Ðề: Giúp em về cánh tay thay dao trên máy CNC?
Chào các bác, lâu ngày quá.
Tình hình là cái máy phay của em đã hoạt động lại bình thường rồi. Với sự giúp đỡ rất nhiệt tình của các anh trên Meslab và sự hỗ trợ của nhà cung cấp. Sau đây em tóm tắt lại quá trình khắc phục sự cố này, có thể có ích cho bác nào có dòng máy như của em (VM-40SA; Fanuc_oimc):
Đầu tiên để an toàn em tháo dao trên trục chính và trên đài dao xuống: Tháo bulong ở đầu cánh tay để xoay cánh tay về vị trí an toàn.
-> bật máy, khí nén-> ấn nút tháo dao trên trục chính. Sau đó quay tay thay dao về vị trí bị lỗi để tránh làm sai lệch hành trình thay dao.
Tiếp theo leo lên nóc máy quay trục động cơ thay dao, của em thì quay ngược chiều KDH nhiều vòng, kéo tay xách màu trắng lên thì quay sẽ nhẹ hơn (nếu một người làm thì kéo lên hay ko cũng quay mệt như nhau!)
Khi đó tay thay dao sẽ đi xuồng mang theo con dao từ đài dao xuống, ta tháo đc con dao trên đài dao ra.
Tiếp tục quay trục động cơ cho đến khi cánh tay thực hiện đủ một chu trình thay dao, trở về vị trí ban đầu.
Ấn nút màu xanh vị trí C ở van khí nén: nút "Pot up" để nó đưa ổ dao lên đài dao.
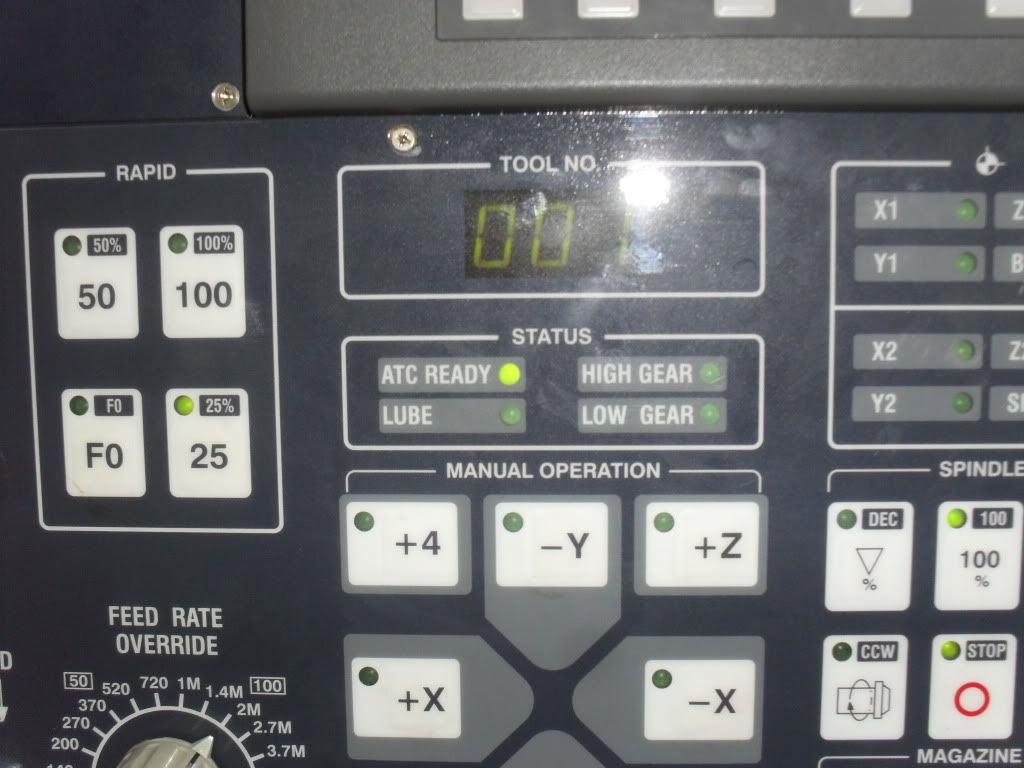
Vị trí các cơ cấu đã trở về như lúc chưa thay dao, theo như các hướng dẫn thì đến đây máy hoạt động lại bình thường rồi, tuy nhiên vẫn chưa OK?? đèn "ATC Ready" vẫn chưa sáng.
Với sự giúp đỡ của nhà cung cấp và tài liệu hướng dẫn kem theo thì em đã mạnh dạn dùng phương pháp thay đổi Parameter để sữa chữa:
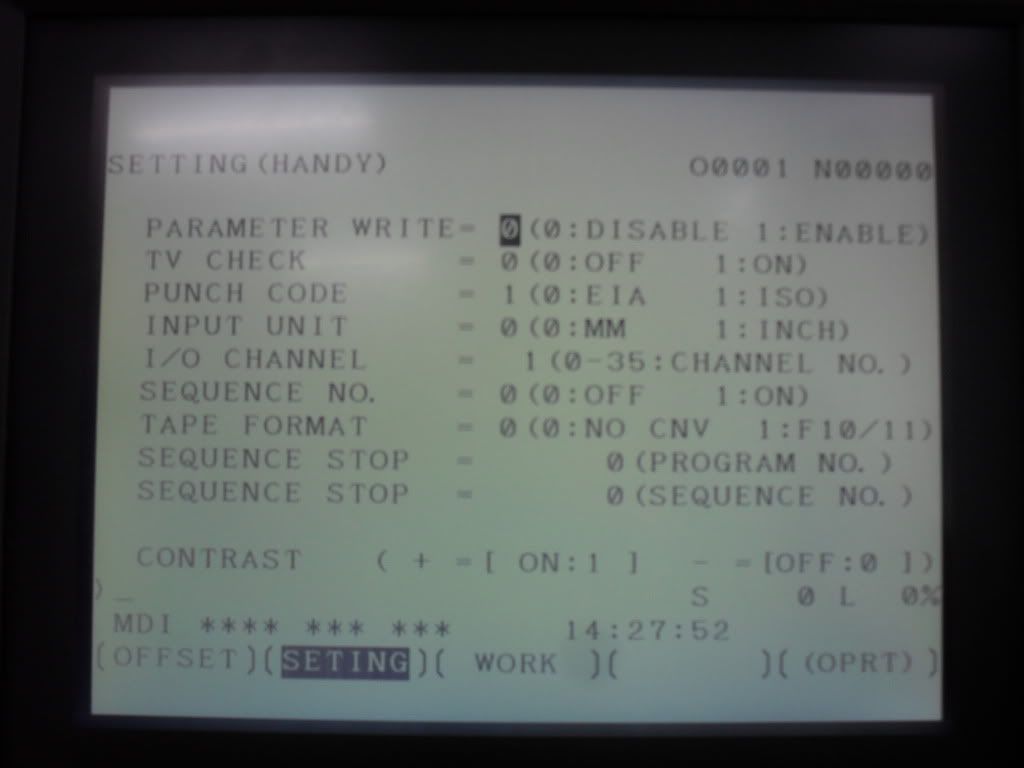
Vào mục
Setting chuyển
Parameter write từ "0" thành "1" (cho phép thay đổi tham số).
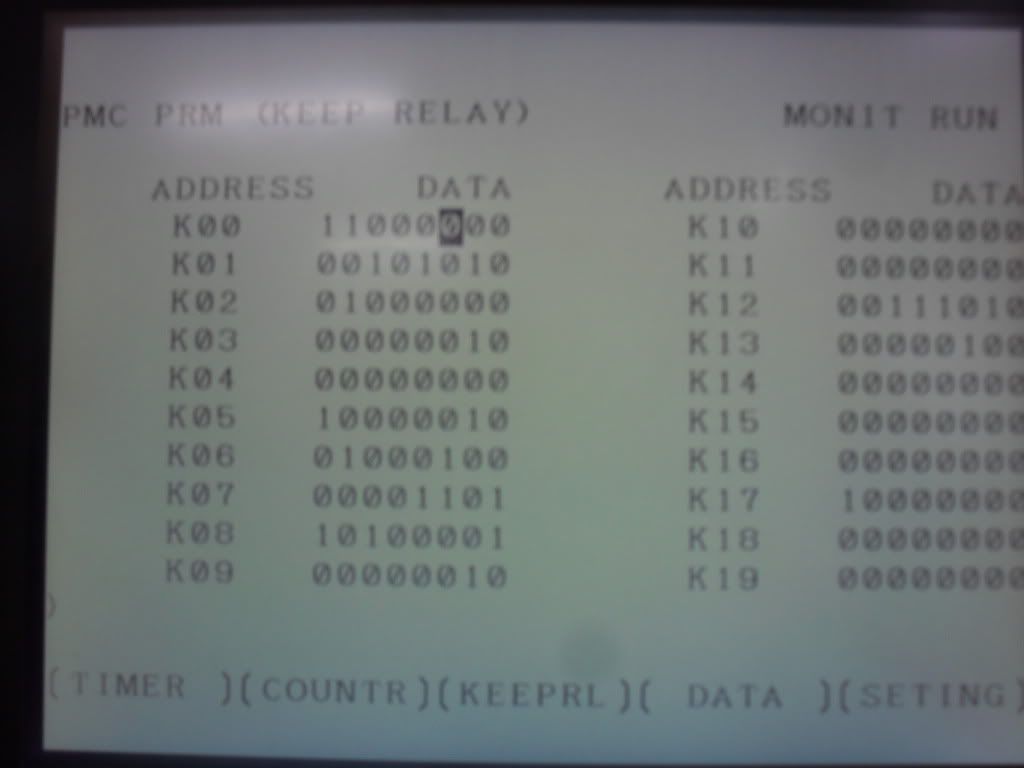
Vào S
>PMC->P
>KEEPRL-> Chuyển bít thứ 3 trên cột Data từ phải qua của dòng K00 từ "0" thành"1" để cho phép thực hiện các lệnh M72...M77 mà ko cần về Home máy:
Sau đó ở chế độ MDI nhập M95->ấn
cycle start, màn hình hiện lên "Troubleshoting Arm.." -> ấn phím "F0"-> đèn ATC Ready đã sáng.
Ok, máy đã sẵn sàng hoạt động bình thường. Thử thay dao một vài lần. Chuyển các tham số đã thay về giá trị cũ: Parameter write từ 1 về lại 0, K00 từ 1 về 0. Kết thúc.
Một lần nữa xin chân thành cảm ơn thầy Hvsinh, anh Namnp2007, bác Fanuc_taiwan.... đã nhiệt tình chỉ bảo trong quá trình khắc phục sự cố.