T

Ðề: cho em hỏi về chương trình con trên máy phay cnc
vấn đề này đã nói rồi mà!bạn nên đọc thêm Giáo trình nhá! mình chỉ bảo cho thêm cái Ví dụ này thôi:
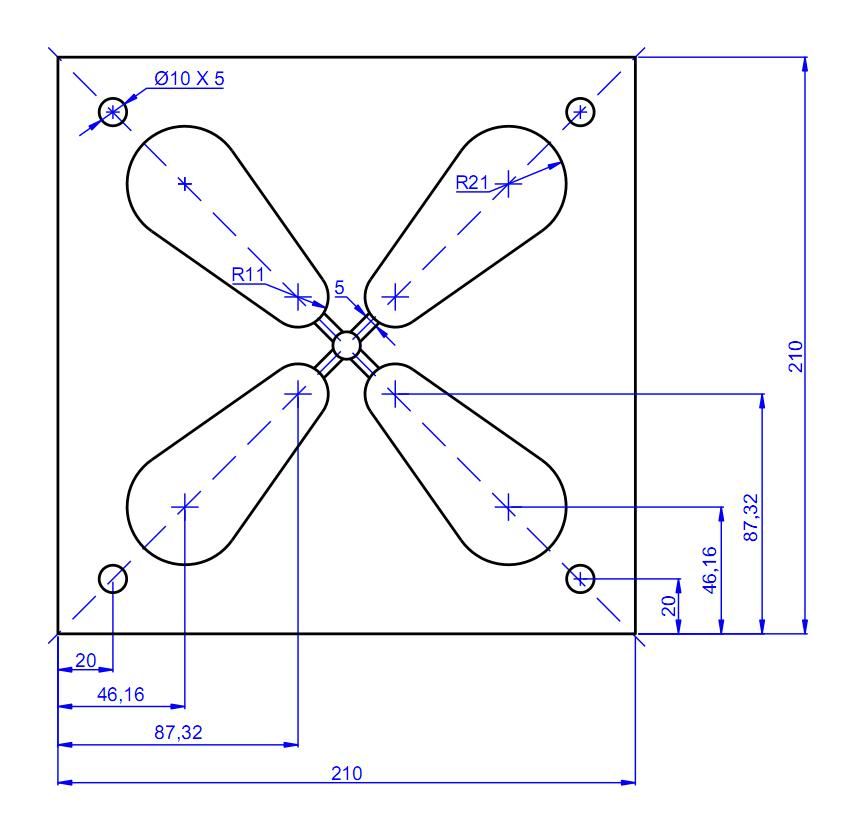
Chương trình con phay các hốc:
%N0002;
N05 S2000 T02 M06;
N10 G00 Z10;
N15 X17.68 Y7.68;
N20 G44 G41 X24 Y8.68 M08;
N25 G01 Z-14 F600;
N30 G03 X41.66 Y70.91 R21;
N35 G01 X8.68 Y24;
N40 G03 X17.68 Y17.68 R11;
N45 G00 Z50 M09;
N50 G53 G43 Z0 M05.
N55 M99.
nhớ là phải gọi chương trình nhá! (M98)
vấn đề này đã nói rồi mà!bạn nên đọc thêm Giáo trình nhá! mình chỉ bảo cho thêm cái Ví dụ này thôi:
Chương trình con phay các hốc:
%N0002;
N05 S2000 T02 M06;
N10 G00 Z10;
N15 X17.68 Y7.68;
N20 G44 G41 X24 Y8.68 M08;
N25 G01 Z-14 F600;
N30 G03 X41.66 Y70.91 R21;
N35 G01 X8.68 Y24;
N40 G03 X17.68 Y17.68 R11;
N45 G00 Z50 M09;
N50 G53 G43 Z0 M05.
N55 M99.
nhớ là phải gọi chương trình nhá! (M98)
Last edited:
T
Ðề: cho em hỏi về chương trình con trên máy phay cnc
%
O0010
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0.
M98 P9100. L5.
G0Z20.
T2 M6
G0X61.0000Y26.0000
G1Z0.
M98 P9500. L5.
G0Z20.
G0X54.0000Y19.0000
G1Z0.
M98 P9300. L5.
G0Z20
G40
G0X15.Y38.
Z2.
G1Z0.F300.
M98 P9200. L5.
G0Z20.
X35.Y50.
G90Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X60.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X80.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z15.
G0Z20.
M5
M9
M30
%
O9100
G91
G42D1
G1Z-1.F200.
G1X3.0388Y5.1942.F300
G1X25.0000Y-5.0000
G3X1.9612Y-0.1942R10.0000
G1X10.0000Y0.0000
G3X10.0000Y-10.0000R10.0000
G1X45.0000Y0.0000
G3X10.0000Y10.0000R10.0000
G1X0.0000Y55.0000
G3X-2.9289Y7.0711R10.0000
G1X-10.0000Y10.0000
G3X-7.0711Y2.9289R10.0000
G1X-30.0000Y0.0000
G3X-7.0711Y-2.9289R10.0000
G1X-10.0000Y-10.0000
G3X-2.9289Y-7.0711R10.0000
G1X0.0000Y-5.0000
G3X-40.0000Y0.0000R20.0000
G1X0.0000Y-35.0000
G3X8.0388Y-9.8058R10.0000
G1X-3.0388Y-5.1942.F300.
G40
G90
M99
O9200
G91
G1Z-0.5F200.
Y12.
Y-12.
G90
M99
O9300
G91
G42D1
G1Z-1.F300.
G1X0.0000Y22.0000
G1X32.0000Y0.0000F200.
G1X0.0000Y-22.0000
G1X-32.0000Y0.0000
G40
G90
M99
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
đây là một chương trình gia công sử dụng chương trình con trên phần mềm cimco edit.
Anh có thể giúp em kỹ thêm một chút được không>?
Vì thật sự em cũng mới bc chân vào cnc nên vẫn còn non lắm.
Ah cho em cái giáo trình chỉ nói về cái chương trình con này thui có được không ạ>?
cảm ơn anh nhiều
Vì thật sự em cũng mới bc chân vào cnc nên vẫn còn non lắm.
Ah cho em cái giáo trình chỉ nói về cái chương trình con này thui có được không ạ>?
cảm ơn anh nhiều
O0010
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0.
M98 P9100. L5.
G0Z20.
T2 M6
G0X61.0000Y26.0000
G1Z0.
M98 P9500. L5.
G0Z20.
G0X54.0000Y19.0000
G1Z0.
M98 P9300. L5.
G0Z20
G40
G0X15.Y38.
Z2.
G1Z0.F300.
M98 P9200. L5.
G0Z20.
X35.Y50.
G90Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X60.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X80.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z15.
G0Z20.
M5
M9
M30
%
O9100
G91
G42D1
G1Z-1.F200.
G1X3.0388Y5.1942.F300
G1X25.0000Y-5.0000
G3X1.9612Y-0.1942R10.0000
G1X10.0000Y0.0000
G3X10.0000Y-10.0000R10.0000
G1X45.0000Y0.0000
G3X10.0000Y10.0000R10.0000
G1X0.0000Y55.0000
G3X-2.9289Y7.0711R10.0000
G1X-10.0000Y10.0000
G3X-7.0711Y2.9289R10.0000
G1X-30.0000Y0.0000
G3X-7.0711Y-2.9289R10.0000
G1X-10.0000Y-10.0000
G3X-2.9289Y-7.0711R10.0000
G1X0.0000Y-5.0000
G3X-40.0000Y0.0000R20.0000
G1X0.0000Y-35.0000
G3X8.0388Y-9.8058R10.0000
G1X-3.0388Y-5.1942.F300.
G40
G90
M99
O9200
G91
G1Z-0.5F200.
Y12.
Y-12.
G90
M99
O9300
G91
G42D1
G1Z-1.F300.
G1X0.0000Y22.0000
G1X32.0000Y0.0000F200.
G1X0.0000Y-22.0000
G1X-32.0000Y0.0000
G40
G90
M99
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
đây là một chương trình gia công sử dụng chương trình con trên phần mềm cimco edit.
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Em xem lại cái dòng lệnh anh bôi đỏ xem sai điều gì nhé. Chả ai cho dao xuống 1 lúc 14 mm đâu! Em sử dụng G43 G44 linh tinh quá..Em đọc lại giáo trình và sách xem G43 và G44 là gì, cấu trúc 1 dòng lệnh khi dùng G43 44 như thế nào nhé.
Hơn nữa chương trình này mang cấu trúc chương trình chính thì đúng hơn.
vấn đề này đã nói rồi mà!bạn nên đọc thêm Giáo trình nhá! mình chỉ bảo cho thêm kái Ví dụ này thôi:
Chương trình con phay các hốc:
%N0002;
N05 S2000 T02 M06;
N10 G00 Z10;
N15 X17.68 Y7.68;
N20 G44 G41 X24 Y8.68 M08;
N25 G01 Z-14 F600;
N30 G03 X41.66 Y70.91 R21;
N35 G01 X8.68 Y24;
N40 G03 X17.68 Y17.68 R11;
N45 G00 Z50 M09;
N50 G53 G43 Z0 M05.
N55 M99.
nhớ là phải gọi chương trình nhá! (M98)
Chương trình con phay các hốc:
%N0002;
N05 S2000 T02 M06;
N10 G00 Z10;
N15 X17.68 Y7.68;
N20 G44 G41 X24 Y8.68 M08;
N25 G01 Z-14 F600;
N30 G03 X41.66 Y70.91 R21;
N35 G01 X8.68 Y24;
N40 G03 X17.68 Y17.68 R11;
N45 G00 Z50 M09;
N50 G53 G43 Z0 M05.
N55 M99.
nhớ là phải gọi chương trình nhá! (M98)
Hơn nữa chương trình này mang cấu trúc chương trình chính thì đúng hơn.
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Người hỏi không hỏi chương trình sử dụng trong 1 phần mềm mô phỏng nào đó mà hỏi chương trình dùng cho máy Fanuc trên thực tế bác ạ! Máy thật nó khác máy ảo trên phần mềm..
Chương trình chính và chương trình con của bác chả có dấu ; thì làm sao máy phân biệt được các dòng lệnh khi lập trình thủ công?! Nên nhớ là hệ Fanuc không có "phím Enter" để xuống dòng như MS word đâu ạ!
Đoạn đầu chương trình của bác sai hoàn toàn!
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0 (lúc này máy chọn điểm X20.Y20.Z0 là Home của máy sao?!!)
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0. (từ đầu chương trình tới giờ hoàn toàn không có F làm sao nó thực hiện dòng lệnh này được?)
Khi thay dao tự động mà không cho nó biết dao ấy được bù thế nào ...nhỡ dao ấy dài gấp đôi gấp 5 dao cũ thì chuyện gì sẽ xảy ra ??
Có điều lạ là sử dụng G21 nhưng tọa độ toàn sau dấu "." 4 số ..? Thường là với hệ inch mới có..
%
O0010
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0.
M98 P9100. L5.
G0Z20.
T2 M6
G0X61.0000Y26.0000
G1Z0.
M98 P9500. L5.
G0Z20.
G0X54.0000Y19.0000
G1Z0.
M98 P9300. L5.
G0Z20
G40
G0X15.Y38.
Z2.
G1Z0.F300.
M98 P9200. L5.
G0Z20.
X35.Y50.
G90Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X60.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X80.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z15.
G0Z20.
M5
M9
M30
%
O9100
G91
G42D1
G1Z-1.F200.
G1X3.0388Y5.1942.F300
G1X25.0000Y-5.0000
G3X1.9612Y-0.1942R10.0000
G1X10.0000Y0.0000
G3X10.0000Y-10.0000R10.0000
G1X45.0000Y0.0000
G3X10.0000Y10.0000R10.0000
G1X0.0000Y55.0000
G3X-2.9289Y7.0711R10.0000
G1X-10.0000Y10.0000
G3X-7.0711Y2.9289R10.0000
G1X-30.0000Y0.0000
G3X-7.0711Y-2.9289R10.0000
G1X-10.0000Y-10.0000
G3X-2.9289Y-7.0711R10.0000
G1X0.0000Y-5.0000
G3X-40.0000Y0.0000R20.0000
G1X0.0000Y-35.0000
G3X8.0388Y-9.8058R10.0000
G1X-3.0388Y-5.1942.F300.
G40
G90
M99
O9200
G91
G1Z-0.5F200.
Y12.
Y-12.
G90
M99
O9300
G91
G42D1
G1Z-1.F300.
G1X0.0000Y22.0000
G1X32.0000Y0.0000F200.
G1X0.0000Y-22.0000
G1X-32.0000Y0.0000
G40
G90
M99
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
đây là một chương trình gia công sử dụng chương trình con trên phần mềm cimco edit.
O0010
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0.
M98 P9100. L5.
G0Z20.
T2 M6
G0X61.0000Y26.0000
G1Z0.
M98 P9500. L5.
G0Z20.
G0X54.0000Y19.0000
G1Z0.
M98 P9300. L5.
G0Z20
G40
G0X15.Y38.
Z2.
G1Z0.F300.
M98 P9200. L5.
G0Z20.
X35.Y50.
G90Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X60.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z20.
X80.Y24.
Z-4.
G1Z-5.F300.
M98 P9200. L5.
G0Z15.
G0Z20.
M5
M9
M30
%
O9100
G91
G42D1
G1Z-1.F200.
G1X3.0388Y5.1942.F300
G1X25.0000Y-5.0000
G3X1.9612Y-0.1942R10.0000
G1X10.0000Y0.0000
G3X10.0000Y-10.0000R10.0000
G1X45.0000Y0.0000
G3X10.0000Y10.0000R10.0000
G1X0.0000Y55.0000
G3X-2.9289Y7.0711R10.0000
G1X-10.0000Y10.0000
G3X-7.0711Y2.9289R10.0000
G1X-30.0000Y0.0000
G3X-7.0711Y-2.9289R10.0000
G1X-10.0000Y-10.0000
G3X-2.9289Y-7.0711R10.0000
G1X0.0000Y-5.0000
G3X-40.0000Y0.0000R20.0000
G1X0.0000Y-35.0000
G3X8.0388Y-9.8058R10.0000
G1X-3.0388Y-5.1942.F300.
G40
G90
M99
O9200
G91
G1Z-0.5F200.
Y12.
Y-12.
G90
M99
O9300
G91
G42D1
G1Z-1.F300.
G1X0.0000Y22.0000
G1X32.0000Y0.0000F200.
G1X0.0000Y-22.0000
G1X-32.0000Y0.0000
G40
G90
M99
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
đây là một chương trình gia công sử dụng chương trình con trên phần mềm cimco edit.
Người hỏi không hỏi chương trình sử dụng trong 1 phần mềm mô phỏng nào đó mà hỏi chương trình dùng cho máy Fanuc trên thực tế bác ạ! Máy thật nó khác máy ảo trên phần mềm..
Chương trình chính và chương trình con của bác chả có dấu ; thì làm sao máy phân biệt được các dòng lệnh khi lập trình thủ công?! Nên nhớ là hệ Fanuc không có "phím Enter" để xuống dòng như MS word đâu ạ!
Đoạn đầu chương trình của bác sai hoàn toàn!
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0 (lúc này máy chọn điểm X20.Y20.Z0 là Home của máy sao?!!)
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0. (từ đầu chương trình tới giờ hoàn toàn không có F làm sao nó thực hiện dòng lệnh này được?)
Khi thay dao tự động mà không cho nó biết dao ấy được bù thế nào ...nhỡ dao ấy dài gấp đôi gấp 5 dao cũ thì chuyện gì sẽ xảy ra ??
Có điều lạ là sử dụng G21 nhưng tọa độ toàn sau dấu "." 4 số ..? Thường là với hệ inch mới có..
Last edited:
Ðề: cho em hỏi về chương trình con trên máy phay cnc
cũng có một số sai sót nhỏ . chỗ G1 dúng là phải có F .
nhưng G92 đâu phải là home máy bạn xem lại đi nha. G92 được sử dụng như G54 ....
con về chương trình con thì viết theo tương đối (G91) nhé bạn.
Người hỏi không hỏi chương trình sử dụng trong 1 phần mềm mô phỏng nào đó mà hỏi chương trình dùng cho máy Fanuc trên thực tế bác ạ! Máy thật nó khác máy ảo trên phần mềm..
Chương trình chính và chương trình con của bác chả có dấu ; thì làm sao máy phân biệt được các dòng lệnh khi lập trình thủ công?! Nên nhớ là hệ Fanuc không có "phím Enter" để xuống dòng như MS word đâu ạ!
Đoạn đầu chương trình của bác sai hoàn toàn!
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0 (lúc này máy chọn điểm X20.Y20.Z0 là Home của máy sao?!!)
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0. (từ đầu chương trình tới giờ hoàn toàn không có F làm sao nó thực hiện dòng lệnh này được?)
Chương trình con cũng sai
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000 (đáng lẽ G90 phải nằm ở dòng này)
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
Chương trình chính và chương trình con của bác chả có dấu ; thì làm sao máy phân biệt được các dòng lệnh khi lập trình thủ công?! Nên nhớ là hệ Fanuc không có "phím Enter" để xuống dòng như MS word đâu ạ!
Đoạn đầu chương trình của bác sai hoàn toàn!
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0 (lúc này máy chọn điểm X20.Y20.Z0 là Home của máy sao?!!)
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
G90
G0X0.Y0.Z20.
T1 M6
S300M3
M8
G0Z5.
G1Z0. (từ đầu chương trình tới giờ hoàn toàn không có F làm sao nó thực hiện dòng lệnh này được?)
Chương trình con cũng sai
O9500
G91
G42D1
G1Z-1.F300.
G1X0.0000Y8.0000 (đáng lẽ G90 phải nằm ở dòng này)
G1X18.0000Y0.0000F200.
G1X0.0000Y-8.0000
G1X-18.0000Y0.0000
G40
G90
M99
nhưng G92 đâu phải là home máy bạn xem lại đi nha. G92 được sử dụng như G54 ....
con về chương trình con thì viết theo tương đối (G91) nhé bạn.
Last edited:
T
Ðề: cho em hỏi về chương trình con trên máy phay cnc
(Thành thật xin lỗi vì mải nhìn chương trình con có G2 G3 dưới mà lại trích dẫn chương trình con toàn G1..)
Nói như vậy có lẽ là bạn chưa hiểu rõ hay hiểu lầm về G code rồi đấy .Cimco nó chạy khác với máy thật đấy ạ..
Không chỉ có 1 số sai sót nhỏ mà còn có thể dẫn đến phá hỏng cả máy với lệnh thay dao tự động mà không có giá trị bù dao...
G92 khác G54 tương đối nhiều , G54 hoàn toàn không quan tâm dao đang ở đâu nhưng G92 là lệnh cài đặt hệ tọa độ gia công thì có. Với khối lệnh
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
thì sau khi máy về Home nó sẽ nhận vị trí home này và hiểu đó là điểm có tọa độ X20.Y20.Z0 trong hệ tọa độ gia công chi tiết ! Vì vậy sau dòng này chắc chắn máy sẽ không chạy mà báo lỗi..hơn nữa cả khối lệnh không có lệnh di chuyển (G00) thì dù có gõ G91 G28 X0Y0Z0 nó cũng không về home..
Trong chương trình chính bác thay dao T2 và gọi chương trình con 9500 nhưng giá trị bù bán kính vẫn là D1 (từ đầu đến cuối chỉ dùng D1) nghĩa là lượng bù không thay đổi khi thay dao?chắc bác không thay dao vì mòn ...?
cũng có một số sai sót nhỏ . chỗ G1 dúng là phải có F .
nhưng G92 đâu phải là home máy bạn xem lại đi nha. G92 được sử dụng như G54 ....
con về chương trình con thì viết theo tương đối (G91) nhé bạn.
nhưng G92 đâu phải là home máy bạn xem lại đi nha. G92 được sử dụng như G54 ....
con về chương trình con thì viết theo tương đối (G91) nhé bạn.
Nói như vậy có lẽ là bạn chưa hiểu rõ hay hiểu lầm về G code rồi đấy .Cimco nó chạy khác với máy thật đấy ạ..
Không chỉ có 1 số sai sót nhỏ mà còn có thể dẫn đến phá hỏng cả máy với lệnh thay dao tự động mà không có giá trị bù dao...
G92 khác G54 tương đối nhiều , G54 hoàn toàn không quan tâm dao đang ở đâu nhưng G92 là lệnh cài đặt hệ tọa độ gia công thì có. Với khối lệnh
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
thì sau khi máy về Home nó sẽ nhận vị trí home này và hiểu đó là điểm có tọa độ X20.Y20.Z0 trong hệ tọa độ gia công chi tiết ! Vì vậy sau dòng này chắc chắn máy sẽ không chạy mà báo lỗi..hơn nữa cả khối lệnh không có lệnh di chuyển (G00) thì dù có gõ G91 G28 X0Y0Z0 nó cũng không về home..
Trong chương trình chính bác thay dao T2 và gọi chương trình con 9500 nhưng giá trị bù bán kính vẫn là D1 (từ đầu đến cuối chỉ dùng D1) nghĩa là lượng bù không thay đổi khi thay dao?chắc bác không thay dao vì mòn ...?
Last edited:
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Có thể gọi chương trình con là một đoạn chương trình như chương trình bình thường .Cũng có số chương trình như bình thường , nhưng ở cuối chương trình con thì cần có M99 thay M30 như chương trình chính ( theo thông thường).
khi lập trình những đoạn giống nhau mà phải lặp đi lặp lại ta có thể nhóm các câu giống nhau đó thành chương trình con để dùng chung .
có 2 lệnh để dùng chương trình con là:
M98 + P (123...) dùng M98 thì chương trình con chạy xong thì sẽ tự động quay lại chương trình chính . (cái).
M99 +P(123..) dùng M99 thì chương trình sẽ chuyển hẳn sang chương trình con đó . khi đó cái M99 ở cuối lại không cần mà lại phải chuyển ngược lại sang chương trình cái để gia công tiếp vùng khác .
cũng có thể lập trình với M99 , M98 để nhảy từ chương trình con này sang chuơng trình con khác .
( vài lời cùng chủ topic hơi loằng ngoằng chút . nhưng bạn làm vài lần sẽ hiểu ngay .
chúc thành công :6")
Có thể gọi chương trình con là một đoạn chương trình như chương trình bình thường .Cũng có số chương trình như bình thường , nhưng ở cuối chương trình con thì cần có M99 thay M30 như chương trình chính ( theo thông thường).
khi lập trình những đoạn giống nhau mà phải lặp đi lặp lại ta có thể nhóm các câu giống nhau đó thành chương trình con để dùng chung .
có 2 lệnh để dùng chương trình con là:
M98 + P (123...) dùng M98 thì chương trình con chạy xong thì sẽ tự động quay lại chương trình chính . (cái).
M99 +P(123..) dùng M99 thì chương trình sẽ chuyển hẳn sang chương trình con đó . khi đó cái M99 ở cuối lại không cần mà lại phải chuyển ngược lại sang chương trình cái để gia công tiếp vùng khác .
cũng có thể lập trình với M99 , M98 để nhảy từ chương trình con này sang chuơng trình con khác .
( vài lời cùng chủ topic hơi loằng ngoằng chút . nhưng bạn làm vài lần sẽ hiểu ngay .
chúc thành công :6
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Chương trình con hoàn toàn tương đương với chương trình chính về mặt lập trình cũng như lưu trữ trên máy.Em cứ nhập vào bình thường như chương trình chính mà thôi không có gì khác cả! Hệ DK mới nhất của fanuc thì cần đánh dấu hay khai bao chương trình chính, chương trình sẽ chạy, trước khi chạy mà thôi..( Mấy hệ này chắc không phải đối tượng em quan tâm nên không sao..)
ơ em cũng đọc qua qua giáo trình rồi
nhưng có điều là nhập chương trình con như thế nào trên máy hệ FANUC nhỉ?
thật em chưa thử chương trình con bao giờ cả nên mọi người có kinh nghiệm j thì giúp em với
nhưng có điều là nhập chương trình con như thế nào trên máy hệ FANUC nhỉ?
thật em chưa thử chương trình con bao giờ cả nên mọi người có kinh nghiệm j thì giúp em với
Last edited:
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Em xin lỗi!vì lúc đó đang bận nên mới chỉ copy bài trong giáo trình ra nên chưa để ý! G43 và G44 là bù chiều dài dao theo chiều + và -, vấn đề này mấy mem cũng đã nói rồi ạh!
chương trình chính ở đây EM không post vào!
EM chỉ post chương trình con thôi! Em xin lỗi, lần sau nếu có viết sẽ viết đầy đủ hơn.(cũng chỉ do cái giáo trình sai!Th.s gì màh ví dụ cũng sai!)
Em xem lại cái dòng lệnh anh bôi đỏ xem sai điều gì nhé. Chả ai cho dao xuống 1 lúc 14 mm đâu! Em sử dụng G43 G44 linh tinh quá..Em đọc lại giáo trình và sách xem G43 và G44 là gì, cấu trúc 1 dòng lệnh khi dùng G43 44 như thế nào nhé.
Hơn nữa chương trình này mang cấu trúc chương trình chính thì đúng hơn.
Hơn nữa chương trình này mang cấu trúc chương trình chính thì đúng hơn.
chương trình chính ở đây EM không post vào!
EM chỉ post chương trình con thôi! Em xin lỗi, lần sau nếu có viết sẽ viết đầy đủ hơn.(cũng chỉ do cái giáo trình sai!Th.s gì màh ví dụ cũng sai!)
Ðề: cho em hỏi về chương trình con trên máy phay cnc
chào các Mes !
Mình thì không giỏi về CNC lắm ! mà chỉ yêu thích thôi nên cũng mạnh dạn tham gia chút !
chương trình con có thể sử dụng bằng nhiều cách mà ! thông thường hệ Fanuc dùng M98 Pxxxx Lxx là cấu trúc lệnh của nó ( M98 gọi chương trình con . P là số chương trình con L là số lần lặp lại ( nếu 1 lần thì không cần L hoặc là L=1)) ! còn khi kết thúc chương trình thì là M99 ! Vấn đề nữa là mọi người không hiểu lệnh G92 là sao ah? thực tế nó rất dễ hiểu thôi ! G92 lấy tại vị trí mà chuẩn để gia công là do mình cài đặt gốc !
Ví dụ G90 G54 X100. Y-100. Z-200.
sau khi máy đi đến tọa độ gốc này thì mình sẽ đặt lệnh G92 để cho dễ nhận biết đó là gốc gia công !
tiếp theo dòng lệnh đó mình viết tiếp
G17G90G92 Xx Yy Zz đó là gốc để cho mình gia công !
cho nên các bạn nên tìm hiểu kỹ trước khi trả lời cho các đàn em theo nhé !
chào các Mes !
Mình thì không giỏi về CNC lắm ! mà chỉ yêu thích thôi nên cũng mạnh dạn tham gia chút !
chương trình con có thể sử dụng bằng nhiều cách mà ! thông thường hệ Fanuc dùng M98 Pxxxx Lxx là cấu trúc lệnh của nó ( M98 gọi chương trình con . P là số chương trình con L là số lần lặp lại ( nếu 1 lần thì không cần L hoặc là L=1)) ! còn khi kết thúc chương trình thì là M99 ! Vấn đề nữa là mọi người không hiểu lệnh G92 là sao ah? thực tế nó rất dễ hiểu thôi ! G92 lấy tại vị trí mà chuẩn để gia công là do mình cài đặt gốc !
Ví dụ G90 G54 X100. Y-100. Z-200.
sau khi máy đi đến tọa độ gốc này thì mình sẽ đặt lệnh G92 để cho dễ nhận biết đó là gốc gia công !
tiếp theo dòng lệnh đó mình viết tiếp
G17G90G92 Xx Yy Zz đó là gốc để cho mình gia công !
cho nên các bạn nên tìm hiểu kỹ trước khi trả lời cho các đàn em theo nhé !
Ðề: cho em hỏi về chương trình con trên máy phay cnc
G28. không cần phải dùng tới G0 hay một G di chuyển nào mà nó vẫn thực hiện bạn ah, bạn xem lại đi nhé.
Còn về chương trình con mình viết theo G91 đễ hơn chứ bạn,còn nếu bạn viết theo G90 thi bạn xem lại tài liệu đi nhé.
Về chuyện bù trừ bán kính thì tùy vào người lập trình bạn ah, mòn dao hay không đã tính toán rồi bạn không cần phải lo về cái này.
nếu bạn đang dùng máy không có G54... thì bạn dung G gì vậy? còn về G92 bạn cũng nên xem lại. không lẽ bạn còn G khác thay được G92 hoặc G54 .... sao? khi máy bạn không có G54... sao?
(Thành thật xin lỗi vì mải nhìn chương trình con có G2 G3 dưới mà lại trích dẫn chương trình con toàn G1..)
Nói như vậy có lẽ là bạn chưa hiểu rõ hay hiểu lầm về G code rồi đấy .Cimco nó chạy khác với máy thật đấy ạ..
Không chỉ có 1 số sai sót nhỏ mà còn có thể dẫn đến phá hỏng cả máy với lệnh thay dao tự động mà không có giá trị bù dao...
G92 khác G54 tương đối nhiều , G54 hoàn toàn không quan tâm dao đang ở đâu nhưng G92 là lệnh cài đặt hệ tọa độ gia công thì có. Với khối lệnh
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
thì sau khi máy về Home nó sẽ nhận vị trí home này và hiểu đó là điểm có tọa độ X20.Y20.Z0 trong hệ tọa độ gia công chi tiết ! Vì vậy sau dòng này chắc chắn máy sẽ không chạy mà báo lỗi..hơn nữa cả khối lệnh không có lệnh di chuyển (G00) thì dù có gõ G91 G28 X0Y0Z0 nó cũng không về home..
Trong chương trình chính bác thay dao T2 và gọi chương trình con 9500 nhưng giá trị bù bán kính vẫn là D1 (từ đầu đến cuối chỉ dùng D1) nghĩa là lượng bù không thay đổi khi thay dao?chắc bác không thay dao vì mòn ...?
Nói như vậy có lẽ là bạn chưa hiểu rõ hay hiểu lầm về G code rồi đấy .Cimco nó chạy khác với máy thật đấy ạ..
Không chỉ có 1 số sai sót nhỏ mà còn có thể dẫn đến phá hỏng cả máy với lệnh thay dao tự động mà không có giá trị bù dao...
G92 khác G54 tương đối nhiều , G54 hoàn toàn không quan tâm dao đang ở đâu nhưng G92 là lệnh cài đặt hệ tọa độ gia công thì có. Với khối lệnh
G17G21G40G49G80
G91G28X0.Y0.Z0.
G92X20.Y20.Z0.
thì sau khi máy về Home nó sẽ nhận vị trí home này và hiểu đó là điểm có tọa độ X20.Y20.Z0 trong hệ tọa độ gia công chi tiết ! Vì vậy sau dòng này chắc chắn máy sẽ không chạy mà báo lỗi..hơn nữa cả khối lệnh không có lệnh di chuyển (G00) thì dù có gõ G91 G28 X0Y0Z0 nó cũng không về home..
Trong chương trình chính bác thay dao T2 và gọi chương trình con 9500 nhưng giá trị bù bán kính vẫn là D1 (từ đầu đến cuối chỉ dùng D1) nghĩa là lượng bù không thay đổi khi thay dao?chắc bác không thay dao vì mòn ...?
Còn về chương trình con mình viết theo G91 đễ hơn chứ bạn,còn nếu bạn viết theo G90 thi bạn xem lại tài liệu đi nhé.
Về chuyện bù trừ bán kính thì tùy vào người lập trình bạn ah, mòn dao hay không đã tính toán rồi bạn không cần phải lo về cái này.
nếu bạn đang dùng máy không có G54... thì bạn dung G gì vậy? còn về G92 bạn cũng nên xem lại. không lẽ bạn còn G khác thay được G92 hoặc G54 .... sao? khi máy bạn không có G54... sao?
T
Author
Ðề: cho em hỏi về chương trình con trên máy phay cnc
thế bây giờ em muốn phay một hình tròn rộng 7 ăn bằng con dao trụ 6 sâu 15mm
thì mọi người có thể giúp em lập 1 chươn trình chính và con cho nó được không
có nghĩa là chỉ cần lập trình chương trình chính 1 lần biên dạng và lập trình cho chương trình con ăn đi ăn lại và tất nhiên cho nó thay đỏi Z sau mỗi lần ăn.
ví dụ mỗi lầ ăn dao là 0.5mm
thank mọi người
thế bây giờ em muốn phay một hình tròn rộng 7 ăn bằng con dao trụ 6 sâu 15mm
thì mọi người có thể giúp em lập 1 chươn trình chính và con cho nó được không
có nghĩa là chỉ cần lập trình chương trình chính 1 lần biên dạng và lập trình cho chương trình con ăn đi ăn lại và tất nhiên cho nó thay đỏi Z sau mỗi lần ăn.
ví dụ mỗi lầ ăn dao là 0.5mm
thank mọi người
Ðề: cho em hỏi về chương trình con trên máy phay cnc
@hungcnc: Vấn đề G54 và 92, cũng đã nói khá nhiều trên diễn đàn rồi, nếu chưa rõ bác có thể search và xem lại.Thay vì phỏng đoán và suy luận , nếu có điều kiện hãy gõ nguyên bài lập trình của bác vào xem nó có chạy được không và chạy như thế nào..thay vì dùng môi trường ảo của Cimco edit. Chủ topic là người vận hành máy dưới xưởng và đang cần 1 chương trình cho máy chạy chứ không phải cho Cimco chạy bác ạ!
@Tùng: Người nào cho em điều khiển máy mà chưa đào tạo em lập trình tay thì không ổn rồi..Đó là kĩ năng tối thiểu của người vận hành máy cnc. cũng khuya rồi mình chỉ viết ngắn gọn 1 chương trình để em qua đó học và thực hành trên máy nhé , gặp vấn đề gì có thể liên lạc trực tiếp lại với mình qua điện thoại, (yên tâm free, smile) :
Chương trình chính :
O2010;
G00 G91 G28 Z0 ;
G90 G00 G40 G49 G80;
G54 Z150;
X0 Y0;
M03 S5000;
Z50;
G01 Z0 F2000;
M98 P0001 L150 ;
G00 Z150;
M30;
Chương trình con :
O0001;
G91 G01 Z-0.1 F500;
G90 Y1 F3000;
G03 X0 Y1 I0 J-1 F3000;
G01 X0 Y0;
M99;
Gốc tọa độ là tâm phôi, Z0 tại bề mặt phôi.Lưu ý , vì chỉ cần dùng 1 dao nên không cần thiết dòng lệnh thay dao tự động.Nếu thay dao tự động nên đưa dao đến vị trí an toàn với dòng lệnh
G54 G43 H_ Z150 ;
M06 T_;
Do cần phay lỗ 8 với dao 6 nên tâm dao sẽ quay 1 vòng có bán kính là 1mm .Tất nhiên em có thể bù dao bằng G41 G42 nhưng trong tình huống này tự bù bằng tọa độ khiến chương trình ngắn gọn và tính tọa độ cũng đơn giản hơn nhiều.
Chương trình này viết cho Fanuc đời mới như 31i hay Oi thì có thể chạy không vấn đề gì do đã cài đặt đơn vị là mm trong Parameter . Với Fanuc đời cũ như 6M 10M thì phải thêm dấu "." sau giá trị X Y Z nếu không nó sẽ hiểu là Micromet
@hungcnc: Vấn đề G54 và 92, cũng đã nói khá nhiều trên diễn đàn rồi, nếu chưa rõ bác có thể search và xem lại.Thay vì phỏng đoán và suy luận , nếu có điều kiện hãy gõ nguyên bài lập trình của bác vào xem nó có chạy được không và chạy như thế nào..thay vì dùng môi trường ảo của Cimco edit. Chủ topic là người vận hành máy dưới xưởng và đang cần 1 chương trình cho máy chạy chứ không phải cho Cimco chạy bác ạ!
@Tùng: Người nào cho em điều khiển máy mà chưa đào tạo em lập trình tay thì không ổn rồi..Đó là kĩ năng tối thiểu của người vận hành máy cnc. cũng khuya rồi mình chỉ viết ngắn gọn 1 chương trình để em qua đó học và thực hành trên máy nhé , gặp vấn đề gì có thể liên lạc trực tiếp lại với mình qua điện thoại, (yên tâm free, smile) :
Chương trình chính :
O2010;
G00 G91 G28 Z0 ;
G90 G00 G40 G49 G80;
G54 Z150;
X0 Y0;
M03 S5000;
Z50;
G01 Z0 F2000;
M98 P0001 L150 ;
G00 Z150;
M30;
Chương trình con :
O0001;
G91 G01 Z-0.1 F500;
G90 Y1 F3000;
G03 X0 Y1 I0 J-1 F3000;
G01 X0 Y0;
M99;
Gốc tọa độ là tâm phôi, Z0 tại bề mặt phôi.Lưu ý , vì chỉ cần dùng 1 dao nên không cần thiết dòng lệnh thay dao tự động.Nếu thay dao tự động nên đưa dao đến vị trí an toàn với dòng lệnh
G54 G43 H_ Z150 ;
M06 T_;
Do cần phay lỗ 8 với dao 6 nên tâm dao sẽ quay 1 vòng có bán kính là 1mm .Tất nhiên em có thể bù dao bằng G41 G42 nhưng trong tình huống này tự bù bằng tọa độ khiến chương trình ngắn gọn và tính tọa độ cũng đơn giản hơn nhiều.
Chương trình này viết cho Fanuc đời mới như 31i hay Oi thì có thể chạy không vấn đề gì do đã cài đặt đơn vị là mm trong Parameter . Với Fanuc đời cũ như 6M 10M thì phải thêm dấu "." sau giá trị X Y Z nếu không nó sẽ hiểu là Micromet
Last edited:
Ðề: cho em hỏi về chương trình con trên máy phay cnc
hiện tại mình cũng đang là chủ một xưởng khuôn mẫu và gia hàng trên máy cnc sử dụng cả G54 và G92. mình đã test và chạy thử rất ok.
còn về các vấn đề cnc thì trước khi nói về một cái gì đó thì bạn nên xem kỹ lại nha từ các mã lệnh hay cách sử dụng trước khi nói người khác. G92 thì bạn hay xem lại cho kỹ nha.
còn về bạn thì bạn đã thực tế lâp chương trình cho máy cnc chạy thực tế chưa? Còn nếu chưa thì hãy kiểm chứng bằng thực tế nhé.
@hungcnc: Vấn đề G54 và 92, cũng đã nói khá nhiều trên diễn đàn rồi, nếu chưa rõ bác có thể search và xem lại.Thay vì phỏng đoán và suy luận , nếu có điều kiện hãy gõ nguyên bài lập trình của bác vào xem nó có chạy được không và chạy như thế nào..thay vì dùng môi trường ảo của Cimco edit. Chủ topic là người vận hành máy dưới xưởng và đang cần 1 chương trình cho máy chạy chứ không phải cho Cimco chạy bác ạ!
@Tùng: Người nào cho em điều khiển máy mà chưa đào tạo em lập trình tay thì không ổn rồi..Đó là kĩ năng tối thiểu của người vận hành máy cnc. cũng khuya rồi mình chỉ viết ngắn gọn 1 chương trình để em qua đó học và thực hành trên máy nhé , gặp vấn đề gì có thể liên lạc trực tiếp lại với mình qua điện thoại, (yên tâm free, smile) :
Chương trình chính :
O2010;
G91 G28 Z0 ;
G90 G00 G40 G49 G89;( G00 phải kèm theo tọa độ nhé...., )
G54 Z150;
X0 Y0;
M03 S5000;
Z50;
G01 Z0;
M98 P0001 L150 ;
G00 Z150;
M30;
Chương trình con :
O0001; (mô phỏng thử xem chạy thế nào nhé)
G91 G01 Z-0.1 F500;
G90 Y1 F3000;
G03 X0 Y1 I0 J-1 F3000;
G01 X0 Y0;
M99;
Gốc tọa độ là tâm phôi, Z0 tại bề mặt phôi.
@Tùng: Người nào cho em điều khiển máy mà chưa đào tạo em lập trình tay thì không ổn rồi..Đó là kĩ năng tối thiểu của người vận hành máy cnc. cũng khuya rồi mình chỉ viết ngắn gọn 1 chương trình để em qua đó học và thực hành trên máy nhé , gặp vấn đề gì có thể liên lạc trực tiếp lại với mình qua điện thoại, (yên tâm free, smile) :
Chương trình chính :
O2010;
G91 G28 Z0 ;
G90 G00 G40 G49 G89;( G00 phải kèm theo tọa độ nhé...., )
G54 Z150;
X0 Y0;
M03 S5000;
Z50;
G01 Z0;
M98 P0001 L150 ;
G00 Z150;
M30;
Chương trình con :
O0001; (mô phỏng thử xem chạy thế nào nhé)
G91 G01 Z-0.1 F500;
G90 Y1 F3000;
G03 X0 Y1 I0 J-1 F3000;
G01 X0 Y0;
M99;
Gốc tọa độ là tâm phôi, Z0 tại bề mặt phôi.
còn về các vấn đề cnc thì trước khi nói về một cái gì đó thì bạn nên xem kỹ lại nha từ các mã lệnh hay cách sử dụng trước khi nói người khác. G92 thì bạn hay xem lại cho kỹ nha.
còn về bạn thì bạn đã thực tế lâp chương trình cho máy cnc chạy thực tế chưa? Còn nếu chưa thì hãy kiểm chứng bằng thực tế nhé.
Last edited:
Ðề: cho em hỏi về chương trình con trên máy phay cnc
@hungcnc: G00 không nhất thiết phải có tọa độ trong dòng lệnh đó.Mình viết là để dao xuống Z150 từ điểm Zero của máy ở dòng lệnh sau mà thôi. Mình lập trình thường không mô phỏng mà chạy trực tiếp luôn.Cũng may mắn là chưa có lỗi đáng tiếc xảy ra,có lẽ là do mình luôn kiểm tra rất kĩ trước khi Start..Bạn nói bạn là chủ xưởng , bạn hiểu G54,G92 và G28 mà bạn dùng G92 như thế này
G91G28X0.Y0.Z0.
G92X20.Y20.Z0. thì mình cũng chịu bạn rồi.Smile
@hungcnc: G00 không nhất thiết phải có tọa độ trong dòng lệnh đó.Mình viết là để dao xuống Z150 từ điểm Zero của máy ở dòng lệnh sau mà thôi. Mình lập trình thường không mô phỏng mà chạy trực tiếp luôn.Cũng may mắn là chưa có lỗi đáng tiếc xảy ra,có lẽ là do mình luôn kiểm tra rất kĩ trước khi Start..Bạn nói bạn là chủ xưởng , bạn hiểu G54,G92 và G28 mà bạn dùng G92 như thế này
G91G28X0.Y0.Z0.
G92X20.Y20.Z0. thì mình cũng chịu bạn rồi.Smile
T
Author
Ðề: cho em hỏi về chương trình con trên máy phay cnc
vâng thật sự thì em cũng mới ra trường thôi a.
ngày trong trường em học cơ điện tử nhưng thật sự em cũng không có ý định theo cnc.em định theo điện tử cơ.
nhưng mà ra trường người ta phân công công việc lại cho sang bên cơ khí.(cnc) nên thật sự cũng còn rất non.
cảm ơn anh và mong được gặp anh.có thể em sẽ có nhiều điều thắc mắc.và cũng có thể anh em mình có thể trở thành đối tác của nhau.
vâng thật sự thì em cũng mới ra trường thôi a.
ngày trong trường em học cơ điện tử nhưng thật sự em cũng không có ý định theo cnc.em định theo điện tử cơ.
nhưng mà ra trường người ta phân công công việc lại cho sang bên cơ khí.(cnc) nên thật sự cũng còn rất non.
cảm ơn anh và mong được gặp anh.có thể em sẽ có nhiều điều thắc mắc.và cũng có thể anh em mình có thể trở thành đối tác của nhau.
Ðề: cho em hỏi về chương trình con trên máy phay cnc
Chỗ G92 hay G54 đó còn tùy thuộc vào máy,người dùng bạn không hiểu sao. mình hỏi bạn máy không sử dụng được G54 không xài G92 thì bạn dùng G gi vậy ?
nói như bạn không có điều đáng tiếc thì không nên học thêm các kinh nghiêm của người khác nữa sao, phần mềm hỗ trợ để làm gì nhỉ ?
mỗi người lập trình có một cách dùng khác nhau bạn hiểu điều đó không.
Còn về chương trình con viết theo G91 hay G90 cái nào đúng cái nào sai , cái nào hay hơn cái nào thì bạn cũng nên xem lại.
con G91G28X0.Y0.Z0. mà bạn nói không về chuẩn máy thì mình cũng bó tay bạn luôn.
@hungcnc: G00 không nhất thiết phải có tọa độ trong dòng lệnh đó.Mình viết là để dao xuống Z150 từ điểm Zero của máy ở dòng lệnh sau mà thôi. Mình lập trình thường không mô phỏng mà chạy trực tiếp luôn.Cũng may mắn là chưa có lỗi đáng tiếc xảy ra,có lẽ là do mình luôn kiểm tra rất kĩ trước khi Start..Bạn nói bạn là chủ xưởng , bạn hiểu G54,G92 và G28 mà bạn dùng G92 như thế này
G91G28X0.Y0.Z0.
G92X20.Y20.Z0. thì mình cũng chịu bạn rồi.Smile
G91G28X0.Y0.Z0.
G92X20.Y20.Z0. thì mình cũng chịu bạn rồi.Smile
nói như bạn không có điều đáng tiếc thì không nên học thêm các kinh nghiêm của người khác nữa sao, phần mềm hỗ trợ để làm gì nhỉ ?
mỗi người lập trình có một cách dùng khác nhau bạn hiểu điều đó không.
Còn về chương trình con viết theo G91 hay G90 cái nào đúng cái nào sai , cái nào hay hơn cái nào thì bạn cũng nên xem lại.
con G91G28X0.Y0.Z0. mà bạn nói không về chuẩn máy thì mình cũng bó tay bạn luôn.
Last edited: