T

S
L
Scan cho Tran anh dung và spk tài liệu tiếng Anh về lệnh G71 của Fanuc OT .
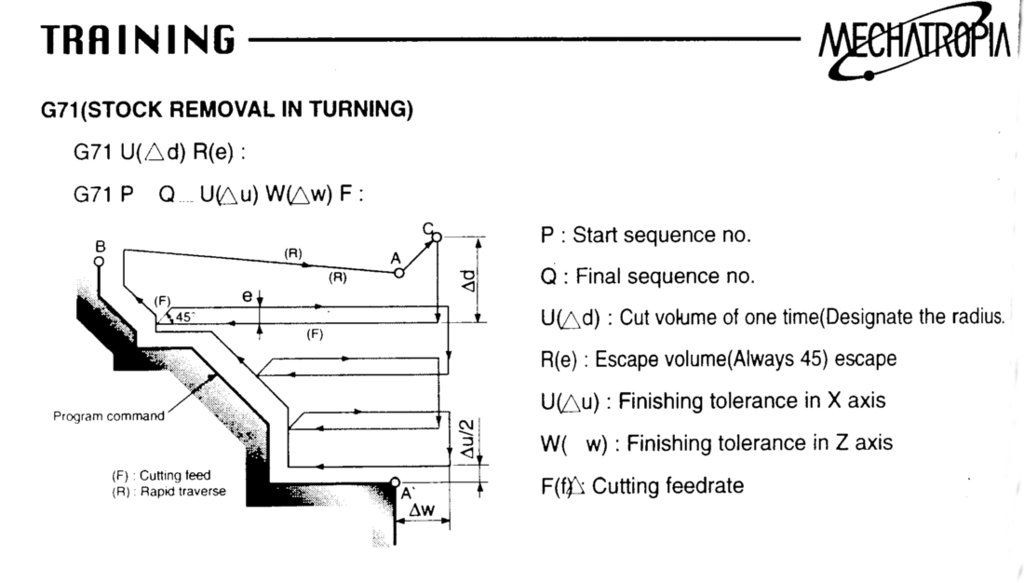
G71 trong tiện CNC dùng cho chu trình tiện cả thô lẫn tinh .
Dưới đây là hình vẽ ví dụ và các giải thích về ý nghĩa của các thông số( với U được tính ở cách lập trình trên căn bản bán kính)
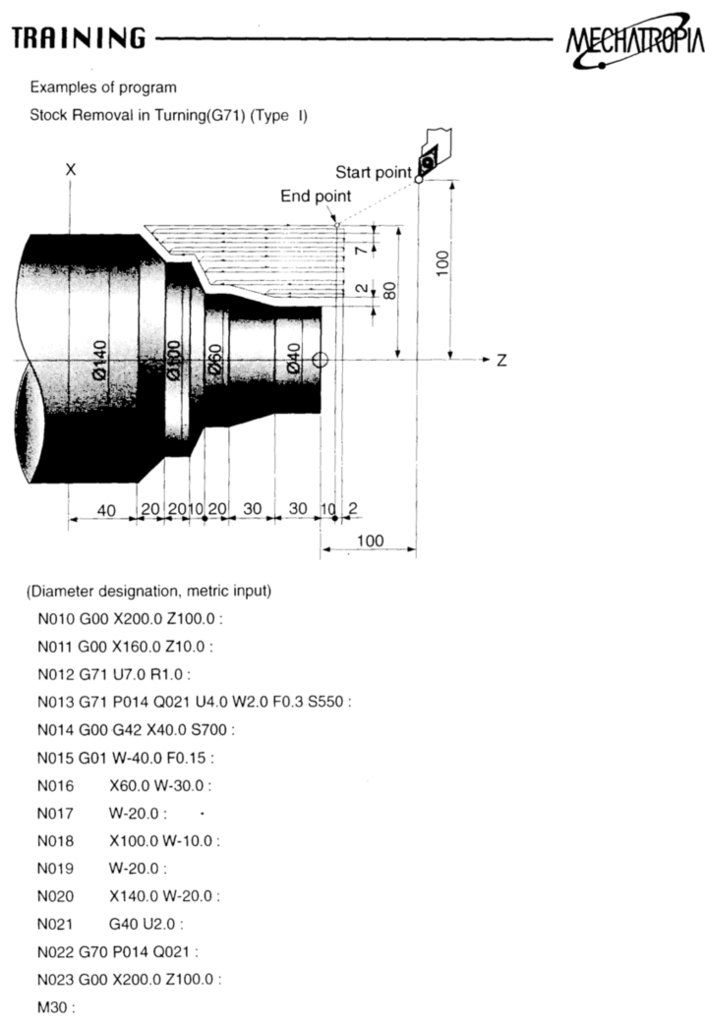
Tiếp theo là hình vẽ và chương trình với cách lập trình trên căn bản đường kính của thành phẩm.
Hai em nhờ người giỏi tiếng Anh dịch giúp để tham khảo cho kỳ thi sắp tới nghen !
svb
G71 trong tiện CNC dùng cho chu trình tiện cả thô lẫn tinh .
Dưới đây là hình vẽ ví dụ và các giải thích về ý nghĩa của các thông số( với U được tính ở cách lập trình trên căn bản bán kính)
Tiếp theo là hình vẽ và chương trình với cách lập trình trên căn bản đường kính của thành phẩm.
Hai em nhờ người giỏi tiếng Anh dịch giúp để tham khảo cho kỳ thi sắp tới nghen !
svb
G71 là lệnh cho chu trình tiện lặp nhiều lần. Nó sẽ gia công chi tiết đến biên dạng cuối cùng mà bạn mong muốn và câu lệnh này sẽ tự tính toán đường chạy dao cho bạn.
Lưu ý G71 sẽ sinh đường chay dao có chiều tiến dao theo trục Z và ăn dao theo trục X. G71 chi là lệnh gia công thô, nếu muốn gia công tinh lần cuối bạn phải sử dụng cả G70 nữa.
Lưu ý G71 sẽ sinh đường chay dao có chiều tiến dao theo trục Z và ăn dao theo trục X. G71 chi là lệnh gia công thô, nếu muốn gia công tinh lần cuối bạn phải sử dụng cả G70 nữa.
T
Author
Ðề: G71 trong tiện Aditurn
xin chào các dồng nghiệp
minh dang làm việc o nhật
mình đang sử dụng 2 máy tiện nc moriseiki và một máy phay okuma
nếu các bạn muốn biết thêm về chương trình gia công phay hay tiện thì mình giúp cho
mail của minh ki97c1c@yahoo.com
chào thân ái
xin chào các dồng nghiệp
minh dang làm việc o nhật
mình đang sử dụng 2 máy tiện nc moriseiki và một máy phay okuma
nếu các bạn muốn biết thêm về chương trình gia công phay hay tiện thì mình giúp cho
mail của minh ki97c1c@yahoo.com
chào thân ái
Ðề: G71 trong tiện Aditurn
chào bạn hiep83
mình không rõ bạn sử dụng lệnh G71 và G70 cho máy nào, chứ mình sử dụng vẫn offset bình thường mà, hoặc hệ máy bạn sử dụng có đôi chỗ khác máy bên mình sử dụng
còn sử dụng tiện lỗ như bạn manhvt113 có hỏi thì bạn chỉ cần thay đổi điểm chờ dao ở bên trong, cách lập trình thì vẫn vậy chỉ là điểm đến và điểm kết thúc ngược lại so với tiện đường kính ngoài,
với những biên dạng có phức tạp thì mình dùng kết hợp đổ 1 trình profile từ máy tính và ghép với lập trình tay cho G71 vào, trình rất nhẹ và không lo biên dạng hình học khi tiện bị sai lệch do tính toán bù dao
vài dòng tâm sự với các bác, chia sẻ niềm vui trong công việc . thân
chào bạn hiep83
mình không rõ bạn sử dụng lệnh G71 và G70 cho máy nào, chứ mình sử dụng vẫn offset bình thường mà, hoặc hệ máy bạn sử dụng có đôi chỗ khác máy bên mình sử dụng
còn sử dụng tiện lỗ như bạn manhvt113 có hỏi thì bạn chỉ cần thay đổi điểm chờ dao ở bên trong, cách lập trình thì vẫn vậy chỉ là điểm đến và điểm kết thúc ngược lại so với tiện đường kính ngoài,
với những biên dạng có phức tạp thì mình dùng kết hợp đổ 1 trình profile từ máy tính và ghép với lập trình tay cho G71 vào, trình rất nhẹ và không lo biên dạng hình học khi tiện bị sai lệch do tính toán bù dao
vài dòng tâm sự với các bác, chia sẻ niềm vui trong công việc . thân
Ðề: G71 trong tiện Aditurn
chào bạn
mình thì không thử bù âm hay bù dương giá trị R trong tiện pully, bởi mình chưa tiện mặt hàng đó trên máy tiện C lần nào cả, tuy nhiên việc bù các góc côn và R (+ ,-) thì thường xuyên , thường mình chỉ bù mòn mũi dao là chính, như đã nói ở trên nếu thực sự đòi hỏi 1 biên dạng chuẩn thì mình kết hợp máy tính và lập trình tay, ưu điểm mình cũng nói qua rồi , trình nhẹ và biên dạng vẫn chuẩn, cái nữa là bộ nhớ máy hạn chế nên phải làm vậy thôi, từ trong cái khó lại ló ra 1 cái kết hợp, hihihi
thân
chào bạn
mình thì không thử bù âm hay bù dương giá trị R trong tiện pully, bởi mình chưa tiện mặt hàng đó trên máy tiện C lần nào cả, tuy nhiên việc bù các góc côn và R (+ ,-) thì thường xuyên , thường mình chỉ bù mòn mũi dao là chính, như đã nói ở trên nếu thực sự đòi hỏi 1 biên dạng chuẩn thì mình kết hợp máy tính và lập trình tay, ưu điểm mình cũng nói qua rồi , trình nhẹ và biên dạng vẫn chuẩn, cái nữa là bộ nhớ máy hạn chế nên phải làm vậy thôi, từ trong cái khó lại ló ra 1 cái kết hợp, hihihi
thân