Author
trong thời gian hè mình có dịch 1 tài liệu chuyên ngành về đúc trước hết là của công ty Foseco,trong khi dịch có nhiều điểm thiếu sót nhưng mình muốn post lên trên diễn đàn nhằm giúp một số bạn chưa có khả năng đọc chuyên ngành nước ngoài có thể tham khảo. và để cập nhập 1 sô kiến thức mới mà ở việt nam chưa được phổ biếng rộng,mong mọi người ủng hộ và đóng góp ý kiến để cùng trao đổi:63::63:
phần 1 : tổng quan về các loại đậu ngót
Lời tựa
Trong suốt quá trình làm nguội và hóa rắn hầu hết kl và hk của nó có sự giảm thế tích gọi là co rút. chiều dài bị giảm đi đó là hiện tượng dễ nhận ra,quá trình hóa rắn của vđ xuất hiện nhiều lỗ co làm cho ko phù hợp với điều mà mình thiết kế..nếu xét về độ giãn dài thì gang xám và gang cầu (ductile cast irons) thì ngoại trừ,bởi vì graphit hình thành ở khoảng trạng thái rắn và bù (compensate) vào phần kim loại bị co.
Để tránh lỗ co,điều cần làm là đảm bảo bổ sung đủ kim loại nóng chảy , với vđ đang hóa rắn,để cấp vào lỗ rỗng hình thành, gọi là “sự cung cấp vào vđ “ và vật chứa cấp kl vào kl gọi là đn,có 2 loại đn là đn hở (head) và đn ngầm (riser) .Đn được thiết kế sao cho cấp kl lỏng vào đúng thời gian ,điều đó có nghĩa là đn phải đông đặc sau v đ mà nó bổ ngót, đn bao gồm yêu cầu là đủ thể tích kl lỏng và cấp đúng lúc thời gian yêu cầu,để thỏa mãn đắp đầy thể tích bị lõm.tầm (reach for) ảnh hưởng của kl lỏng của đn ko phải là ko xác địnhđược bên trong vd. Nghiên cứu đã chỉ ra rằng 1 đn chỉ có khả năng bổ ngót đến 1 phần của toàn vd.khoảng cách bù ngót trước hết phải được tính toán để xác định số lượng đn yêu cầu để cấp vào bất kì vật đúc nào
Áp dụng nghiên lý của truyền nhiệt heat transfer và hóa rắn cho phép tính toán kích thước tối thiểu đn cho vật đúc để đảm bảo chất lượng tốt cho v đ tối đa lượng kim loại sử dụng
Đậu ngót tự nhiên
Những loại đn có cùng thành phần được hình thành từ mẫu v đ.thường là khuôn cát,được gọi là đn tự nhiên .ngay khi mẫu và đn đã được điền đầy bởi kl lỏng .nhiệt độ bị thoát qua đậu ngót ở đỉnh và bên hông bề mặt và đn bắt đầu hóa rắn.
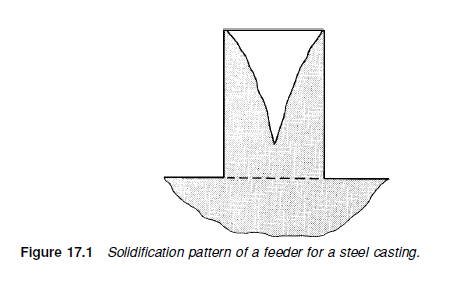
lõm co là hình nón,thế tích co rút khoảng 14% so với đn ban đầu,và 1 phần thể tích này được sử dụng để cấp cho chình đậu ngót.vì vậy khi làm thì chỉ khoảng 10% thể tích đn được cấp cho chính v đ.các phần còn dư remainder được cắt bỏ khỏi v đ cũng như phần kl của đn dư có thể sử dụng để đúc lại remelting
ở hình hình 17 ,mô tả quá trình hóa rắn của mẫu đậu ngót trong đúc thép
đậu ngót bổ trợ (Aided)
nếu bằng cách sử dụng đn bổ trợ thì lượng nhiệt mất loss từ đn có thể giảm xuống tùy theo relative v đ,do đn hóa rắn chậm và thể tích kl đươc cấp vào đn sẽ được tăng lên. thước đo hiệu quả của đn bổ trộ là thời gian làm chậm quá trình hóa rắn .hình dạng đặc trưng là hình nón,lõm co của đn sẽ thay đổi so với hình dáng lý tưởng (ideal case).đn lý tưởng là nơi mà tất cả nhiệt từ đn bị mất đi chỉ ở v đ.thì ta thu được quá trình hóa rắn ở đn là bằng phẳng .ở hình 17 76% đn bổ trợ sẽ cấp vào v đ so với chỉ 10% đn tự nhiên trong khuôn cát.
hệ thống đn
bên hông đn hỗ trợ có thể sử dụng tấm lót do vậy có thể giảm được lượng nhiệt thất thoát qua khuôn.khi thực hiện điều kiện bổ ngót tốt nhất là cần sử dụng đn hỗ trợ có thêm bề mặt ở đỉnh. có thể làm tăng hiệu quả bổ ngót băng cách đặt ở những bề mặt này có thể đặt vào các chất chống rỗ co (
) hoặc tránh thất thoát nhiệt ( hot-topping)
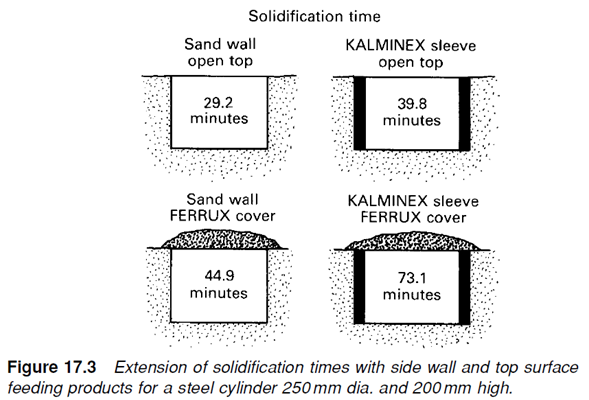
trong hình 17.3 minh họa thời gian hóa rắn của một ống thép có đường kính là 250mm dia và cao 200mm với
29.2 phút là thời gian hóa rắn ở điều kiện bình thường ( ko lót bên hông và để hở trên đầu)
39.8 là thời gian hóa rắn cao hơn khi có lót bên hông
44.9 là thời gian hóa rắn khi có một lớp phủ lên trên ( có thể là bột phát nhiệt)
tuy nhiên với thời gian là 73.1 phút là phương pháp tối ưu nhất trong tất cả các trường hợp do nó được bọc xung quanh và phủ lớp bột ở trên
" phần 2 là tính toán khoảng tác dụng của đậu ngót
phần 1 : tổng quan về các loại đậu ngót
Lời tựa
Trong suốt quá trình làm nguội và hóa rắn hầu hết kl và hk của nó có sự giảm thế tích gọi là co rút. chiều dài bị giảm đi đó là hiện tượng dễ nhận ra,quá trình hóa rắn của vđ xuất hiện nhiều lỗ co làm cho ko phù hợp với điều mà mình thiết kế..nếu xét về độ giãn dài thì gang xám và gang cầu (ductile cast irons) thì ngoại trừ,bởi vì graphit hình thành ở khoảng trạng thái rắn và bù (compensate) vào phần kim loại bị co.
Để tránh lỗ co,điều cần làm là đảm bảo bổ sung đủ kim loại nóng chảy , với vđ đang hóa rắn,để cấp vào lỗ rỗng hình thành, gọi là “sự cung cấp vào vđ “ và vật chứa cấp kl vào kl gọi là đn,có 2 loại đn là đn hở (head) và đn ngầm (riser) .Đn được thiết kế sao cho cấp kl lỏng vào đúng thời gian ,điều đó có nghĩa là đn phải đông đặc sau v đ mà nó bổ ngót, đn bao gồm yêu cầu là đủ thể tích kl lỏng và cấp đúng lúc thời gian yêu cầu,để thỏa mãn đắp đầy thể tích bị lõm.tầm (reach for) ảnh hưởng của kl lỏng của đn ko phải là ko xác địnhđược bên trong vd. Nghiên cứu đã chỉ ra rằng 1 đn chỉ có khả năng bổ ngót đến 1 phần của toàn vd.khoảng cách bù ngót trước hết phải được tính toán để xác định số lượng đn yêu cầu để cấp vào bất kì vật đúc nào
Áp dụng nghiên lý của truyền nhiệt heat transfer và hóa rắn cho phép tính toán kích thước tối thiểu đn cho vật đúc để đảm bảo chất lượng tốt cho v đ tối đa lượng kim loại sử dụng
Đậu ngót tự nhiên
Những loại đn có cùng thành phần được hình thành từ mẫu v đ.thường là khuôn cát,được gọi là đn tự nhiên .ngay khi mẫu và đn đã được điền đầy bởi kl lỏng .nhiệt độ bị thoát qua đậu ngót ở đỉnh và bên hông bề mặt và đn bắt đầu hóa rắn.
lõm co là hình nón,thế tích co rút khoảng 14% so với đn ban đầu,và 1 phần thể tích này được sử dụng để cấp cho chình đậu ngót.vì vậy khi làm thì chỉ khoảng 10% thể tích đn được cấp cho chính v đ.các phần còn dư remainder được cắt bỏ khỏi v đ cũng như phần kl của đn dư có thể sử dụng để đúc lại remelting
ở hình hình 17 ,mô tả quá trình hóa rắn của mẫu đậu ngót trong đúc thép
đậu ngót bổ trợ (Aided)
nếu bằng cách sử dụng đn bổ trợ thì lượng nhiệt mất loss từ đn có thể giảm xuống tùy theo relative v đ,do đn hóa rắn chậm và thể tích kl đươc cấp vào đn sẽ được tăng lên. thước đo hiệu quả của đn bổ trộ là thời gian làm chậm quá trình hóa rắn .hình dạng đặc trưng là hình nón,lõm co của đn sẽ thay đổi so với hình dáng lý tưởng (ideal case).đn lý tưởng là nơi mà tất cả nhiệt từ đn bị mất đi chỉ ở v đ.thì ta thu được quá trình hóa rắn ở đn là bằng phẳng .ở hình 17 76% đn bổ trợ sẽ cấp vào v đ so với chỉ 10% đn tự nhiên trong khuôn cát.
hệ thống đn
bên hông đn hỗ trợ có thể sử dụng tấm lót do vậy có thể giảm được lượng nhiệt thất thoát qua khuôn.khi thực hiện điều kiện bổ ngót tốt nhất là cần sử dụng đn hỗ trợ có thêm bề mặt ở đỉnh. có thể làm tăng hiệu quả bổ ngót băng cách đặt ở những bề mặt này có thể đặt vào các chất chống rỗ co (
trong hình 17.3 minh họa thời gian hóa rắn của một ống thép có đường kính là 250mm dia và cao 200mm với
29.2 phút là thời gian hóa rắn ở điều kiện bình thường ( ko lót bên hông và để hở trên đầu)
39.8 là thời gian hóa rắn cao hơn khi có lót bên hông
44.9 là thời gian hóa rắn khi có một lớp phủ lên trên ( có thể là bột phát nhiệt)
tuy nhiên với thời gian là 73.1 phút là phương pháp tối ưu nhất trong tất cả các trường hợp do nó được bọc xung quanh và phủ lớp bột ở trên
" phần 2 là tính toán khoảng tác dụng của đậu ngót
Last edited by a moderator: