cái đầu bây giờ không có chỗ chứa ,nếu đọc mà không dùng tới thì cũng bị đào thải.Vậy thì cho tớ dùng thời gian đó hưởng nhàn 1 chúc,cày quá đủ rồi...!
G32 dùng để làm răng tapper ,ngoài ra cũng có máy dùng G33 .
,mình tự biết cái đầu bây giờ không có chỗ chứa ,nếu đọc mà không dùng tới thì cũng bị đào thải.Vậy thì cho tớ dùng thời gian đó hưởng nhàn 1 chúc,cày quá đủ rồi...!G32 dùng để làm răng tapper ,ngoài ra cũng có máy dùng G33 .
K