
Author
Công nghệ đúc mẫu cháy là phương pháp đúc có nhiều ưu điểm và đầy triển vọng, nên hôm nay mình mạn phép giới thiệu cùng mọi người về phương pháp đúc này. Tài liệu mình dịch là từ 2 quyển Foseco Ferrous Foundryman’s Handbook và ASM HANDBOOK VOL 15 - 2008 - Casting do mình và Neverlose dịch được bổ sung và sửa chữa của Chị Nhi và Anh Nguyễn Thế Uy. Hi vọng được mọi người trao đổi về phương pháp đúc này.
- Không giống như những công nghệ đúc sử dụng chất kết dính khác, đúc mẫu cháy (còn gọi là đúc mẫu hoá khí) không dùng chất kết dính để liên kết cát. Mẫu và các nhánh cây được làm bằng hạt nhựa polystyren hoặc copolymers. Các vật đúc có hình dạng phức tạp, từng phần mẫu sẽ được chế tạo riêng. Sau đó, chúng sẽ được dán lại với nhau và dán vào nhánh cây chính (nhánh cây chính có thể là ống rót, nhánh cây phụ có thể là rãnh lọc xỉ, rãnh dẫn). Mẫu sau khi đã dán thành nhánh cây sẽ được sơn (phủ) lớp cách nhiệt. Sau khi lớp sơn khô, mẫu sẽ được đặt vào trong hòm khuôn và phủ đầy cát. Cát được sít chặt bằng cách rung. Giai đoạn làm khuôn xong, hòm khuôn được hút chân không và chờ rót (Hình 1).

- Có nhiều yếu tố làm cản trở đến quá trình đúc mẫu cháy. Nhưng nếu biết kết hợp các khâu thiết kế, quá trình đúc, tay nghề thợ, nguồn cung cấp polymer, lớp phủ…. Với nhau sẽ hạn chế các ảnh hưởng của nó, cải thiện được chất lượng của vật đúc và ngoài ra còn làm giảm chi phí.
- Thành phần cacbon trong gang rất khó xác định do việc hình thành lớp cacbon do khi mẫu cháy sẽ sinh ra muội than và xâm nhập lên ở mặt trên và dưới. Do đó để biết chính xác thành phần cacbon đúng khi gia công lớp bề mặt. Do vậy việc cốt yếu để tăng ưu thế của đúc mẫu cháy là sử dụng copolymers.
II Các bước tiến hành:
- Các hạt để đúc được mua từ nhà máy hóa chất. Nó bao gồm các hạt polystyrene (EPS) hình cầu hoặc polystyrene (EPS) được phân loại sẵn kích thước. Các hạt này khi sản xuất được phun chất pentane để thấm vào các hạt.
- Sau khi thu mua về hạt EPS rất nhỏ khoảng 0.2mm được kích nở sơ bộ thành hạt xốp 1-2mm, kích nở để hạt đạt theo yêu cầu bằng cách thổi hơi nước nóng, sau đó được ép trong khuôn giống như ép khuôn nhựa. Vật liệu làm khuôn là nhôm, khuôn rỗng bên trong có thành dày cỡ 8mm. Sau đó các hạt tiếp tục được đưa vào nồi hấp và dùng hơi nước nóng làm hạt nở ra to hơn và nóng chảy giúp hạt liên kết dính vào nhau . Sau khi chảy ra, mẫu bên trong khuôn được làm nguội bằng cách phun nước lạnh hỗ trợ bởi khí nén. Vì vậy mẫu được được nguội toàn bộ các phía loại bỏ được hiện tượng mẫu méo mó.
- Thời gian làm mẫu phụ thuộc vào quá trình nung nóng và làm nguội khuôn. Mỗi một quá trình cần phải làm chậm thường thì 1-2 phút cho 1 chu kì. Máy ép khuôn lớn hơn kích thước tấm mẫu thông thường là 800 x 600 mm or 1000 x 700 mm, vì vậy có thể làm được nhiều khuôn giúp tăng năng suất.
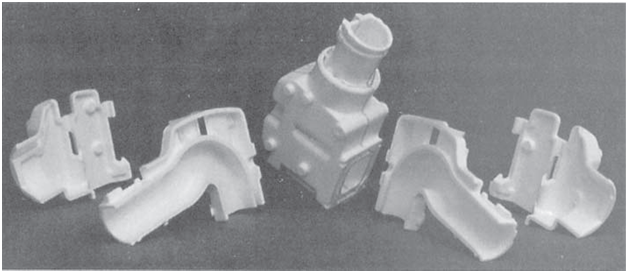
- Đối với mẫu đơn giản thì, mẫu được làm nguyên hình bằng cách sử dụng công ngệ ép phun, đối với vật có hình dạng phức tạp thì không thể làm nguyên mẫu mà tách riêng ra thành các phần với nhau, sau đó các phần được dán với nhau dễ dàng, nhanh chóng và chính xác bằng chất kết dính nóng chảy sử dụng máy dán đặc biệt (hình 2)
- Lưu ý ta phải canh lượng keo dính vừa phải vì nếu dư ra chất kết dính sẽ tạo hình lên vật đúc.
- Đối với các vật đúc đơn cỡ lớn hoặc kim loại màu, mẫu làm bằng EPS được gắn dưới ống rót. Ta luôn thêm vào lớp gạch chịu lửa gắn dưới cốc rót. Với vật đúc nhỏ hơn thường được bổ trí theo cụm. Mẫu được ráp xung quanh ống rót và tạo rãnh dẫn để đưa có thể cung cấp kim loại cho cả cụm.
[LEFT]- Mẫu hóa khí phải được phủ lớp sơn cách nhiệt trước khi đúc, nếu ko phủ thì sẽ gây ra hiện tượng xói mòn dẫn tới phá hủy khuôn. Phủ mẫu bằng cách nhúng mẫu vào thùng chứa chất sơn khuôn, sau đó sấy khô hoàn toàn ở nhiệt độ thấp.[/LEFT]
- Các cụm mẫu sau khi phủ được đặt vào thùng thép và đổ sạn silica khô vào xung quanh, khi thùng chứa mẫu được điền đầy, ta tiến hành rung để cát được điền đầy và bám vào trong mẫu. Nếu rung không đúng sẽ gây nhiều vấn đề cho sản phẩm. Sản phẩm có hình dạng phức tạp phải dùng các loại máy rung tốt, do đó đầu tư hợp lí cho thiết bị rung cũng là sự đầu tư hiệu quả. Không thể điền cát theo phương dốc bằng cách rung do đó mẫu phải được đặt theo hướng đứng hoặc xuôi.
Phần 2: Cơ chế hình thành vật đúc trong khuôn mẫu cháy. Ưu, khuyết điểm của đúc mẫu cháy, triển vọng tương lai.
ĐÚC MẪU CHÁY
I.Tổng quan:- Không giống như những công nghệ đúc sử dụng chất kết dính khác, đúc mẫu cháy (còn gọi là đúc mẫu hoá khí) không dùng chất kết dính để liên kết cát. Mẫu và các nhánh cây được làm bằng hạt nhựa polystyren hoặc copolymers. Các vật đúc có hình dạng phức tạp, từng phần mẫu sẽ được chế tạo riêng. Sau đó, chúng sẽ được dán lại với nhau và dán vào nhánh cây chính (nhánh cây chính có thể là ống rót, nhánh cây phụ có thể là rãnh lọc xỉ, rãnh dẫn). Mẫu sau khi đã dán thành nhánh cây sẽ được sơn (phủ) lớp cách nhiệt. Sau khi lớp sơn khô, mẫu sẽ được đặt vào trong hòm khuôn và phủ đầy cát. Cát được sít chặt bằng cách rung. Giai đoạn làm khuôn xong, hòm khuôn được hút chân không và chờ rót (Hình 1).
- Có nhiều yếu tố làm cản trở đến quá trình đúc mẫu cháy. Nhưng nếu biết kết hợp các khâu thiết kế, quá trình đúc, tay nghề thợ, nguồn cung cấp polymer, lớp phủ…. Với nhau sẽ hạn chế các ảnh hưởng của nó, cải thiện được chất lượng của vật đúc và ngoài ra còn làm giảm chi phí.
- Thành phần cacbon trong gang rất khó xác định do việc hình thành lớp cacbon do khi mẫu cháy sẽ sinh ra muội than và xâm nhập lên ở mặt trên và dưới. Do đó để biết chính xác thành phần cacbon đúng khi gia công lớp bề mặt. Do vậy việc cốt yếu để tăng ưu thế của đúc mẫu cháy là sử dụng copolymers.
II Các bước tiến hành:
Qúa trình làm mẫu
- Các hạt để đúc được mua từ nhà máy hóa chất. Nó bao gồm các hạt polystyrene (EPS) hình cầu hoặc polystyrene (EPS) được phân loại sẵn kích thước. Các hạt này khi sản xuất được phun chất pentane để thấm vào các hạt.
- Sau khi thu mua về hạt EPS rất nhỏ khoảng 0.2mm được kích nở sơ bộ thành hạt xốp 1-2mm, kích nở để hạt đạt theo yêu cầu bằng cách thổi hơi nước nóng, sau đó được ép trong khuôn giống như ép khuôn nhựa. Vật liệu làm khuôn là nhôm, khuôn rỗng bên trong có thành dày cỡ 8mm. Sau đó các hạt tiếp tục được đưa vào nồi hấp và dùng hơi nước nóng làm hạt nở ra to hơn và nóng chảy giúp hạt liên kết dính vào nhau . Sau khi chảy ra, mẫu bên trong khuôn được làm nguội bằng cách phun nước lạnh hỗ trợ bởi khí nén. Vì vậy mẫu được được nguội toàn bộ các phía loại bỏ được hiện tượng mẫu méo mó.
- Thời gian làm mẫu phụ thuộc vào quá trình nung nóng và làm nguội khuôn. Mỗi một quá trình cần phải làm chậm thường thì 1-2 phút cho 1 chu kì. Máy ép khuôn lớn hơn kích thước tấm mẫu thông thường là 800 x 600 mm or 1000 x 700 mm, vì vậy có thể làm được nhiều khuôn giúp tăng năng suất.
Sử dụng mẫu
- Đối với mẫu đơn giản thì, mẫu được làm nguyên hình bằng cách sử dụng công ngệ ép phun, đối với vật có hình dạng phức tạp thì không thể làm nguyên mẫu mà tách riêng ra thành các phần với nhau, sau đó các phần được dán với nhau dễ dàng, nhanh chóng và chính xác bằng chất kết dính nóng chảy sử dụng máy dán đặc biệt (hình 2)
- Lưu ý ta phải canh lượng keo dính vừa phải vì nếu dư ra chất kết dính sẽ tạo hình lên vật đúc.
Lắp ráp cụm mẫu
- Đối với các vật đúc đơn cỡ lớn hoặc kim loại màu, mẫu làm bằng EPS được gắn dưới ống rót. Ta luôn thêm vào lớp gạch chịu lửa gắn dưới cốc rót. Với vật đúc nhỏ hơn thường được bổ trí theo cụm. Mẫu được ráp xung quanh ống rót và tạo rãnh dẫn để đưa có thể cung cấp kim loại cho cả cụm.
Phủ lớp sơn lên mẫu
[LEFT]- Mẫu hóa khí phải được phủ lớp sơn cách nhiệt trước khi đúc, nếu ko phủ thì sẽ gây ra hiện tượng xói mòn dẫn tới phá hủy khuôn. Phủ mẫu bằng cách nhúng mẫu vào thùng chứa chất sơn khuôn, sau đó sấy khô hoàn toàn ở nhiệt độ thấp.[/LEFT]
Phủ lớp cát
- Các cụm mẫu sau khi phủ được đặt vào thùng thép và đổ sạn silica khô vào xung quanh, khi thùng chứa mẫu được điền đầy, ta tiến hành rung để cát được điền đầy và bám vào trong mẫu. Nếu rung không đúng sẽ gây nhiều vấn đề cho sản phẩm. Sản phẩm có hình dạng phức tạp phải dùng các loại máy rung tốt, do đó đầu tư hợp lí cho thiết bị rung cũng là sự đầu tư hiệu quả. Không thể điền cát theo phương dốc bằng cách rung do đó mẫu phải được đặt theo hướng đứng hoặc xuôi.
Phần 2: Cơ chế hình thành vật đúc trong khuôn mẫu cháy. Ưu, khuyết điểm của đúc mẫu cháy, triển vọng tương lai.
Last edited:




