Ðề: Câu hỏi thường gặp khi làm việc với máy CNC
Rất cảm ơn các bạn lamktv, Lê Thái,nguyenthanh2309 đã hưởng ứng vấn đề của tôi,và đặc biệt là mrgiang99 luôn anh dũng đi đầu trả lời các vấn đề do tôi đưa ra.
I nox 304 là một tên đáng ghét nhất trong dòng họ i nox vì những lý do như nguyenthanh2309 đã nêu.
Đầu bài của tôi có lẽ đã không rõ ràng nên các bạn đều đoán hướng 1 là " tối ưu ".
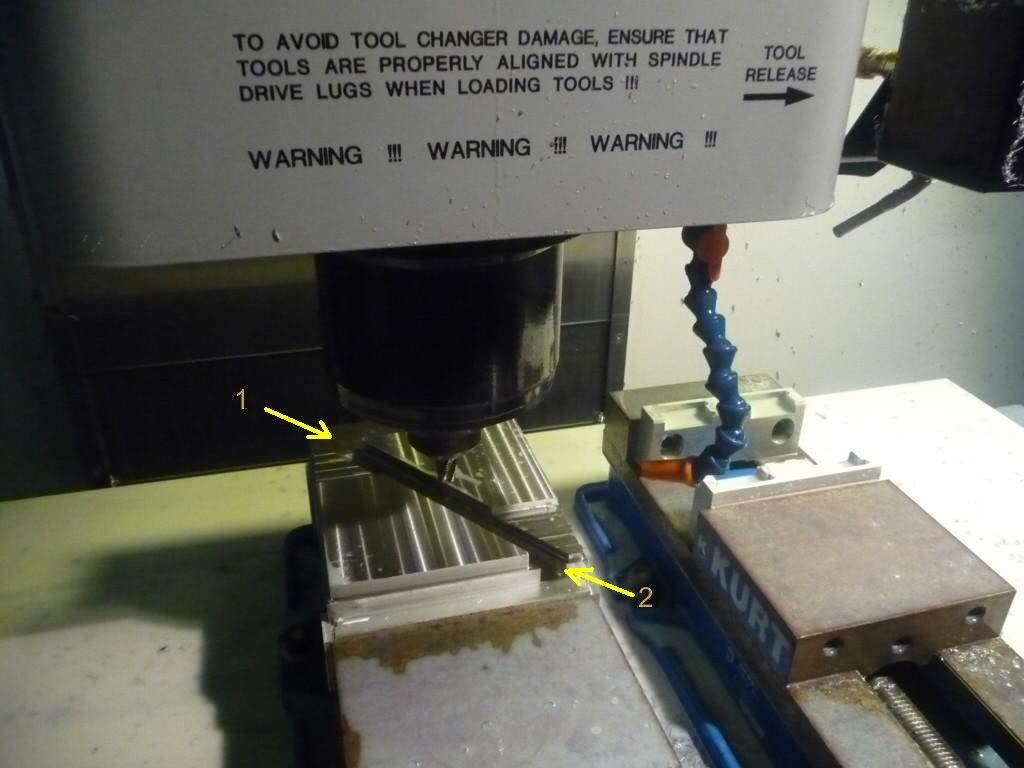
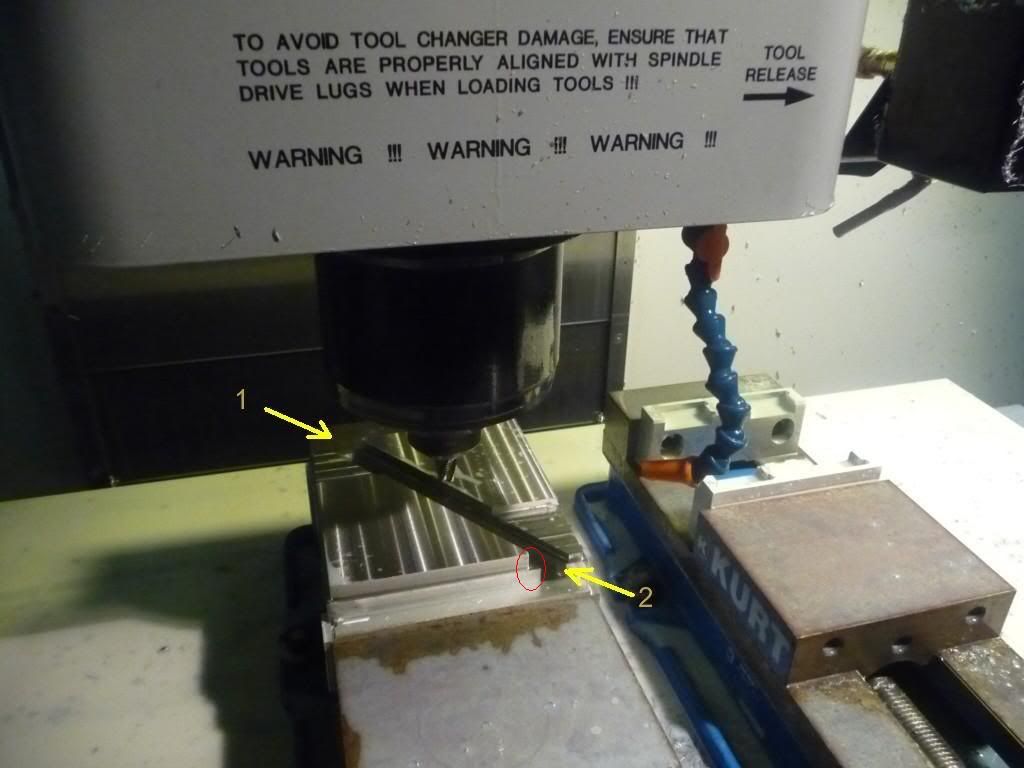
Tôi đang làm 1 chi tiết hình tam giác nên làm 2 cai 1 lượt trên cùng 1 tấm i nox để tiết kiệm vật liệu.Đường cắt xéo là để phân chia 2 chi tiết.Do vậy cần phải cắt chéo suốt qua tấm vật liệu.Câu hỏi là nên cắt theo hướng nào ? từ trong cột máy ra cửa máy hay ngược lại ?
Dù chọn hướng nào đi nữa thì khi cắt rãnh ,một bên rãnh dao sẽ ăn kiểu climb cut,bên còn lại sẽ ăn kiểu conventional cut.Tôi đã nói qua về vấn đề này ở đây:
http://meslab.org/mes/threads/11929...-gia-cong-tren-may-phay-CNC?p=76889#post76889
Còn chi tiết này tôi do vội làm cho xong để xem World Cup nên không lưu ý đến các điều kiện khác dẫn đến lập trình cắt rãnh này theo quán tính là từ gần Y zero của máy ra xa ,tức là hướng 1.Tốc độ cắt,lượng ăn dao đều đúng bài bản,kết quả là vừa ăn dao vào 1 tí thì "lẹo" tiêu mất con dao. Chuyện này tôi cũng đã kể qua ở đây :
http://meslab.org/mes/threads/18167-Xin-tu-van-dao-phay-inox?p=110440#post110440
Tôi thay dao khác ,giảm tốc độ cắt và độ sâu,nhưng vẫn giử nguyên đường chạy dao ,kết quả chết thêm một con dao nữa.
Bây giờ phải xem lại cẩn thận thôi,thỉ ra ở cái chổ " biết rồi ! khổ lắm ! nói mãi ! " tôi đã không lưu ý đến điều kiện của dung dịch làm nguội. Nói chính xác là dòng chảy của coolant.
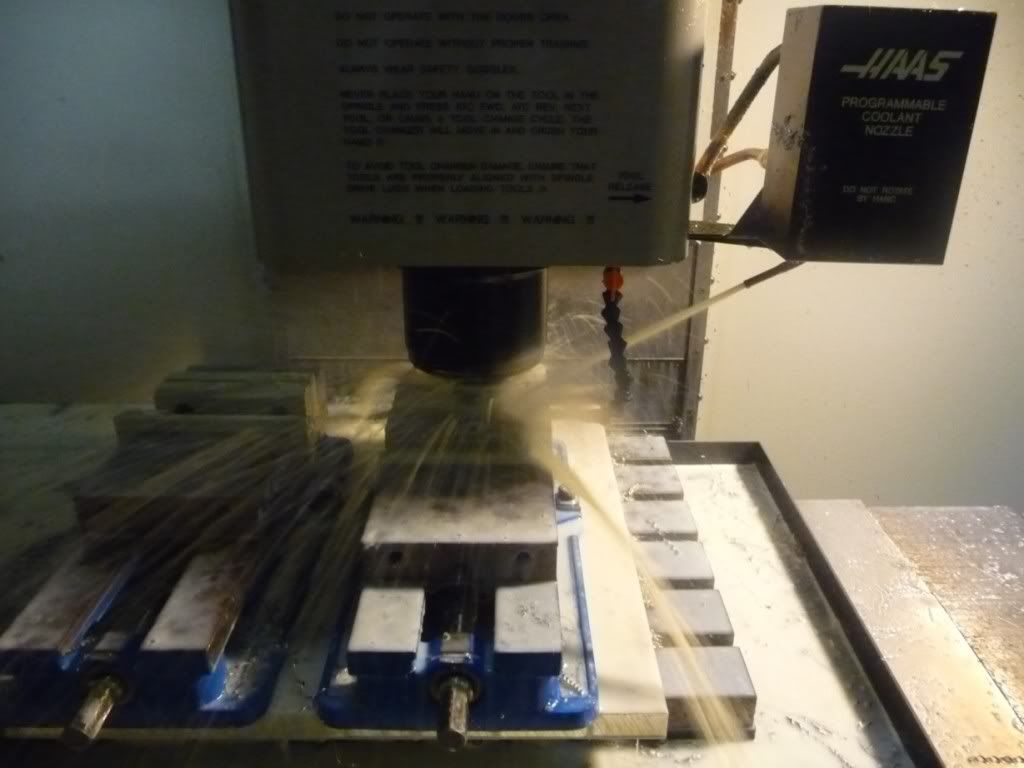
Các bạn xem lại hình 1 sẽ thấy có 2 vòi coolant ,1 phun ngang và 1 phun từ ngoài cửa vào . Nếu cắt theo hướng 1 thì nước làm nguội ngược chiều với hướng tiến của dao,khi cắt sâu thì dòng nước sẽ bị chính bề mặt của tấm vật liệu cản lại,không thể tiếp xúc ngay chổ ăn dao trên mặt trụ cũng như ở đáy của dao,dẫn đến nhiệt độ tăng nhanh chóng làm nóng chảy những phoi mõng nhỏ gây nên " lẹo" dao,tiếp theo là gẩy dao.
Tôi đổi hướng chạy dao theo hướng 2, bây giờ vòi nước nguội từ hướng cửa sẽ đi theo rãnh,dao mở đường đến đâu nước theo đến đó và xói trực tiếp vào thân dao và đáy dao làm nguội quá trình cắt gọt,còn phoi cũng theo dòng nước tạt ngược lại do lực xoáy của dao,theo rãnh nhanh chóng thoát ra ngoài.
Có khi vấn đề rất là đơn giản nhưng nếu mình nhìn không ra chỉ lo tập trung vào những tính toán cao xa thì cũng mất rất nhiều thì giờ và công của mà chưa chắc sẽ giải quyết được vấn đề.
sv

") .Lập 1 chg trính nhỏ chỉ để dùng cho tool offset ...vậy thì o còn lo dao gãy ,hay sự cố giữa chừng cần phải thay dao.v..v. Cộng thêm chg trình này vào mổi khi viết 1 chg trình mới,,,rất tiện lợi và nhanh chóng..cho cả 2 loại máy VMC (phay đứng) ; HMC (phay ngang)...xin chúc thành công..:103:
.Lập 1 chg trính nhỏ chỉ để dùng cho tool offset ...vậy thì o còn lo dao gãy ,hay sự cố giữa chừng cần phải thay dao.v..v. Cộng thêm chg trình này vào mổi khi viết 1 chg trình mới,,,rất tiện lợi và nhanh chóng..cho cả 2 loại máy VMC (phay đứng) ; HMC (phay ngang)...xin chúc thành công..:103: