
Author
Em mới thiết kế xong chu trình điều khiển máy ép phun nhựa cho ĐỒ ÁN TỐT NGHIỆP của mình!xin post lên để xin ý kiến các bác cao thủ!mong anh em góp ý nếu có điều gì sai sót:
II.Thiết kế mạch điều khiển theo chu trình máy ép phun:
1.Phân tích chu trình hoạt động của máy:
-Chu trình hoạt động của máy ép phun nhựa như sau:
Sau khi nhấn nút khởi động ,máy thực hiện :
+Bước 1: PistonA (mang tấm khuôn di động) đi vào đóng khuôn lại.
Đến cuối hành trình thì dừng lại.
+Bước 2: PistonB (liên kết với trục vít) đi vào vào để phun nhựa vào khuôn, đồng thời khi kết thúc bước 1 , động cơ dầu làm quay trục vít cũng được khởi động .Đến cuối hành trình ,pistonB dừng lại, động cơ dầu cũng dừng .
+Bước 3:Sau khi phun nhựa vào khuôn, pistonB lùi ra.
+Bước 4 istonA lùi ra để mở khuôn.
istonA lùi ra để mở khuôn.
+Bước 5istonC(piston dùng để loi sản phẩm),tiến vào .
+Bước 6iston C lùi lại.
Khi bước 6 kết thúc, nếu nút khởi động vẫn còn tác dụng thì chu trình được lặp lại.
Giản đồ trạng thái:
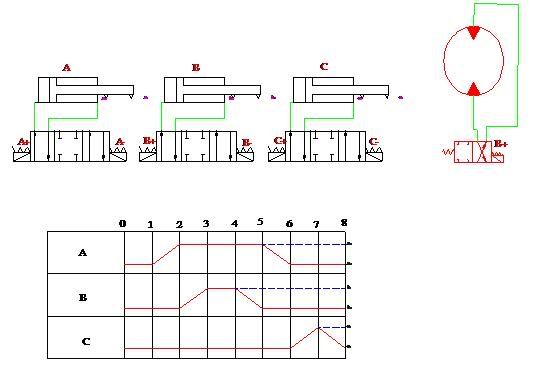 Trạng thái khởi động:a0=1,b0=1,c0=1,a1=0,b1=0,c1=0
Trạng thái khởi động:a0=1,b0=1,c0=1,a1=0,b1=0,c1=0
Trong đó a0,a1,b0,b1,c0,c1 là các công tắc giới hạn hành trình cơ điện.
2.Thiết kế mạch điều khiển logic điện thủy lực:
Trên cơ sở mạch điều khiển điện thủy lực được thiết kế dưới đây ta sẽ đi viết chương trình cho PLC s7-200, phương pháp bảng trạng thái được sữ dụng ở đây.
Từ biểu đồ trạng thái ta có các phương trình điều khiển chu trình:
A+ = a0.b0.c0
B+=a1.b0.c0.
B- =a1.b1.c0.
A- = a1.b0.c0.
C+ = a0.b0.c0
C- = a0.b0.c1
Ta thấy rằng các phương trình A+ và C+ cũng như B+ và A- là giống nhau,do vậy ,về phương diện điều khiển là không thể thực hiện được, để có thực hiện được chu
trình này ta cần thêm vào hệ thống một phần tử nhớ.Phần tử nhớ sẽ được SET lên tại một thời điểm nào đó sau khi B+ đã được thực hiện và phải RESET lại trước khi chu trình mới bắt đầu.Cụ thể ta tiến hành xây dựng bảng trạng thái để xác định .

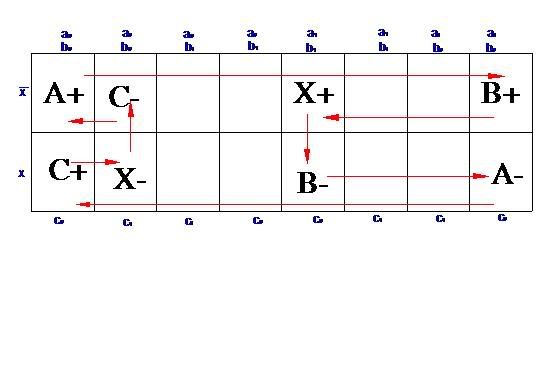
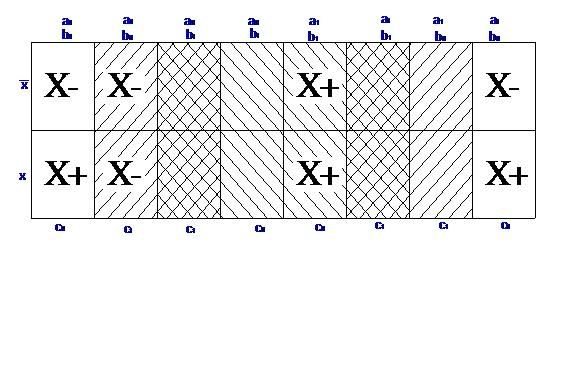
Sữ dụng phương pháp chia miền để rút gọn các phương trình điều khiển.
Rút gọn chu trình điều khiển cho xi lanh A:
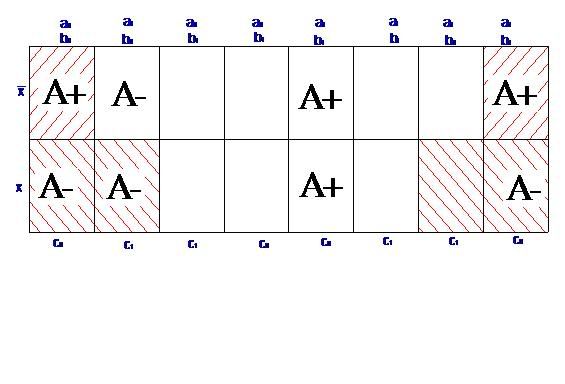
Như vậy ta có phương trình điều khiển chu trình hoạt động của xi lanh A rút gọn là:
A+ = S0.b0.c0.[ (S0=START:nút ấn khởi động tự duy trì).
A - = b0.x.
Rút gọn chu trình điều khiển xi lanh B:

Phương trình xi lanh B sau khi đơn giản:
[FONT="]B+ = a1.
 [/FONT]
[/FONT]
B- = x.
Rút gọn chu trình điều khiển xi lanh C :
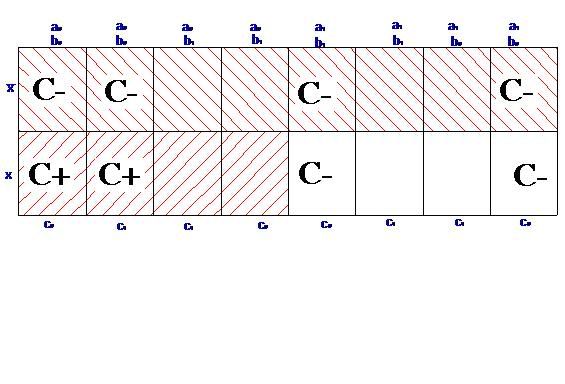
Phương trình của XI-LANH C sau khi đơn giản:
C+ = a0.x
C- =
Rút gọn phương trình của phần tử nhớ X:
X+ = b1.
X- = c1.
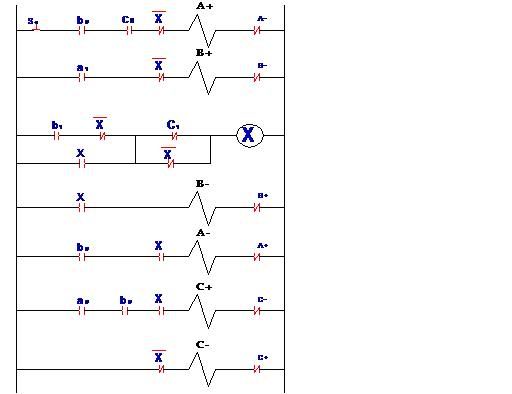
Trước khi viết chương trình cho PLC , ta thiết kế mạch điều khiển bằng điện thủy lực .Mạch điện thủy lực sẽ được mô phỏng bằng phần mềm chuyên dụng để kiểm tra tính chính xác trước khi chuyển qua chương trình PLC.
Mạch điều khiển điện thủy lực:
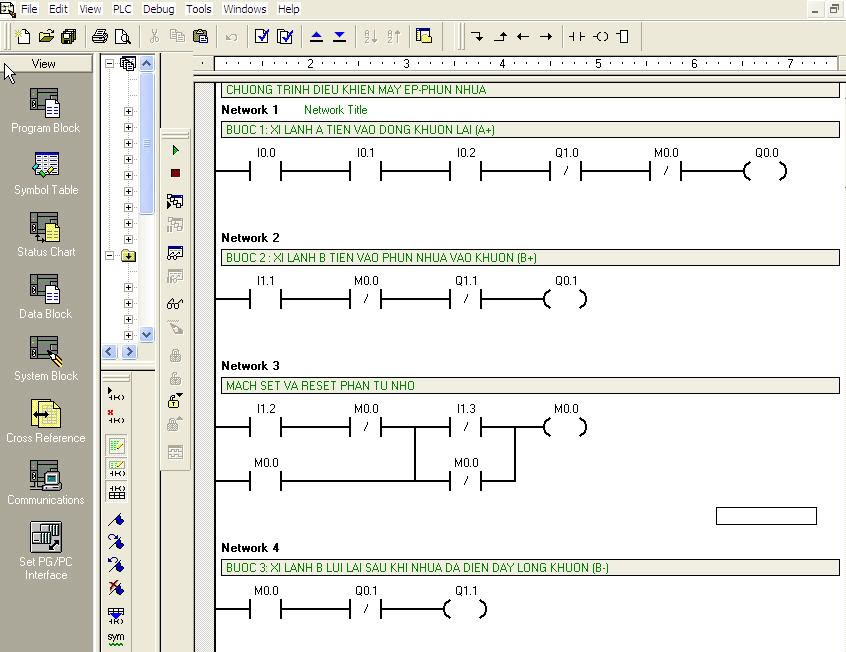
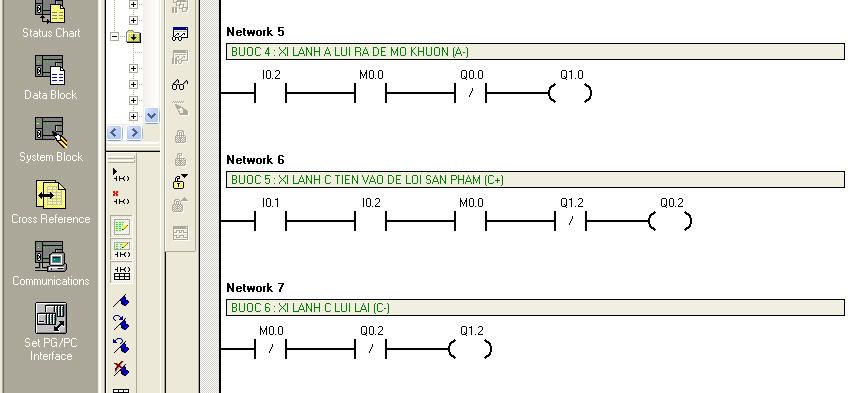
Trên cơ sở mạch điều khiển bằng điện thủy lực ta chuyển qua chương trình PLC cho SIMATIC S7-200 đơn giản bằng cách thay đổi các ký hiệu cho phù hợp.
Đây là chương trình LADER được viết trên phần mềm step7-microwin-phần mềm chuyên dụng của SIEMENS dùng để viết và đổ chương trình vào PLC-S7-200:
ngoài ra còn có một động cơ dầu điều chĩnh khuôn điều chĩnh bằng tay!
video mô phỏng chu trình hoạt động của mạch điện thủy lực:
https://www.youtube.com/watch?v= <object width="480" height="385"><param name="movie" value="http://www.youtube.com/v/7HgLiN2xrGc&hl=en_US&fs=1&"></param><param name="allowFullScreen" value="true"></param><param name="allowscriptaccess" value="always"></param><embed src="http://www.youtube.com/v/7HgLiN2xrGc&hl=en_US&fs=1&" type="application/x-sh
" allowscriptaccess="always" allowfullscreen="true" width="480" height="385"></embed></object>
http://www.youtube.com/watch?v=7HgLiN2xrGc
II.Thiết kế mạch điều khiển theo chu trình máy ép phun:
1.Phân tích chu trình hoạt động của máy:
-Chu trình hoạt động của máy ép phun nhựa như sau:
Sau khi nhấn nút khởi động ,máy thực hiện :
+Bước 1: PistonA (mang tấm khuôn di động) đi vào đóng khuôn lại.
Đến cuối hành trình thì dừng lại.
+Bước 2: PistonB (liên kết với trục vít) đi vào vào để phun nhựa vào khuôn, đồng thời khi kết thúc bước 1 , động cơ dầu làm quay trục vít cũng được khởi động .Đến cuối hành trình ,pistonB dừng lại, động cơ dầu cũng dừng .
+Bước 3:Sau khi phun nhựa vào khuôn, pistonB lùi ra.
+Bước 4
istonA lùi ra để mở khuôn.+Bước 5
istonC(piston dùng để loi sản phẩm),tiến vào .+Bước 6
iston C lùi lại.Khi bước 6 kết thúc, nếu nút khởi động vẫn còn tác dụng thì chu trình được lặp lại.
Giản đồ trạng thái:
Trong đó a0,a1,b0,b1,c0,c1 là các công tắc giới hạn hành trình cơ điện.
2.Thiết kế mạch điều khiển logic điện thủy lực:
Trên cơ sở mạch điều khiển điện thủy lực được thiết kế dưới đây ta sẽ đi viết chương trình cho PLC s7-200, phương pháp bảng trạng thái được sữ dụng ở đây.
Từ biểu đồ trạng thái ta có các phương trình điều khiển chu trình:
A+ = a0.b0.c0
B+=a1.b0.c0.
B- =a1.b1.c0.
A- = a1.b0.c0.
C+ = a0.b0.c0
C- = a0.b0.c1
Ta thấy rằng các phương trình A+ và C+ cũng như B+ và A- là giống nhau,do vậy ,về phương diện điều khiển là không thể thực hiện được, để có thực hiện được chu
trình này ta cần thêm vào hệ thống một phần tử nhớ.Phần tử nhớ sẽ được SET lên tại một thời điểm nào đó sau khi B+ đã được thực hiện và phải RESET lại trước khi chu trình mới bắt đầu.Cụ thể ta tiến hành xây dựng bảng trạng thái để xác định .
Sữ dụng phương pháp chia miền để rút gọn các phương trình điều khiển.
Rút gọn chu trình điều khiển cho xi lanh A:
Như vậy ta có phương trình điều khiển chu trình hoạt động của xi lanh A rút gọn là:
A+ = S0.b0.c0.[ (S0=START:nút ấn khởi động tự duy trì).
A - = b0.x.
Rút gọn chu trình điều khiển xi lanh B:
Phương trình xi lanh B sau khi đơn giản:
[FONT="]B+ = a1.
B- = x.
Rút gọn chu trình điều khiển xi lanh C :
Phương trình của XI-LANH C sau khi đơn giản:
C+ = a0.x
C- =
Rút gọn phương trình của phần tử nhớ X:
X+ = b1.
X- = c1.
Trước khi viết chương trình cho PLC , ta thiết kế mạch điều khiển bằng điện thủy lực .Mạch điện thủy lực sẽ được mô phỏng bằng phần mềm chuyên dụng để kiểm tra tính chính xác trước khi chuyển qua chương trình PLC.
Mạch điều khiển điện thủy lực:
Trên cơ sở mạch điều khiển bằng điện thủy lực ta chuyển qua chương trình PLC cho SIMATIC S7-200 đơn giản bằng cách thay đổi các ký hiệu cho phù hợp.
Đây là chương trình LADER được viết trên phần mềm step7-microwin-phần mềm chuyên dụng của SIEMENS dùng để viết và đổ chương trình vào PLC-S7-200:
ngoài ra còn có một động cơ dầu điều chĩnh khuôn điều chĩnh bằng tay!
video mô phỏng chu trình hoạt động của mạch điện thủy lực:
https://www.youtube.com/watch?v= <object width="480" height="385"><param name="movie" value="http://www.youtube.com/v/7HgLiN2xrGc&hl=en_US&fs=1&"></param><param name="allowFullScreen" value="true"></param><param name="allowscriptaccess" value="always"></param><embed src="http://www.youtube.com/v/7HgLiN2xrGc&hl=en_US&fs=1&" type="application/x-sh
http://www.youtube.com/watch?v=7HgLiN2xrGc
Last edited by a moderator: