Cho em hỏi về cấu trúc lệnh G81 & G83 của con máy phay Maho600_W !!!
- Thread starter VietLinh48
- Ngày mở chủ đề

VietLinh48 viết:
Bác nào xài con này rồi giúp em với.Em không biết cú pháp của câu lệnh này!
G81G98/G99X_Y_Z_I_K_
G98 Là lùi dao về mặt phẳng ban đầu sau khi khoan xong lỗ
G99 là lùi dao về mặt phẳng tham chiếu.....
X,Y,Z tọa độ điểm cần khoan
I chiều sâu lỗ khoan
K thời gian dừng tại điểm cuối cùng
G83 cũng là chu trình khoan nhưng khác với G81 là đây là chu trình khoan có bẻ phoi,cứ sau 1 bước tiến thì dao sẽ được lùi lại về mặt phẳng tham chiếu để thoát phoi,bẻ phoi
G83G98/G99X_Y_Z_I_J_
I là giá trị của mỗi bước khoan theo phương Z
J là số bước khoan mà chu trình sẽ thực hiện
L
G81: KHoan Nông
G82: Khoan sâu không ngắt phoi
G83: Khoan sâu có ngắt phoi
G99: Rút mũi khoan lên đến Z0 của vật thì dừng lại
G98: Rút mũi khoan lên đến tọa độ J của chương trình khoan. Tọa độ bắt đầu thực hiện chu trình khoan theo trục Z.
Ii: Khoảng cách khoan sâu để dừng ngắt phoi
Jj: Khoảng cách đến Z0. Nếu coi mặt phôi là Z0 thì khi mũi khoan rút lên sẽ là chiều âm. Vậy J sẽ có giá trị âm so với Z nhưng thực tế ta khai số dương.
G98/G99 G81 X(+/-x) Y(+/-y) Z(-z) Rr Ff M8;
G82 X(+/-x) Y(+/-y) Z(-z) Rr Ff M8;
G99 G83 X(+/-x) Y(+/-y) Z(-z) Ii Jj Ff M8;
VD: G99 G83 X80 Y-7 Z-30 I3 J3 F150 M8;
Vậy là tại tọa độ X80 và Y -7 ta khoan 1 lỗ xâu 30. Trước khi đặt mũi khoan vào vật thì mũi khoan dừng lại cách mặt phẳng vật cần khoan (Z0) là 3mm (J) và bắt đầu chu trình khoan từ đây. Cứ khoan xâu thêm được 3mm (I3) thì rút mũi khoan lên đến J3 tức là cách mặt phôi 3mm. Và kết thúc khi mũi khoan chạm tới chiều sâu là 30mm. Nếu ta dùng G98 thay cho G99 thì máy sẽ rút mũi khoan lên đến mặt phẳng vật, tức Z0. Câu lệnh F tuyệt đối không nên bỏ qua để khống chế bước tiến của mũi khoan trong quá trình gia công và cũng nên quan tâm đến M8 tức bật nước tưới nguội. Cần lưu ý là không nên đưa máy về mặt Z0 của vật để khoan vì máy chạy rất nhanh (G0) nên sẽ gẫy dao hay mẻ dao khoan nếu xét Z0 chưa chuẩn hay chiều dài dao chưa chuẩn khi khai báo trong hệ thống. Vậy để J có giá trị là 3 sẽ an toàn nhất.
Vài câu lệnh gọi là nhớ lại, có thể nhầm lẫn giữa I và J do lâu lắm tôi ko lập trình.
Và đó là của Sách viết còn trong thực tế thì tôi làm theo bộ điều khiển FUNAC:
G98/G99 G81 X(+/-x) Y(+/-y) Z(-z) Rr Ff Kk;
R: KHoảng cách từ mặt phẳng tới điểm R theo phương trục Z. Thực tế đây là khoảng an toàn của mũi khoan lao xuống và bắt đâu khoan từ điểm R tới điểm Z
K: Số lần lặp
F: Tốc độ khoan
G99/G98 G82 X(+/-x) Y(+/-y) Z(-z) Rr Pp Ff Kk;
Ở G82 này có thêm Lệnh P. Lệnh này có tác dụng dừng ở dưới đáy lỗ khoan sau khi khoan xong 1 khoảng thời gian tính bằng giây. Tác dụng là để đáy của lỗ khoan được nhẵn bóng vì lưỡi cắt sẽ cắt hết via và mài chút ít đáy lỗ khoan.
Nếu xo sánh giữa G81 và G82 thì chỉ khác nhau ở điểm P này mà thôi.
G99/G98 G83 X(+/-x) Y(+/-y) Z(-z) Rr Qq Ff Ii Kk Pp;
R: điểm dừng an toàn để thực hiện chu trình khoan
Q: Chiều sâu của mỗi lần khoan nhằm ngắt phoi
I: Khoảng rút lên của mũi khoan sau mỗi lần ngắt khoan để thoát phoi. Thông thường I bằng R hoặc bằng Z0
K: Số lần lặp để khoan sâu tới Z
VD: G98 G83 X20 Y-30 Z-30 R3 Q3 I0 K2 P5 F100;
Vậy có nghĩa rằng mũi khoan sẽ chạy đền vị trí X20 Y-30 rồi đưa dao khoan xuống vị trí cách mặt SP 3mm do R3 thực hiện và bắt đầu khoan. Khoan sâu 3mm (Q3) thì rút lên mặt phẳng phôi (I0). Cứ khoan sâu được 3mm lại rút lên Z0 được lặp lại đến khi Z-30. Lặp lại quá trình khoan lần nữa K2.
G82: Khoan sâu không ngắt phoi
G83: Khoan sâu có ngắt phoi
G99: Rút mũi khoan lên đến Z0 của vật thì dừng lại
G98: Rút mũi khoan lên đến tọa độ J của chương trình khoan. Tọa độ bắt đầu thực hiện chu trình khoan theo trục Z.
Ii: Khoảng cách khoan sâu để dừng ngắt phoi
Jj: Khoảng cách đến Z0. Nếu coi mặt phôi là Z0 thì khi mũi khoan rút lên sẽ là chiều âm. Vậy J sẽ có giá trị âm so với Z nhưng thực tế ta khai số dương.
G98/G99 G81 X(+/-x) Y(+/-y) Z(-z) Rr Ff M8;
G82 X(+/-x) Y(+/-y) Z(-z) Rr Ff M8;
G99 G83 X(+/-x) Y(+/-y) Z(-z) Ii Jj Ff M8;
VD: G99 G83 X80 Y-7 Z-30 I3 J3 F150 M8;
Vậy là tại tọa độ X80 và Y -7 ta khoan 1 lỗ xâu 30. Trước khi đặt mũi khoan vào vật thì mũi khoan dừng lại cách mặt phẳng vật cần khoan (Z0) là 3mm (J) và bắt đầu chu trình khoan từ đây. Cứ khoan xâu thêm được 3mm (I3) thì rút mũi khoan lên đến J3 tức là cách mặt phôi 3mm. Và kết thúc khi mũi khoan chạm tới chiều sâu là 30mm. Nếu ta dùng G98 thay cho G99 thì máy sẽ rút mũi khoan lên đến mặt phẳng vật, tức Z0. Câu lệnh F tuyệt đối không nên bỏ qua để khống chế bước tiến của mũi khoan trong quá trình gia công và cũng nên quan tâm đến M8 tức bật nước tưới nguội. Cần lưu ý là không nên đưa máy về mặt Z0 của vật để khoan vì máy chạy rất nhanh (G0) nên sẽ gẫy dao hay mẻ dao khoan nếu xét Z0 chưa chuẩn hay chiều dài dao chưa chuẩn khi khai báo trong hệ thống. Vậy để J có giá trị là 3 sẽ an toàn nhất.
Vài câu lệnh gọi là nhớ lại, có thể nhầm lẫn giữa I và J do lâu lắm tôi ko lập trình.
Và đó là của Sách viết còn trong thực tế thì tôi làm theo bộ điều khiển FUNAC:
G98/G99 G81 X(+/-x) Y(+/-y) Z(-z) Rr Ff Kk;
R: KHoảng cách từ mặt phẳng tới điểm R theo phương trục Z. Thực tế đây là khoảng an toàn của mũi khoan lao xuống và bắt đâu khoan từ điểm R tới điểm Z
K: Số lần lặp
F: Tốc độ khoan
G99/G98 G82 X(+/-x) Y(+/-y) Z(-z) Rr Pp Ff Kk;
Ở G82 này có thêm Lệnh P. Lệnh này có tác dụng dừng ở dưới đáy lỗ khoan sau khi khoan xong 1 khoảng thời gian tính bằng giây. Tác dụng là để đáy của lỗ khoan được nhẵn bóng vì lưỡi cắt sẽ cắt hết via và mài chút ít đáy lỗ khoan.
Nếu xo sánh giữa G81 và G82 thì chỉ khác nhau ở điểm P này mà thôi.
G99/G98 G83 X(+/-x) Y(+/-y) Z(-z) Rr Qq Ff Ii Kk Pp;
R: điểm dừng an toàn để thực hiện chu trình khoan
Q: Chiều sâu của mỗi lần khoan nhằm ngắt phoi
I: Khoảng rút lên của mũi khoan sau mỗi lần ngắt khoan để thoát phoi. Thông thường I bằng R hoặc bằng Z0
K: Số lần lặp để khoan sâu tới Z
VD: G98 G83 X20 Y-30 Z-30 R3 Q3 I0 K2 P5 F100;
Vậy có nghĩa rằng mũi khoan sẽ chạy đền vị trí X20 Y-30 rồi đưa dao khoan xuống vị trí cách mặt SP 3mm do R3 thực hiện và bắt đầu khoan. Khoan sâu 3mm (Q3) thì rút lên mặt phẳng phôi (I0). Cứ khoan sâu được 3mm lại rút lên Z0 được lặp lại đến khi Z-30. Lặp lại quá trình khoan lần nữa K2.
Khi phải khoan một lổ quá sâu ở vật liệu cứng,thường hay bị cháy mũi khoan hoặc lổ không thẳng vì nước làm mát không xuống đủ,phoi dính ở đầu mũi khoan sẽ làm lệch tâm hay làm mòn rất nhanh.Để giải quyết vấn đề này người ta thêm i,j vào câu lệnh G83.
Tôi chưa từng dùng máy Maho600-W.Nhưng thiết nghĩ lệnh G83 đã được tiêu chuẩn hóa,theo cách giải thích về i,j của hai bạn ở trên có khác biệt với sự hiểu biết của tôi.
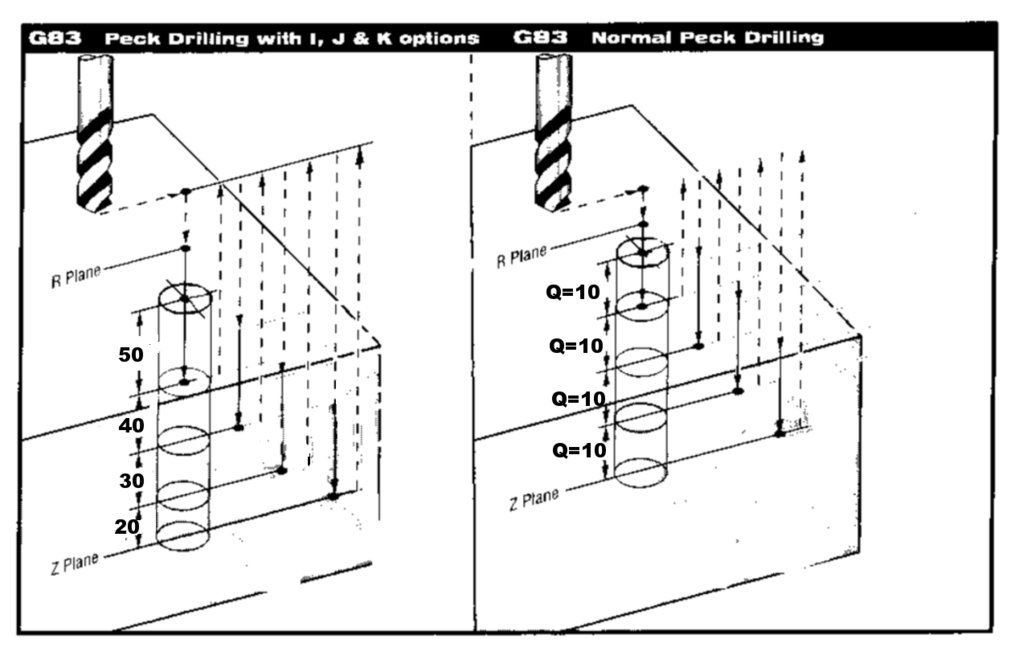
Câu lệnh G83 bình thường để khoan một lổ sâu 40mm , mỗi lần khoan xuống 10 mm thì rút lên để ngắt phoi ở hình bên phải chắc ai cũng biết
G83 G98 Z-40. R3. Q10. Ff ;
Hình bên trái được viết như sau
G83 G98 Z-150. R3. I50. J10. K20. Ff ;
I là chiều sâu của lần ngừng ngắt phoi đầu tiên.Chiều sâu này được làm chuẩn để tính chiều sâu cho những lần kế tiếp.
J là khoảng cách giảm dần ở mổi lần ngắt phoi được trừ vào lần ngắt phoi trước.
K là khoảng cách tối thiểu ,khi giảm dần đến k mà vẫn chưa đạt đến độ sâu Z thì sẽ không giảm nữa, tiếp tục ngắt với K cho đến khi đạt được Z
Ở hình trên sẽ khoan bước đầu là 50,bước kế 50-10=40,bước kế 40-10=30 ...... như vậy càng xuống sâu lực cắt càng giảm,không gây lệch tâm.Số lần ngắt phoi nhiều hơn tạo cơ hội cho nước làm mát có đủ thời gian xuống đáy lổ
** Nếu K không được thêm vào câu lệnh thì các bước cứ tiếp tục giảm theo J cho đến khi gập Z (50,40,30,20,10,0)
(Những số trên chỉ được dùng làm ví dụ,không nên khoan 1 bước 50 mm )
svb
Tôi chưa từng dùng máy Maho600-W.Nhưng thiết nghĩ lệnh G83 đã được tiêu chuẩn hóa,theo cách giải thích về i,j của hai bạn ở trên có khác biệt với sự hiểu biết của tôi.
Câu lệnh G83 bình thường để khoan một lổ sâu 40mm , mỗi lần khoan xuống 10 mm thì rút lên để ngắt phoi ở hình bên phải chắc ai cũng biết
G83 G98 Z-40. R3. Q10. Ff ;
Hình bên trái được viết như sau
G83 G98 Z-150. R3. I50. J10. K20. Ff ;
I là chiều sâu của lần ngừng ngắt phoi đầu tiên.Chiều sâu này được làm chuẩn để tính chiều sâu cho những lần kế tiếp.
J là khoảng cách giảm dần ở mổi lần ngắt phoi được trừ vào lần ngắt phoi trước.
K là khoảng cách tối thiểu ,khi giảm dần đến k mà vẫn chưa đạt đến độ sâu Z thì sẽ không giảm nữa, tiếp tục ngắt với K cho đến khi đạt được Z
Ở hình trên sẽ khoan bước đầu là 50,bước kế 50-10=40,bước kế 40-10=30 ...... như vậy càng xuống sâu lực cắt càng giảm,không gây lệch tâm.Số lần ngắt phoi nhiều hơn tạo cơ hội cho nước làm mát có đủ thời gian xuống đáy lổ
** Nếu K không được thêm vào câu lệnh thì các bước cứ tiếp tục giảm theo J cho đến khi gập Z (50,40,30,20,10,0)
(Những số trên chỉ được dùng làm ví dụ,không nên khoan 1 bước 50 mm )
svb
L
Xin hỏi bạn SVB là khoan sâu 10mm mới ngắt phoi, đó là điều bạn được học hay bạn đã thực hành hay đây chỉ lấy làm ví dụ?
Vì tôi ko dám ngắt phoi sau khi khoan tới 10mm, đơn giản là sẽ kẹt và sước mặt lỗ do phoi cọ vào, tôi chỉ khoan đến 5mm là ngắt phoi, thậm chí là 3mm đã ngắt với các mũi khoan từ fy 4 trở lên.
Với mũi khoan từ fy 3 là 3mm, với fy 2mm trở xuống fy0.5mm thì cứ 1mm đến 0,5mm đã ngắt phoi rồi, dù lỗ ấy khoan sâu 5mm hay 30mm.
Nếu không là phải trả giá đắt. ;D
Vì tôi ko dám ngắt phoi sau khi khoan tới 10mm, đơn giản là sẽ kẹt và sước mặt lỗ do phoi cọ vào, tôi chỉ khoan đến 5mm là ngắt phoi, thậm chí là 3mm đã ngắt với các mũi khoan từ fy 4 trở lên.
Với mũi khoan từ fy 3 là 3mm, với fy 2mm trở xuống fy0.5mm thì cứ 1mm đến 0,5mm đã ngắt phoi rồi, dù lỗ ấy khoan sâu 5mm hay 30mm.
Nếu không là phải trả giá đắt. ;D

Tôi chỉ lấy những con số chẵn (50,40,30,20...) để dể làm ví dụ về bước tiến giảm dần,và đã cẫn thận ghi chú ở cuối bài :
(Những số trên chỉ được dùng làm ví dụ,không nên khoan 1 bước 50 mm )
Về câu hỏi của Liễu Ngân Đình
Xin hỏi bạn SVB là khoan sâu 10mm mới ngắt phoi, đó là điều bạn được học hay bạn đã thực hành hay đây chỉ lấy làm ví dụ?
Xin trả lời :Chỉ làm ví dụ thôi.
Nhưng những phần khác của bài viết trên của tôi là do học được và kinh nghiệm trong thực hành.
Tôi bắt đầu với CNC năm 1990 ,cũng từng nhức đầu vì khoan các lổ sâu trên các loại vật liệu tổng hợp như nhựa trộn gựong,440c stainless steel,super invar,kovar,inconel..
svb
(Những số trên chỉ được dùng làm ví dụ,không nên khoan 1 bước 50 mm )
Về câu hỏi của Liễu Ngân Đình
Xin hỏi bạn SVB là khoan sâu 10mm mới ngắt phoi, đó là điều bạn được học hay bạn đã thực hành hay đây chỉ lấy làm ví dụ?
Xin trả lời :Chỉ làm ví dụ thôi.
Nhưng những phần khác của bài viết trên của tôi là do học được và kinh nghiệm trong thực hành.
Tôi bắt đầu với CNC năm 1990 ,cũng từng nhức đầu vì khoan các lổ sâu trên các loại vật liệu tổng hợp như nhựa trộn gựong,440c stainless steel,super invar,kovar,inconel..
svb