T

C
Author
Ðề: Giúp em lỗi khi xuống dao trên máy phay cnc
Hiện tượng như đồng chí nói thì nên kiểm tra cơ khí xem sao. CÓ khi chỗ nào đó dơ dão cũng nên. máy của đồng chí mua năm 2007 nếu ít gia công thì mòn vít me đai ốc là khó sảy ra. ( Không loại trừ cũng nên kiểm tra)
Máy của Leadwell cũng khá tốt của Đài loan đấy chứ.
Với kiểu truyền DNC mà máy tràn bộ nhớ đồng chí thử xem lại tham số truyền dữ liệu có lớn quá không? thường máy đài loan chỉ nhận được 9600 thôi. Cao hơn là có khi khó đấy. Thử giảm tham số này xem sao.
Thử kiểm tra xem cáp nối RS232 xem.
Hiện tượng như đồng chí nói thì nên kiểm tra cơ khí xem sao. CÓ khi chỗ nào đó dơ dão cũng nên. máy của đồng chí mua năm 2007 nếu ít gia công thì mòn vít me đai ốc là khó sảy ra. ( Không loại trừ cũng nên kiểm tra)
Máy của Leadwell cũng khá tốt của Đài loan đấy chứ.
Với kiểu truyền DNC mà máy tràn bộ nhớ đồng chí thử xem lại tham số truyền dữ liệu có lớn quá không? thường máy đài loan chỉ nhận được 9600 thôi. Cao hơn là có khi khó đấy. Thử giảm tham số này xem sao.
Thử kiểm tra xem cáp nối RS232 xem.
H
Author
Ðề: Giúp em lỗi khi xuống dao trên máy phay cnc
Hi,
1. Hiện tượng giật cục
máy V20i của Leadwell là loại máy tốc độ cao, không dùng đối trọng để cân bằng trục Z (khi đó gia tốc có thể đạt 0.45-0,6g).
Do vậy, nếu bạn sử dụng handwheel thì khi ở tốc độ nhanh, bạn quay không đều sẽ có hiện tượng giật cục. Còn nếu bạn sử dụng chế độ JOG, nhấn phím (Z-) thì sẽ không giật cục.
Theo tôi bạn chỉ nên để từ 40-60% hoặc quay bằng tay nhưng chậm và đều thì sẽ không bị hiện tượng này.
2. Lỗi 041
Lỗi này là do bạn sử dụng chức năng offset dao theo bán kính. Khi gia công 1 đường gấp khúc, bộ điều khiển sẽ tự offset đường chạy dao (theo lệnh G bạn đưa vào) để tạo ra đường chạy dao mới song song với đường cũ. Nếu góc giữa 2 đường gấp khúc nhỏ, giá trị bù bán kính lớn thì đường chạy dao mới sẽ có hiện tượng tự cắt vào nhau (bạn có thể làm thử trong autocad: dùng lệnh offset để tạo 2 đoạn song song từ 2 đường cắt nhau cho trước về phía góc nhọn thì sẽ được 2 đoạn thẳng giao nhau). Khi đó, bộ điều khiển sẽ thông báo lỗi như trên.
Lời khuyên: không dùng chức năng bù dao theo bán kính ở bộ điều khiển khi gia công phức tạp. Nếu cần thì dùng trong phần mềm (khai báo đường kính dao khác đi). Điều này sẽ an toàn hơn và cũng thực hiện nhanh hơn vì bộ điều khiển không phải nội suy.
Chúc bạn thành công
Rgs,
Hi,
1. Hiện tượng giật cục
máy V20i của Leadwell là loại máy tốc độ cao, không dùng đối trọng để cân bằng trục Z (khi đó gia tốc có thể đạt 0.45-0,6g).
Do vậy, nếu bạn sử dụng handwheel thì khi ở tốc độ nhanh, bạn quay không đều sẽ có hiện tượng giật cục. Còn nếu bạn sử dụng chế độ JOG, nhấn phím (Z-) thì sẽ không giật cục.
Theo tôi bạn chỉ nên để từ 40-60% hoặc quay bằng tay nhưng chậm và đều thì sẽ không bị hiện tượng này.
2. Lỗi 041
Lỗi này là do bạn sử dụng chức năng offset dao theo bán kính. Khi gia công 1 đường gấp khúc, bộ điều khiển sẽ tự offset đường chạy dao (theo lệnh G bạn đưa vào) để tạo ra đường chạy dao mới song song với đường cũ. Nếu góc giữa 2 đường gấp khúc nhỏ, giá trị bù bán kính lớn thì đường chạy dao mới sẽ có hiện tượng tự cắt vào nhau (bạn có thể làm thử trong autocad: dùng lệnh offset để tạo 2 đoạn song song từ 2 đường cắt nhau cho trước về phía góc nhọn thì sẽ được 2 đoạn thẳng giao nhau). Khi đó, bộ điều khiển sẽ thông báo lỗi như trên.
Lời khuyên: không dùng chức năng bù dao theo bán kính ở bộ điều khiển khi gia công phức tạp. Nếu cần thì dùng trong phần mềm (khai báo đường kính dao khác đi). Điều này sẽ an toàn hơn và cũng thực hiện nhanh hơn vì bộ điều khiển không phải nội suy.
Chúc bạn thành công
Rgs,
Last edited by a moderator:
Ðề: Giúp em lỗi khi xuống dao trên máy phay cnc
Như phần mình đã tô đỏ trong bài viết của bác sv, các cao thủ MasterCam cho mình hỏi chút nhé để tránh xảy ra báo lỗi 014 như đã nêu như phần trên.
- Khi mình muốn hốc gia công 01 ellipse trong thì mình nên lập trình cho 2 trục của Ellipse to hơn bản vẽ hay nhỏ hơn bản vẽ.
- Trong chế độ chọn bù dao, mình nên chọn dao có đường kính to hơn đường kính dao thực tế hay nhỏ hơn? để mình trực tiếp chạy trên máy mà không cần chỉnh sửa quá nhiều
Mình đã chọn đường kính bằng đường kính thực tế máy báo lỗi nhiều chỗ quá sửa không nổi lu
041 - INTERFERENCE IN CRC
Fanuc's Alarm Description: Overcutting will occur in cutter compensation . Two or more blocks are consecutively specified in which functions such as the auxiliary function and dwell functions are performed without movement in the cutter compensation mode. Modify the program
Hệ control của máy CNC được vận hành tương tự như hệ thống ra đa của máy bay vậy,các sóng được phát ra để dò đường phía trước,nếu có gì trở ngại thì sẽ hiển thị để phi công kịp thời phản ứng.
Đối với các control của CNC,các dòng lệnh trong chương trình cũng sẽ được kiểm tra ,trước khi hệ control cho phép thực hiện.
Trường hợp của lỗi 041 là do CRC đã bị trỡ ngại, vì trong lúc kiểm tra các dòng lệnh sắp sửa thực hiện thì hệ control phát hiện nếu tiếp tục cắt thì sẽ bị cắt lẹm ngoài mong muốn,nên máy sẽ tự biết thân mà ngừng lại.Các nhà chế tạo cố gắng tối đa để giảm thiểu tình trạng " thấy ngon trớn thì em cứ chạy,chạy mà không ai cản thì em cứ việc bương tới,bất kể gẩy dao hay hủy hoại sãn phẩm"
Lỗi này thường liên quan đến các lệnh hũy,bù dao G40,G41,G42.Có thể chia ra các trường hợp sau:
1/Các nhà viết phần mềm CAM và Post nhiều khi " chơi " rất tinh vi,các CAM bị bẻ khóa sẽ được Post dịch ra các dòng mã lệnh mà nhìn vào thì có vẽ như yên ổn,thật ra trong hàng ngàn câu lệnh lại ẩn chứa chỉ 1 câu sai một cách tinh vi thì cũng đủ hại đời rồi.Cũng may anh chế tạo máy do phải bảo vệ khách hàng nên phải cài đặt CRC,(bất đắc dĩ )làm giảm tình trạng hũy hoại sãn phẩm vì cắt lẹm.
2/Ngưới lập trình đã không đặt dao đúng vị trí hợp quy cách trước khi lệnh bù dao được gọi.
Thông thường nếu lập trình bằng tay,lập trình viên sẽ dùng ngay các tọa độ hình học trên bãn vẽ để lập trình,rồi sau đó khi chạy máy sẽ để nguyên đường kính (hay bán kính) của dao vào Tool offset (phần geometry).Lệnh bù dao ( G41, G42)được gọi sẽ tính bù cho các đường chạy dao.
Lập trình CAM,như trong Mastercam,tùy chọn "control " cũng sẽ cho ra các mã lệnh trùng với tọa độ của bãn vẽ như lập trình tay ở trên.Ý nghĩa của từ "control "là để hệ control (của máy CNC)tự tính đường chạy dao dựa theo bảng tool offset.
Tùy chọn " computer " thì các mã lệnh được dịch ra đã được phần mềm (nằm trong computer của bạn) tính bù dựa vào dao khai báo khi lập trình ,cho nên các tọa độ thấy trong chương trình chính không giống tọa độ trong bãn vẽ nữa.
Dưới đây là ví dụ về vị trí ban đầu đúng,sai quy cách để lệnh bù dao có thể thực hiện
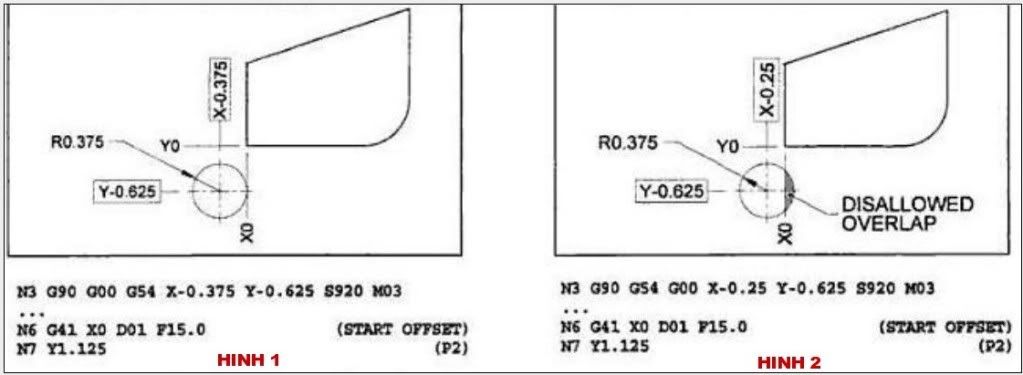
Hính 1: Dao đặt đúng quy cách vì khoảng cách tối thiểu là R=0.375 tính tới trục X,
Hình 2: Tọa độ X ban đầu chỉ cách trục 0.250,khi G41 được gọi thì R0.375 sẽ tạo lúng túng cho hệ control,vì sợ sẽ bị cắt lẹm nên máy sẽ tự ngừng với Alarm 041.
Trường hợp này có thể giãi quyết bằng cách đổi dao nhỏ hơn hay đổi vị trí đầu tiên như trong hình 1.
2/Lỗi khi đang contour.
Anh thợ lập trình với dao đường kính 0.156 (R0.078) ,anh ta cắt 1 biên dạng thẳng tứ (X0,Y0) tiếp theo là cung 1/4 với R =0.08 ở (X1.0,Y0.0) rồi ngừng ở (X1.0,Y0.5).Chương trình đã bù dao như sau:
........
G41 X0 Y.078 D1
X.92
G3 X.922 Y.08 I0 J.002 F10.
G1 Y.5 F20.
G0 Z.1
G40
Như chương trình trên ngay ở cung R=0.08 tâm của dao vẫn lăn được cung R=0.002.
Lúc ra máy,anh ta không tìm được dao 0.156 nên dùng dao 0.186 rồi để giá trị dương 0.015 vào " wear offset".
Mọi việc có vẽ như ổn thỏa.Nhưng khi chạy máy thì hệ control sẽ chạy trước vài dòng lệnh ,đến G41 thì khám phá ra cái phần "wear" R=0.015 không thể rúc vào để lăn cái cung R=0.002,nếu gắng gượng thì sẽ cắt lẹm.Ở đây máy sẽ ngừng và hiển thị Alarm 041.Ngay cả khi trong bãn "wear" chỉ là 0.0021 thì máy cũng đứng.
Để sửa lổi này ,nên dùng dao nhỏ hơn các cung trong của sãn phẩm,hay đổi các R trong đến giá trị dung sai lớn nhất được cho phép .Nếu phải dùng dao lớn để cắt thô thì lấy tùy chọn " look ahead " và " computer" (tên có thể khác nhau tùy phần mềm)
4/ Lổi do làm tròn số .
Lổi này khó nhận ra nhất,vì trong khi phần Post làm tròn các số thập phân,chỉ vô tình làm thiếu 0.0001 thì cũng gây ảnh hưởng.
Ví dụ đưới đây được lấy từ 1 forum nước ngoài.Anh chàng này đang cắt loạt nhiều sãn phẩm giống nhau trên cùng 1 nguyên công,anh ta cắt dến cái thứ 6 thì lại bị alarm 041 mà không biết ví sao,trong khi 5 cái trước đều tốt.Chương trình như sau:
/G01Z-.4F50.0
/G42D31X15.3112F8.526
/G03X15.9388Y-6.I.3138J0.
/G40G01X16.1887
/G00Z.475 <-- I get 041 alarm on this line
Câu trả lời là
You're using a .5 end mill so you must have .250 or more movement to deactivate cutter comp.
you're having only .2499
16.1887-15.9388=.2499
one more tenth and it would work,change X16.1887 to X 16.1888,or you could change your D offset to .2499
G03X15.9388Y-6.I.3138J0.
/G40G01X16.1888
Như vậy đã chỉ thiếu 0.0001 để đủ khoảng trống hủy bù dao mà máy cũng ngừng.
Tóm lại là không nên để giá trị bù dao quá lớn trong bãn wear,dủng dao nhỏ hơn các cung trong,đặt dao ở vị trí ban đầu hợp quy cách thì sẽ tránh được lổi 041.
Nếu lỗi này xẩy ra,kiểm tra lại bãn tool offset ,kiểm tra vài dòng lệnh trước và sau khi máy bị 041 để tìm ra chổ bị sai nhự các giãi thích trên.
sv
Fanuc's Alarm Description: Overcutting will occur in cutter compensation . Two or more blocks are consecutively specified in which functions such as the auxiliary function and dwell functions are performed without movement in the cutter compensation mode. Modify the program
Hệ control của máy CNC được vận hành tương tự như hệ thống ra đa của máy bay vậy,các sóng được phát ra để dò đường phía trước,nếu có gì trở ngại thì sẽ hiển thị để phi công kịp thời phản ứng.
Đối với các control của CNC,các dòng lệnh trong chương trình cũng sẽ được kiểm tra ,trước khi hệ control cho phép thực hiện.
Trường hợp của lỗi 041 là do CRC đã bị trỡ ngại, vì trong lúc kiểm tra các dòng lệnh sắp sửa thực hiện thì hệ control phát hiện nếu tiếp tục cắt thì sẽ bị cắt lẹm ngoài mong muốn,nên máy sẽ tự biết thân mà ngừng lại.Các nhà chế tạo cố gắng tối đa để giảm thiểu tình trạng " thấy ngon trớn thì em cứ chạy,chạy mà không ai cản thì em cứ việc bương tới,bất kể gẩy dao hay hủy hoại sãn phẩm"
Lỗi này thường liên quan đến các lệnh hũy,bù dao G40,G41,G42.Có thể chia ra các trường hợp sau:
1/Các nhà viết phần mềm CAM và Post nhiều khi " chơi " rất tinh vi,các CAM bị bẻ khóa sẽ được Post dịch ra các dòng mã lệnh mà nhìn vào thì có vẽ như yên ổn,thật ra trong hàng ngàn câu lệnh lại ẩn chứa chỉ 1 câu sai một cách tinh vi thì cũng đủ hại đời rồi.Cũng may anh chế tạo máy do phải bảo vệ khách hàng nên phải cài đặt CRC,(bất đắc dĩ )làm giảm tình trạng hũy hoại sãn phẩm vì cắt lẹm.
2/Ngưới lập trình đã không đặt dao đúng vị trí hợp quy cách trước khi lệnh bù dao được gọi.
Thông thường nếu lập trình bằng tay,lập trình viên sẽ dùng ngay các tọa độ hình học trên bãn vẽ để lập trình,rồi sau đó khi chạy máy sẽ để nguyên đường kính (hay bán kính) của dao vào Tool offset (phần geometry).Lệnh bù dao ( G41, G42)được gọi sẽ tính bù cho các đường chạy dao.
Lập trình CAM,như trong Mastercam,tùy chọn "control " cũng sẽ cho ra các mã lệnh trùng với tọa độ của bãn vẽ như lập trình tay ở trên.Ý nghĩa của từ "control "là để hệ control (của máy CNC)tự tính đường chạy dao dựa theo bảng tool offset.
Tùy chọn " computer " thì các mã lệnh được dịch ra đã được phần mềm (nằm trong computer của bạn) tính bù dựa vào dao khai báo khi lập trình ,cho nên các tọa độ thấy trong chương trình chính không giống tọa độ trong bãn vẽ nữa.
Dưới đây là ví dụ về vị trí ban đầu đúng,sai quy cách để lệnh bù dao có thể thực hiện
Hính 1: Dao đặt đúng quy cách vì khoảng cách tối thiểu là R=0.375 tính tới trục X,
Hình 2: Tọa độ X ban đầu chỉ cách trục 0.250,khi G41 được gọi thì R0.375 sẽ tạo lúng túng cho hệ control,vì sợ sẽ bị cắt lẹm nên máy sẽ tự ngừng với Alarm 041.
Trường hợp này có thể giãi quyết bằng cách đổi dao nhỏ hơn hay đổi vị trí đầu tiên như trong hình 1.
2/Lỗi khi đang contour.
Anh thợ lập trình với dao đường kính 0.156 (R0.078) ,anh ta cắt 1 biên dạng thẳng tứ (X0,Y0) tiếp theo là cung 1/4 với R =0.08 ở (X1.0,Y0.0) rồi ngừng ở (X1.0,Y0.5).Chương trình đã bù dao như sau:
........
G41 X0 Y.078 D1
X.92
G3 X.922 Y.08 I0 J.002 F10.
G1 Y.5 F20.
G0 Z.1
G40
Như chương trình trên ngay ở cung R=0.08 tâm của dao vẫn lăn được cung R=0.002.
Lúc ra máy,anh ta không tìm được dao 0.156 nên dùng dao 0.186 rồi để giá trị dương 0.015 vào " wear offset".
Mọi việc có vẽ như ổn thỏa.Nhưng khi chạy máy thì hệ control sẽ chạy trước vài dòng lệnh ,đến G41 thì khám phá ra cái phần "wear" R=0.015 không thể rúc vào để lăn cái cung R=0.002,nếu gắng gượng thì sẽ cắt lẹm.Ở đây máy sẽ ngừng và hiển thị Alarm 041.Ngay cả khi trong bãn "wear" chỉ là 0.0021 thì máy cũng đứng.
Để sửa lổi này ,nên dùng dao nhỏ hơn các cung trong của sãn phẩm,hay đổi các R trong đến giá trị dung sai lớn nhất được cho phép .Nếu phải dùng dao lớn để cắt thô thì lấy tùy chọn " look ahead " và " computer" (tên có thể khác nhau tùy phần mềm)
4/ Lổi do làm tròn số .
Lổi này khó nhận ra nhất,vì trong khi phần Post làm tròn các số thập phân,chỉ vô tình làm thiếu 0.0001 thì cũng gây ảnh hưởng.
Ví dụ đưới đây được lấy từ 1 forum nước ngoài.Anh chàng này đang cắt loạt nhiều sãn phẩm giống nhau trên cùng 1 nguyên công,anh ta cắt dến cái thứ 6 thì lại bị alarm 041 mà không biết ví sao,trong khi 5 cái trước đều tốt.Chương trình như sau:
/G01Z-.4F50.0
/G42D31X15.3112F8.526
/G03X15.9388Y-6.I.3138J0.
/G40G01X16.1887
/G00Z.475 <-- I get 041 alarm on this line
Câu trả lời là
You're using a .5 end mill so you must have .250 or more movement to deactivate cutter comp.
you're having only .2499
16.1887-15.9388=.2499
one more tenth and it would work,change X16.1887 to X 16.1888,or you could change your D offset to .2499
G03X15.9388Y-6.I.3138J0.
/G40G01X16.1888
Như vậy đã chỉ thiếu 0.0001 để đủ khoảng trống hủy bù dao mà máy cũng ngừng.
Tóm lại là không nên để giá trị bù dao quá lớn trong bãn wear,dủng dao nhỏ hơn các cung trong,đặt dao ở vị trí ban đầu hợp quy cách thì sẽ tránh được lổi 041.
Nếu lỗi này xẩy ra,kiểm tra lại bãn tool offset ,kiểm tra vài dòng lệnh trước và sau khi máy bị 041 để tìm ra chổ bị sai nhự các giãi thích trên.
sv
- Khi mình muốn hốc gia công 01 ellipse trong thì mình nên lập trình cho 2 trục của Ellipse to hơn bản vẽ hay nhỏ hơn bản vẽ.
- Trong chế độ chọn bù dao, mình nên chọn dao có đường kính to hơn đường kính dao thực tế hay nhỏ hơn? để mình trực tiếp chạy trên máy mà không cần chỉnh sửa quá nhiều
Mình đã chọn đường kính bằng đường kính thực tế máy báo lỗi nhiều chỗ quá sửa không nổi lu
Last edited:
Ðề: Giúp em lỗi khi xuống dao trên máy phay cnc
-bao giờ cũng cần phải gia công đúng đường cong trên bản vẽ và việc bù trừ tính toán sau phụ thuộc vào con dao bạn dùng nó mòn ra sao.
-Khi có bù dao thì thì con dao trong lập trình nó là dao có kích thước danh nghĩa và con dao thực tế nó sẽ khai báo trong máy CNC và khi gặp G42 thì control nó tính toán để sao cho cạnh tool khớp nhất với đường biên dạng trên bản vẽ.
- Dao to hay nhỏ không phải vấn đề nhưng bạn phải chú ý tới bán kinh cong nhỏ nhất của biên dạng lõm phải lớn hơn bán kính dao.
- Khí bù dao và hủy bù dao thì cần có khoảng không gian chỗ vào dao và ra dao để cho an toàn và bản thân control nó cũng có quy định về khoảng tối thiểu này chính vì vậy nêú bạn lập trình nhiều bạn sẽ thấy khi bù dao chúng ta hay thêm các macro arc ở chỗ vào dao và ra dao vừa êm lại vừa khử lỗi.
[video=youtube;pr3W-3mYuXg]http://www.youtube.com/watch?v=pr3W-3mYuXg[/video]
[video=youtube;TCoTBJPbPnM]http://www.youtube.com/watch?v=TCoTBJPbPnM[/video]
Như phần mình đã tô đỏ trong bài viết của bác sv, các cao thủ MasterCam cho mình hỏi chút nhé để tránh xảy ra báo lỗi 014 như đã nêu như phần trên.
- Khi mình muốn hốc gia công 01 ellipse trong thì mình nên lập trình cho 2 trục của Ellipse to hơn bản vẽ hay nhỏ hơn bản vẽ.
- Trong chế độ chọn bù dao, mình nên chọn dao có đường kính to hơn đường kính dao thực tế hay nhỏ hơn? để mình trực tiếp chạy trên máy mà không cần chỉnh sửa quá nhiều
Mình đã chọn đường kính bằng đường kính thực tế máy báo lỗi nhiều chỗ quá sửa không nổi lu
- Khi mình muốn hốc gia công 01 ellipse trong thì mình nên lập trình cho 2 trục của Ellipse to hơn bản vẽ hay nhỏ hơn bản vẽ.
- Trong chế độ chọn bù dao, mình nên chọn dao có đường kính to hơn đường kính dao thực tế hay nhỏ hơn? để mình trực tiếp chạy trên máy mà không cần chỉnh sửa quá nhiều
Mình đã chọn đường kính bằng đường kính thực tế máy báo lỗi nhiều chỗ quá sửa không nổi lu
-Khi có bù dao thì thì con dao trong lập trình nó là dao có kích thước danh nghĩa và con dao thực tế nó sẽ khai báo trong máy CNC và khi gặp G42 thì control nó tính toán để sao cho cạnh tool khớp nhất với đường biên dạng trên bản vẽ.
- Dao to hay nhỏ không phải vấn đề nhưng bạn phải chú ý tới bán kinh cong nhỏ nhất của biên dạng lõm phải lớn hơn bán kính dao.
- Khí bù dao và hủy bù dao thì cần có khoảng không gian chỗ vào dao và ra dao để cho an toàn và bản thân control nó cũng có quy định về khoảng tối thiểu này chính vì vậy nêú bạn lập trình nhiều bạn sẽ thấy khi bù dao chúng ta hay thêm các macro arc ở chỗ vào dao và ra dao vừa êm lại vừa khử lỗi.
[video=youtube;pr3W-3mYuXg]http://www.youtube.com/watch?v=pr3W-3mYuXg[/video]
[video=youtube;TCoTBJPbPnM]http://www.youtube.com/watch?v=TCoTBJPbPnM[/video]
Last edited: