Author
Hình minh họa : CL là center line của yêu cầu kt
CL0 là center line của kích thước thực(là gt trung bình)
UCL là giá trị giới hạn trên, upper control line
LCL là giá trị gh dưới, lower control line
CL là giá trị (trung tâm) mong đợi, center line

Ai học kĩ thuật mà ra được trường chắc chắn phải học qua môn Xác xuất thống kê , Phương pháp xử lý số liệu với phân phối Chuẩn và sigma (sai số chuẩn ), tỉ lệ phế phẩm, xác suất xuất hiện phế phẩm.....
>>Nói chung đó vẫn là các bài toán TO ĐÙNG, phức tạp, đòi hỏi tham khảo nhiều bảng tra....
>> Để có 1 cách đơn giản và khoa học đánh giá sự ổn định của một máy gia công, người ta đưa ra khái niệm Cp và Cpk...(Nhật hay Mỹ phát minh tôi hok biết)
Khái niệm Cp :
Là đại lượng đánh giá mức độ ổn định của giá trị thu thập ngẫu nhiên. Xác định bởi công thức
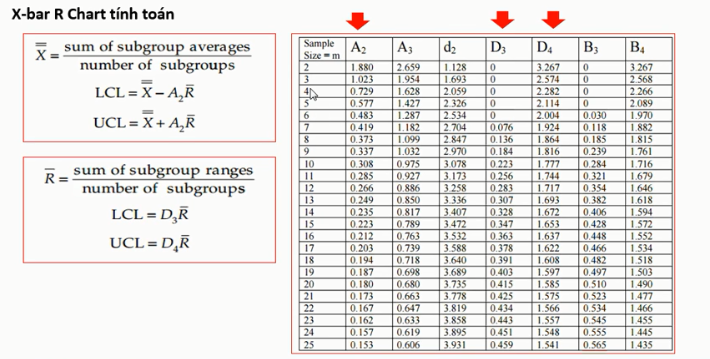
Cp = (UCL - LCL)/(6sigma) hay Cp = T/(6sigma)
Cp viết tắt của Capacity process .
Trong đó UCL là giá trị giới hạn trên, upper control line
LCL là giá trị gh dưới, lower control line
CL là giá trị (trung tâm) mong đợi, center line
sigma không cần giải thích thêm nữa.
T là miền dung sai, T = UCL - LCL
Trong kĩ thuật, không kiểm tra 100% được trong đại đa số các trường hợp. Việc kiểm tra qua pp lấy mẫu lô để giảm thời gian và kinh phí đo kiểm , nhân lực .... tóm lại là tăng năng xuất, giảm giá thành.
Lý thuyết Cp áp dụng trên nguyên tắc 6sigma với giả định giá trị khảo sát (kích thước) tuân theo pp Chuẩn Gauss.
(Khi vẽ hàm Gaus, ta biết là nó có tiếp tuyến với trục hoành ở vô cực. Tính từ trục đối xứng của đồ thị thì khoảng cách chắn bởi 3sigma mỗi bên sẽ chiếm 99.7% diện tích của miền tạo bởi hàm và trục hoành. Phần còn lại là 3 0% được bỏ qua >> coi như hàm Gauss chắn 1 đoạn là 6 sigma. Do đó có tên nguyên lý 6sigma) (*)
Ở trên hình minh họa, trục và đồ thị hàm Gauss đã xoay 90 độ cho dễ nhìn. Hai điểm cut off giới hạn 1 khoảng 6sigma
Ý nghĩa : Cp phản ánh tỉ lệ giữa miền dung sai y/c và miền phân bố kích thước thực.
Cách làm :
Để kt tra thiết bị có cho sản phẩm ổn định không, người ta gia công 1 lô liênn tục mà KHÔNG HIỆU CHỈNH MÁY, tức là để kích thước biến đổi ngẫu nhiên. Lô thường là 50 chiếc (lot size) trở lên - càng nhiều càng chuẩn (nhưng không quá giới hạn mòn dụng cụ). Từ lô đó, lấy ngãu nhiên 20 ~ 50 pcs đi đo kiểm.
>> Từ dl đo, tính sigma và gt trung bình (excell chẳng hạn), căn cứ vào yc của kich thước mà tính Cp, Cpk.
Đánh giá :
Khi Cp > 1.66 năng lực máy rất tốt, tức là máy quá ổn định để làm ra chi tiết với yckt đã cho. Lý do có thể là cấp cx máy khá cao so với dung sai bản vẽ kt, do chế độ cắt quá chậm....
Và ta không cần quản lý chặt chẽ đối với kích thước này. Ta có thể thử với máy khác rẻ tiền , cấp cx thấp hơn, hay cho dao ăn nhanh hơn nhằm tăng năng xuất.
Hoặc đang kt với tần suất 1/20 thì ta chỉ cần kt với 1/200 chi tiết (là vd thế) để đỡ tốn công.
Khi Cp < 1.66 và >1.33 là năng lực hợp lý nhất. Đây cũng là target mong đợi ở máy.
Công đoạn ổn định và mức độ quản lý vừa phải
Cp >1 <1.33 là năng lực máy tạm chấp nhận được. Khi có khả năng thì hãy cố gắng cải tiến máy tốt hơn , kt lại chế độ cắt, dao, gá... làm sao nâng cao năng lực lên. Phải quản lý chặt khi thiết bị có năng lực trong phạm vi này : tăng cường kiểm tra sản phẩm.
Cp >0.67 <1 thì phải quản lý rất chặt. Máy, công đoạn không chấp nhận được ! Nên đo 100% cho các sp. KHÓ MÀ THUYẾT PHỤC KHÁCH HÀNG VỀ CHẤT LƯỢNG CỦA BẠN.
Cp<0.67 : KHÔNG PHẢI NÓI NỮA, VỨT MÁY ĐI HAY LÀ BẠN LÀM 10 SP HỎNG 8 CHIẾC ?
Chú ý nhé : Cp tỉ lệ nghịch với sigma ( độ tán xạ) của mẫu kích thước và tỉ lệ thuận với miền dung sai.
>> dung sai càng lớn Cp càng lớn ( là d sai bản vẽ chứ không phải dung sai của mẫu !).
Có t/h phải từ Cp mà tính ngược ra miền dsai T đó. Vd, độ vuông góc lỗ - mặt đầu ảnh hưởng đến công đoạn chuốt lỗ.
Vậy ở tiện bạn cần xác định nó mà không biết cần bao nhiêu um độ vuông góc ? Trong tay bạn cầm bvkt có ghi dung sai độ vuông góc là 0.03 >>>> bạn biết là cần có độ vuông góc ở sau tiện (cho chuốt) là nhỏ hơn 0.03 và càng nhỏ càng tốt.
Đây là lúc phải xác định độ vg ở tiện : đòi 0.005 thì ok nhưng công nhân học chửi cho, vì 0.005 quá khó làm, phế phẩm nhiều, mà chọn 0.03 thì làm con nào cũng ok nhưng chuốt xong thì hỏn cả núi !
Cách tính : gia công >> lấy mẫu >> đo >>tính sigma>> chọn Cp = 1.5 >> tính ra độ vg y/c.
Nếu độ vg y/c này ,vd là 0.05 thì ôi thôi, máy tiện lại không đủ năng lực rồi (vì ít ra cung phải đạt 0.03 , mà lắp 0.03 vào lại ra Cp=0.83 vd thế!)
================
Trong các đại lượng chỉ có 1 limit, ví dụ ds hình học : độ đảo, độ //, độ tròn v.v.v thì ta không tính Cp mà phải tính Cpk. Là vì, y/c độ // 0.02 ta không thể chọn targret CL là 0.01 được, không ai muốn thế cả. Các địa lượng đó luông có CL = 0 (không sai số)
Vì thế đây là t/h có 1/2 đồ thị "quả chuông", cái ta kiểm soát là đường CL0 nằm về phía "0" , hay là nằm cách UCL càng xa càng tốt. Đại lượng Cpk phản ánh đọ lệch của CL0 so với CL
Cpk = (UCL-CL0)/(3sigma)
vd : độ //trung bình = 0.015, sigma = 0.001, yckt là //0.02 thì Cpk = (0.02-0.015)/(3x0.001) = 1.67
Với các kích thước 2 limit như chiều dài, đường kính, cân nặng ...thì
Cpk = (UCL - CL0)/(3sigma) hoặc (CL0- LCL)/(3sigma) tùy theo cái nào nhỏ hơn.
Cpk là đại lượng có thể âm. vd yckt phi 40+-0.1 mà kích thước làm ra là phi 41.01, 41.03, 41.01, 41.00 v..v.vv khi đó Cp thì đạt (do sigma nhỏ) mà Cpk âm - do vọt ra ngoài phạm vi y/c (cứ lắp vô công thức là thấy).
T/C đánh giá ok cho Cpk là 1.0 chứ không phải 1.33 như Cp.
Hy vọng là chút bổ ích cho một số người !
==============
(*) do nguyên lý 6sigma chấp nhận giả định sai số 3/1000 nên không thể áp dụng cho ngành hàng không, vụ trụ, y tế... nơi mà tỉ lệ phế phẩm , rủi ro cho phép <1/1000000
CL0 là center line của kích thước thực(là gt trung bình)
UCL là giá trị giới hạn trên, upper control line
LCL là giá trị gh dưới, lower control line
CL là giá trị (trung tâm) mong đợi, center line
Ai học kĩ thuật mà ra được trường chắc chắn phải học qua môn Xác xuất thống kê , Phương pháp xử lý số liệu với phân phối Chuẩn và sigma (sai số chuẩn ), tỉ lệ phế phẩm, xác suất xuất hiện phế phẩm.....
>>Nói chung đó vẫn là các bài toán TO ĐÙNG, phức tạp, đòi hỏi tham khảo nhiều bảng tra....
>> Để có 1 cách đơn giản và khoa học đánh giá sự ổn định của một máy gia công, người ta đưa ra khái niệm Cp và Cpk...(Nhật hay Mỹ phát minh tôi hok biết)
Khái niệm Cp :
Là đại lượng đánh giá mức độ ổn định của giá trị thu thập ngẫu nhiên. Xác định bởi công thức
Cp = (UCL - LCL)/(6sigma) hay Cp = T/(6sigma)
Cp viết tắt của Capacity process .
Trong đó UCL là giá trị giới hạn trên, upper control line
LCL là giá trị gh dưới, lower control line
CL là giá trị (trung tâm) mong đợi, center line
sigma không cần giải thích thêm nữa.
T là miền dung sai, T = UCL - LCL
Trong kĩ thuật, không kiểm tra 100% được trong đại đa số các trường hợp. Việc kiểm tra qua pp lấy mẫu lô để giảm thời gian và kinh phí đo kiểm , nhân lực .... tóm lại là tăng năng xuất, giảm giá thành.
Lý thuyết Cp áp dụng trên nguyên tắc 6sigma với giả định giá trị khảo sát (kích thước) tuân theo pp Chuẩn Gauss.
(Khi vẽ hàm Gaus, ta biết là nó có tiếp tuyến với trục hoành ở vô cực. Tính từ trục đối xứng của đồ thị thì khoảng cách chắn bởi 3sigma mỗi bên sẽ chiếm 99.7% diện tích của miền tạo bởi hàm và trục hoành. Phần còn lại là 3 0% được bỏ qua >> coi như hàm Gauss chắn 1 đoạn là 6 sigma. Do đó có tên nguyên lý 6sigma) (*)
Ở trên hình minh họa, trục và đồ thị hàm Gauss đã xoay 90 độ cho dễ nhìn. Hai điểm cut off giới hạn 1 khoảng 6sigma
Ý nghĩa : Cp phản ánh tỉ lệ giữa miền dung sai y/c và miền phân bố kích thước thực.
Cách làm :
Để kt tra thiết bị có cho sản phẩm ổn định không, người ta gia công 1 lô liênn tục mà KHÔNG HIỆU CHỈNH MÁY, tức là để kích thước biến đổi ngẫu nhiên. Lô thường là 50 chiếc (lot size) trở lên - càng nhiều càng chuẩn (nhưng không quá giới hạn mòn dụng cụ). Từ lô đó, lấy ngãu nhiên 20 ~ 50 pcs đi đo kiểm.
>> Từ dl đo, tính sigma và gt trung bình (excell chẳng hạn), căn cứ vào yc của kich thước mà tính Cp, Cpk.
Đánh giá :
Khi Cp > 1.66 năng lực máy rất tốt, tức là máy quá ổn định để làm ra chi tiết với yckt đã cho. Lý do có thể là cấp cx máy khá cao so với dung sai bản vẽ kt, do chế độ cắt quá chậm....
Và ta không cần quản lý chặt chẽ đối với kích thước này. Ta có thể thử với máy khác rẻ tiền , cấp cx thấp hơn, hay cho dao ăn nhanh hơn nhằm tăng năng xuất.
Hoặc đang kt với tần suất 1/20 thì ta chỉ cần kt với 1/200 chi tiết (là vd thế) để đỡ tốn công.
Khi Cp < 1.66 và >1.33 là năng lực hợp lý nhất. Đây cũng là target mong đợi ở máy.
Công đoạn ổn định và mức độ quản lý vừa phải
Cp >1 <1.33 là năng lực máy tạm chấp nhận được. Khi có khả năng thì hãy cố gắng cải tiến máy tốt hơn , kt lại chế độ cắt, dao, gá... làm sao nâng cao năng lực lên. Phải quản lý chặt khi thiết bị có năng lực trong phạm vi này : tăng cường kiểm tra sản phẩm.
Cp >0.67 <1 thì phải quản lý rất chặt. Máy, công đoạn không chấp nhận được ! Nên đo 100% cho các sp. KHÓ MÀ THUYẾT PHỤC KHÁCH HÀNG VỀ CHẤT LƯỢNG CỦA BẠN.
Cp<0.67 : KHÔNG PHẢI NÓI NỮA, VỨT MÁY ĐI HAY LÀ BẠN LÀM 10 SP HỎNG 8 CHIẾC ?
Chú ý nhé : Cp tỉ lệ nghịch với sigma ( độ tán xạ) của mẫu kích thước và tỉ lệ thuận với miền dung sai.
>> dung sai càng lớn Cp càng lớn ( là d sai bản vẽ chứ không phải dung sai của mẫu !).
Có t/h phải từ Cp mà tính ngược ra miền dsai T đó. Vd, độ vuông góc lỗ - mặt đầu ảnh hưởng đến công đoạn chuốt lỗ.
Vậy ở tiện bạn cần xác định nó mà không biết cần bao nhiêu um độ vuông góc ? Trong tay bạn cầm bvkt có ghi dung sai độ vuông góc là 0.03 >>>> bạn biết là cần có độ vuông góc ở sau tiện (cho chuốt) là nhỏ hơn 0.03 và càng nhỏ càng tốt.
Đây là lúc phải xác định độ vg ở tiện : đòi 0.005 thì ok nhưng công nhân học chửi cho, vì 0.005 quá khó làm, phế phẩm nhiều, mà chọn 0.03 thì làm con nào cũng ok nhưng chuốt xong thì hỏn cả núi !
Cách tính : gia công >> lấy mẫu >> đo >>tính sigma>> chọn Cp = 1.5 >> tính ra độ vg y/c.
Nếu độ vg y/c này ,vd là 0.05 thì ôi thôi, máy tiện lại không đủ năng lực rồi (vì ít ra cung phải đạt 0.03 , mà lắp 0.03 vào lại ra Cp=0.83 vd thế!)
================
Trong các đại lượng chỉ có 1 limit, ví dụ ds hình học : độ đảo, độ //, độ tròn v.v.v thì ta không tính Cp mà phải tính Cpk. Là vì, y/c độ // 0.02 ta không thể chọn targret CL là 0.01 được, không ai muốn thế cả. Các địa lượng đó luông có CL = 0 (không sai số)
Vì thế đây là t/h có 1/2 đồ thị "quả chuông", cái ta kiểm soát là đường CL0 nằm về phía "0" , hay là nằm cách UCL càng xa càng tốt. Đại lượng Cpk phản ánh đọ lệch của CL0 so với CL
Cpk = (UCL-CL0)/(3sigma)
vd : độ //trung bình = 0.015, sigma = 0.001, yckt là //0.02 thì Cpk = (0.02-0.015)/(3x0.001) = 1.67
Với các kích thước 2 limit như chiều dài, đường kính, cân nặng ...thì
Cpk = (UCL - CL0)/(3sigma) hoặc (CL0- LCL)/(3sigma) tùy theo cái nào nhỏ hơn.
Cpk là đại lượng có thể âm. vd yckt phi 40+-0.1 mà kích thước làm ra là phi 41.01, 41.03, 41.01, 41.00 v..v.vv khi đó Cp thì đạt (do sigma nhỏ) mà Cpk âm - do vọt ra ngoài phạm vi y/c (cứ lắp vô công thức là thấy).
T/C đánh giá ok cho Cpk là 1.0 chứ không phải 1.33 như Cp.
Hy vọng là chút bổ ích cho một số người !
==============
(*) do nguyên lý 6sigma chấp nhận giả định sai số 3/1000 nên không thể áp dụng cho ngành hàng không, vụ trụ, y tế... nơi mà tỉ lệ phế phẩm , rủi ro cho phép <1/1000000
Last edited:



")