Ðề: Thảo luận Post Processor 3 4 5 axis
Chú bìnhminh. Nói chú đừng giận nhé.
Có thể chú rất rành con Heidenhain của chú. Tuy nhiên mấy con khác chú chưa hiểu hết đâu. Điển hình là con Head A /Head B này. Lúc này tâm xoay trục B và trục A vuông góc với nhau. Khi gán G54 thì pivot point lúc này luôn trùng với Z0,X0,Y0 => khỏi cần phải quan tâm đến chuyện chọn điểm Zero để gá hay input vào Post nhé.
Post 5 trục của Công ty Huy Thành là anh tự Edit và viết từ Post của hãng đấy nhé. Nó chạy OK, chú tìm trên các Post của anh, anh có Post đấy. Còn chạy được hay không thì hỏi công ty Huy Thành ấy nhé.
Mấy cái còn lai bác Quyền nói rồi. 5 trục không bù bán kính được nhé.
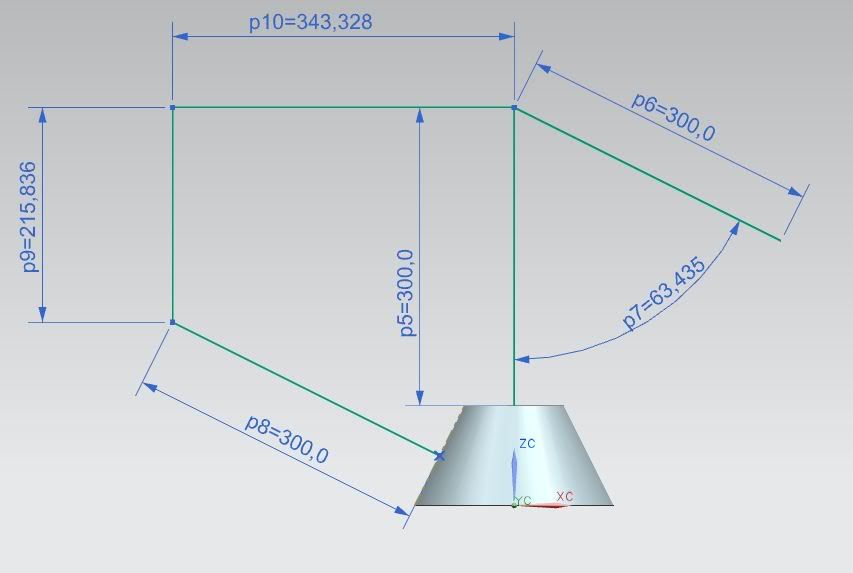
Sáng giờ không rảnh nên chưa post code đuợc. Hôm nay hàng lại gấp nên chắc đợi tối về. Xin thông báo là đến nay anh bạn chimen_bka đã bị loại từ vòng bảng, do góc A hay B sai. Hình nón cụt cao 100mm, đáy trên 100mm đáy dười 200mm thì góc nghiêng của chỏm cụt là 63.435 độ - và dao ăn phải pháp tuyến với bề mặt chi tiết. Tóm lại tùy bác ăn dao theo chiều Y hay X,bác nào không có góc 63.435 độ xem như rớt vòng loại. Còn mổi tớ và bác Quyền ....bác quyền ra đề nên bác ấy đúng....nên chỉ còn mổi iPumpkin. Tên iHaith trốn chạy mất tiêu.
Mình đã đề cập ở comment trên này. Bác Quyền bỏ qua G43 và lấy L=300mm tính luôn chiều dài dao cho tiện
Nhưng em thấy NC của các bác xuất theo toạ độ lập trình ko còn gì phải bàn,còn khi gá phôi thế nào?có phải cần đúng tâm quay của máy ko?nếu không các bác đã chạy thực tế 1 chương trình tương tự chưa?
(controll khác em không dám khẳng định nhưng Haidennhain từ 430 trở đi sẽ có vấn đề...nếu ko tin hôm nào qua em chạy luân...
Putkin:Chác vấn đề này bác gặp ở công Ty Huy Thành Từ Liêm-HN hệ điều khiên Fan 18iMB)
Có khả năng 2 bác mỗi người đi 1 hướng(giống như biểu diễn B,C,A hay Vecter)
-Như em hiểu nếu dùng ma trận biến đổi ta có thể chuyển đổi các trục quay của máy khác nhau dễ dàng vì matrix bao gồm cả tạo độ và vecster chỉ hương...
(Đơn giản không biết các bác tính nào để thay đổi kkhi A quay 90độ thành B và C có phải B quay 90độ và Cquay 90độ.Ở đây 90độ là đẽ tính nếu góc bất kỳ thì công thuc thế nào?Các trục qua lại với nhau thay đổi ntn khi đang
sang sang
?khi đang A,B sang B,C... Nếu ko có sao thay đổi cho các máy khác nhau?còn cả trường hợp máy ko theo đúng Trục quay XYZ vd như trục B quay nghieengg góc với X và Y 1gocs 45độ...)
-Phải chăng các bác cũng mới ứng dụng trên nền 1 pm Post Processeer có sẵn?chỉ việc khai báo các biến của máy?Còn bác Hải đi từ gốc đi nên chứ ko đi về ứng dụng sẵn nên việc giải quyết các trục ABC chẳng phải quan tâm nhiều nếu triển khai theo matrix....,nên các nói với bác ấy giông như ông nói gà bà nói vịt mỗi ng đi 1 hướng khác nhauCác bác ứng dụng leng cụ thể còn maxtrix chỉ ứng dụng diểm cuối tool và hướng của tool
-Liên quan đến lập trình 5truc anh em ta chú ý gì nhất?góc nghienng tiếp tiến và pháp tuyến của dao còn các kiểu kia point to,hay cuver to...có phải chỉ là 1 phần nhỏ ko?
-Ai bảo là 5 trục ko bù dao?em ko biết máy khác thế nào em lập trình Cam 5 trục với tool dài bất kỳ và xuất NC cho vào máy chạy với Tool dài bất kỳ luân,đây không biết có đc gọi là máy tự bù dao không?hoặc gãy tool lại thay con khác vào vẫn chạy chương trình cũ?
(controll khác em không dám khẳng định nhưng Haidennhain từ 430 trở đi sẽ có vấn đề...nếu ko tin hôm nào qua em chạy luân...
Putkin:Chác vấn đề này bác gặp ở công Ty Huy Thành Từ Liêm-HN hệ điều khiên Fan 18iMB)
Có khả năng 2 bác mỗi người đi 1 hướng(giống như biểu diễn B,C,A hay Vecter)
-Như em hiểu nếu dùng ma trận biến đổi ta có thể chuyển đổi các trục quay của máy khác nhau dễ dàng vì matrix bao gồm cả tạo độ và vecster chỉ hương...
(Đơn giản không biết các bác tính nào để thay đổi kkhi A quay 90độ thành B và C có phải B quay 90độ và Cquay 90độ.Ở đây 90độ là đẽ tính nếu góc bất kỳ thì công thuc thế nào?Các trục qua lại với nhau thay đổi ntn khi đang
-Phải chăng các bác cũng mới ứng dụng trên nền 1 pm Post Processeer có sẵn?chỉ việc khai báo các biến của máy?Còn bác Hải đi từ gốc đi nên chứ ko đi về ứng dụng sẵn nên việc giải quyết các trục ABC chẳng phải quan tâm nhiều nếu triển khai theo matrix....,nên các nói với bác ấy giông như ông nói gà bà nói vịt mỗi ng đi 1 hướng khác nhauCác bác ứng dụng leng cụ thể còn maxtrix chỉ ứng dụng diểm cuối tool và hướng của tool
-Liên quan đến lập trình 5truc anh em ta chú ý gì nhất?góc nghienng tiếp tiến và pháp tuyến của dao còn các kiểu kia point to,hay cuver to...có phải chỉ là 1 phần nhỏ ko?
-Ai bảo là 5 trục ko bù dao?em ko biết máy khác thế nào em lập trình Cam 5 trục với tool dài bất kỳ và xuất NC cho vào máy chạy với Tool dài bất kỳ luân,đây không biết có đc gọi là máy tự bù dao không?hoặc gãy tool lại thay con khác vào vẫn chạy chương trình cũ?
Có thể chú rất rành con Heidenhain của chú. Tuy nhiên mấy con khác chú chưa hiểu hết đâu. Điển hình là con Head A /Head B này. Lúc này tâm xoay trục B và trục A vuông góc với nhau. Khi gán G54 thì pivot point lúc này luôn trùng với Z0,X0,Y0 => khỏi cần phải quan tâm đến chuyện chọn điểm Zero để gá hay input vào Post nhé.
Post 5 trục của Công ty Huy Thành là anh tự Edit và viết từ Post của hãng đấy nhé. Nó chạy OK, chú tìm trên các Post của anh, anh có Post đấy. Còn chạy được hay không thì hỏi công ty Huy Thành ấy nhé.
Mấy cái còn lai bác Quyền nói rồi. 5 trục không bù bán kính được nhé.
Sáng giờ không rảnh nên chưa post code đuợc. Hôm nay hàng lại gấp nên chắc đợi tối về. Xin thông báo là đến nay anh bạn chimen_bka đã bị loại từ vòng bảng, do góc A hay B sai. Hình nón cụt cao 100mm, đáy trên 100mm đáy dười 200mm thì góc nghiêng của chỏm cụt là 63.435 độ - và dao ăn phải pháp tuyến với bề mặt chi tiết. Tóm lại tùy bác ăn dao theo chiều Y hay X,bác nào không có góc 63.435 độ xem như rớt vòng loại. Còn mổi tớ và bác Quyền ....bác quyền ra đề nên bác ấy đúng....nên chỉ còn mổi iPumpkin. Tên iHaith trốn chạy mất tiêu.
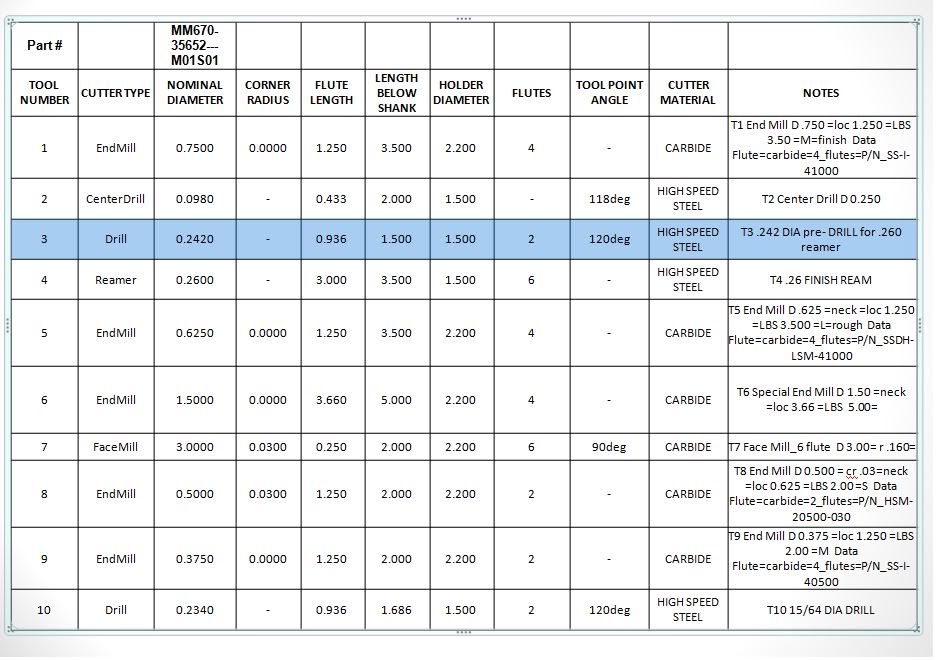
Binhminh: Cho em hỏi thêm tý :trong đề ra hình như mỗi Tool dài khác nhau là codde của các bác khác nhau thì phải?
Tớ thắc mắc thêm chút thường máy dạng Head/Head thì người ta cần biết chiều dài từ pivot point đến mặt trên của đầu Spindle gắn dao là đủ để post mà không cần biết chiều dài từ mặt trên spindle đến đỉnh dao. G43 sẽ bù chiều dài cho nhiều dao (đối với Fanuc) bác cho L là, tớ giả sử L=200mm nhé.
Last edited:
")