Gia công Roughing
- Thread starter dinhthanhww
- Ngày mở chủ đề

Ðề: Gia công Roughing
Không biết có phải bạn muốn gia công HSM?
[video=youtube;idMJwGq8hbQ]
&feature=youtu.be[/video]
Nipponcentervn
Đào tạo thiết kế, thiết kế khuôn mẫu, Gia công CNC
Giải pháp CADCAMCAE
Tel: 0898 088 247 Skype: nipponcentervn
Web: http://nippontechvn.com
Email: nipponcentervn@gmail.com
Không biết có phải bạn muốn gia công HSM?
[video=youtube;idMJwGq8hbQ]
Nipponcentervn
Đào tạo thiết kế, thiết kế khuôn mẫu, Gia công CNC
Giải pháp CADCAMCAE
Tel: 0898 088 247 Skype: nipponcentervn
Web: http://nippontechvn.com
Email: nipponcentervn@gmail.com
Ðề: Gia công Roughing
Bạn tham khảo ở đây nha.
https://www.ptcusercommunity.com/message/410797#410797
Bạn tham khảo ở đây nha.
https://www.ptcusercommunity.com/message/410797#410797
P
Ðề: Gia công Roughing
tất nhiên là nó vẫn chạy được, tùy vào trường hợp mà nó nhanh hay chậm, cá nhân mình thấy mấy e máy 10 hay 11m fanuc chạy chậm, nội suy kém, để chạy thì vẫn dc nhưng k kinh tễ, thay vì cứ 2 sờ fit, bác tối ưu đường dao theo kiểu khác nó chạy mượt nhìn đỡ rức mắt hơn, chạy như cái bạc tròn của bác thì profile chia stepover cắt nhanh chan so với HSM , mà cũng có nhấc dao đâu ạ, nó dùng máy đời cao thì hợp lý hơn ạ.
tất nhiên là nó vẫn chạy được, tùy vào trường hợp mà nó nhanh hay chậm, cá nhân mình thấy mấy e máy 10 hay 11m fanuc chạy chậm, nội suy kém, để chạy thì vẫn dc nhưng k kinh tễ, thay vì cứ 2 sờ fit, bác tối ưu đường dao theo kiểu khác nó chạy mượt nhìn đỡ rức mắt hơn, chạy như cái bạc tròn của bác thì profile chia stepover cắt nhanh chan so với HSM , mà cũng có nhấc dao đâu ạ, nó dùng máy đời cao thì hợp lý hơn ạ.
Author
Ðề: Gia công Roughing
Em thấy họ làm gia công theo kiểu HMS nên muốn làm thử. Vì thấy đường dao của nso khá thông minh vs lại chậy theo kiểu đố máy đỡ giật hơn chứ ạ 
tất nhiên là nó vẫn chạy được, tùy vào trường hợp mà nó nhanh hay chậm, cá nhân mình thấy mấy e máy 10 hay 11m fanuc chạy chậm, nội suy kém, để chạy thì vẫn dc nhưng k kinh tễ, thay vì cứ 2 sờ fit, bác tối ưu đường dao theo kiểu khác nó chạy mượt nhìn đỡ rức mắt hơn, chạy như cái bạc tròn của bác thì profile chia stepover cắt nhanh chan so với HSM , mà cũng có nhấc dao đâu ạ, nó dùng máy đời cao thì hợp lý hơn ạ.
P
Ðề: Gia công Roughing
Chiến lược gia công mới tốt hơn kiểu cũ khá nhiều bác ạ.
Với dao nhỏ bằng 1/2, năng suất cắt gọt không thua dao lớn chạy kiểu cũ.
Với hệ 10M về trước, nội suy 3 trục chạy rất chậm, như con Yoshida 10M của em nội suy 3 trục chỉ chạy max chừng 300mm/p thôi, còn nội suy 2 trục thì vô tư. Cơ bản mấy cái kiểu hsm này phá thô 2D-2.5D là chủ yếu.
Với máy cứng, khỏe có thể tăng optimal load lên, giảm F lại. Như em chạy ăn sắt chiều sâu 20mm, dao 12, optimal load 2-4mm vẫn ok hết. Chạy máy yếu như brother TC225 của em thì optimal load chỉ 0.5mm nhưng F hơn 1.000-1.200mm/p, lấy tốc độ bù khỏe, nói chung cũng rất linh động.
Thanks.
Vẫn chạy tốt bác à. Máy chậm thì chạy chậm thôi, cơ bản lượng ăn dao tính toán sao cho phù hợp (optimal load).
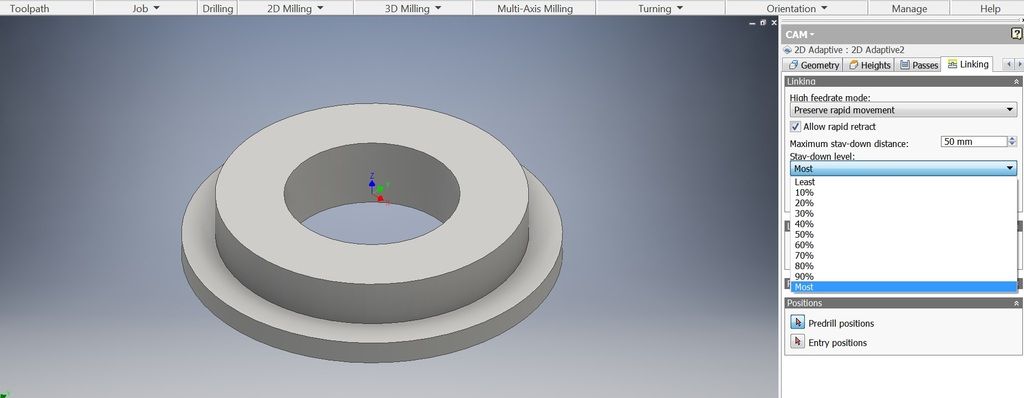
Em không dùng Pro E, em dùng Inventor HSM, muốn nó ít nhấc dao lên thì chọn trong ô stay-down level là most.
Thanks.
Em không dùng Pro E, em dùng Inventor HSM, muốn nó ít nhấc dao lên thì chọn trong ô stay-down level là most.

Thanks.
Với dao nhỏ bằng 1/2, năng suất cắt gọt không thua dao lớn chạy kiểu cũ.
Với hệ 10M về trước, nội suy 3 trục chạy rất chậm, như con Yoshida 10M của em nội suy 3 trục chỉ chạy max chừng 300mm/p thôi, còn nội suy 2 trục thì vô tư. Cơ bản mấy cái kiểu hsm này phá thô 2D-2.5D là chủ yếu.
Với máy cứng, khỏe có thể tăng optimal load lên, giảm F lại. Như em chạy ăn sắt chiều sâu 20mm, dao 12, optimal load 2-4mm vẫn ok hết. Chạy máy yếu như brother TC225 của em thì optimal load chỉ 0.5mm nhưng F hơn 1.000-1.200mm/p, lấy tốc độ bù khỏe, nói chung cũng rất linh động.
Thanks.
Author
Re: Ðề: Gia công Roughing
máy em 11M BT40 vs dao phi 12 thì dịch dao ngang tầm bao nhiu thì hợp lý anh với F gia công để ntn
Chiến lược gia công mới tốt hơn kiểu cũ khá nhiều bác ạ.
Với dao nhỏ bằng 1/2, năng suất cắt gọt không thua dao lớn chạy kiểu cũ.
Với hệ 10M về trước, nội suy 3 trục chạy rất chậm, như con Yoshida 10M của em nội suy 3 trục chỉ chạy max chừng 300mm/p thôi, còn nội suy 2 trục thì vô tư. Cơ bản mấy cái kiểu hsm này phá thô 2D-2.5D là chủ yếu.
Với máy cứng, khỏe có thể tăng optimal load lên, giảm F lại. Như em chạy ăn sắt chiều sâu 20mm, dao 12, optimal load 2-4mm vẫn ok hết. Chạy máy yếu như brother TC225 của em thì optimal load chỉ 0.5mm nhưng F hơn 1.000-1.200mm/p, lấy tốc độ bù khỏe, nói chung cũng rất linh động.
Thanks.
Với dao nhỏ bằng 1/2, năng suất cắt gọt không thua dao lớn chạy kiểu cũ.
Với hệ 10M về trước, nội suy 3 trục chạy rất chậm, như con Yoshida 10M của em nội suy 3 trục chỉ chạy max chừng 300mm/p thôi, còn nội suy 2 trục thì vô tư. Cơ bản mấy cái kiểu hsm này phá thô 2D-2.5D là chủ yếu.
Với máy cứng, khỏe có thể tăng optimal load lên, giảm F lại. Như em chạy ăn sắt chiều sâu 20mm, dao 12, optimal load 2-4mm vẫn ok hết. Chạy máy yếu như brother TC225 của em thì optimal load chỉ 0.5mm nhưng F hơn 1.000-1.200mm/p, lấy tốc độ bù khỏe, nói chung cũng rất linh động.
Thanks.
P
Ðề: Gia công Roughing
Tùy à bác, tùy theo chiều sâu cắt, số me dao, vật liệu cắt nữa. Với máy 11M thì cắt 2D F không phải là vấn đề với controller mà chủ yếu do dao. Nếu dao 12mm 4 me thông thường cắt sắt C45 thì có thể chọn S4.000rpm, F khoảng 1.500-2.000mm/p. Lượng ăn dao mỗi pass (optimal load) cỡ 0.4-0.5mm rồi tăng lên (tùy chiều sâu T nữa), maximum chắc cỡ 2-3mm/pass
E chạy HSM với Inventor pro HSM 2016, t = 2.9mm (chừa dư 0.1 chạy tinh), optimal load = 2mm/pass
Gia công khỏa cái mặt này hết gần 10min, trong video lúc đầu F= 1.000mm/p, tăng lên 1.500mm/p và cuối cùng là 2.000mm/p, G0 retract 6.000mm/p nhưng gia tốc thấp. S = 4.500rpm thấy êm nhất, dao 3 me phi 10. Máy em yếu, BT30 gá dài nên chỉ chạy thế thôi.
<span style="color: rgb(0, 0, 0); font-family: Tahoma, Calibri, Verdana, Geneva, sans-serif;">[video=youtube;aWnDBHfQDhM]
/video]
Thanks.
Tùy à bác, tùy theo chiều sâu cắt, số me dao, vật liệu cắt nữa. Với máy 11M thì cắt 2D F không phải là vấn đề với controller mà chủ yếu do dao. Nếu dao 12mm 4 me thông thường cắt sắt C45 thì có thể chọn S4.000rpm, F khoảng 1.500-2.000mm/p. Lượng ăn dao mỗi pass (optimal load) cỡ 0.4-0.5mm rồi tăng lên (tùy chiều sâu T nữa), maximum chắc cỡ 2-3mm/pass
E chạy HSM với Inventor pro HSM 2016, t = 2.9mm (chừa dư 0.1 chạy tinh), optimal load = 2mm/pass
Gia công khỏa cái mặt này hết gần 10min, trong video lúc đầu F= 1.000mm/p, tăng lên 1.500mm/p và cuối cùng là 2.000mm/p, G0 retract 6.000mm/p nhưng gia tốc thấp. S = 4.500rpm thấy êm nhất, dao 3 me phi 10. Máy em yếu, BT30 gá dài nên chỉ chạy thế thôi.
<span style="color: rgb(0, 0, 0); font-family: Tahoma, Calibri, Verdana, Geneva, sans-serif;">[video=youtube;aWnDBHfQDhM]
Thanks.
Author
Ðề: Gia công Roughing
Tùy à bác, tùy theo chiều sâu cắt, số me dao, vật liệu cắt nữa. Với máy 11M thì cắt 2D F không phải là vấn đề với controller mà chủ yếu do dao. Nếu dao 12mm 4 me thông thường cắt sắt C45 thì có thể chọn S4.000rpm, F khoảng 1.500-2.000mm/p. Lượng ăn dao mỗi pass (optimal load) cỡ 0.4-0.5mm rồi tăng lên (tùy chiều sâu T nữa), maximum chắc cỡ 2-3mm/pass video này là bác làm ạ. em thấy dao lúc nó quay lại nó k có hiện tượng nhấc lên phải không ạ ??
E chạy HSM với Inventor pro HSM 2016, t = 2.9mm (chừa dư 0.1 chạy tinh), optimal load = 2mm/pass
Gia công khỏa cái mặt này hết gần 10min, trong video lúc đầu F= 1.000mm/p, tăng lên 1.500mm/p và cuối cùng là 2.000mm/p, G0 retract 6.000mm/p nhưng gia tốc thấp. S = 4.500rpm thấy êm nhất, dao 3 me phi 10. Máy em yếu, BT30 gá dài nên chỉ chạy thế thôi.
<span style="color: rgb(0, 0, 0); font-family: Tahoma, Calibri, Verdana, Geneva, sans-serif;">[video=youtube;aWnDBHfQDhM]
/video]
Thanks.
E chạy HSM với Inventor pro HSM 2016, t = 2.9mm (chừa dư 0.1 chạy tinh), optimal load = 2mm/pass
Gia công khỏa cái mặt này hết gần 10min, trong video lúc đầu F= 1.000mm/p, tăng lên 1.500mm/p và cuối cùng là 2.000mm/p, G0 retract 6.000mm/p nhưng gia tốc thấp. S = 4.500rpm thấy êm nhất, dao 3 me phi 10. Máy em yếu, BT30 gá dài nên chỉ chạy thế thôi.
<span style="color: rgb(0, 0, 0); font-family: Tahoma, Calibri, Verdana, Geneva, sans-serif;">[video=youtube;aWnDBHfQDhM]
Thanks.
T
Ðề: Gia công Roughing
Bạn nhập LIFT_TOOL_CLEARANCE = 0.1; MIN_RETRACT_DISTANCE = 100 là được nha, còn muốn biết sâu hơn thì bạn chịu khó đọc bài ở link mình gửi phía trên, có cả bài mẫu cho bạn tải về tham khảo nữa.
Bạn nhập LIFT_TOOL_CLEARANCE = 0.1; MIN_RETRACT_DISTANCE = 100 là được nha, còn muốn biết sâu hơn thì bạn chịu khó đọc bài ở link mình gửi phía trên, có cả bài mẫu cho bạn tải về tham khảo nữa.