Author
Chào cả nhà,
Em có một câu hỏi liên quan đến khai báo thông số trong lập trình phay 5-axis, phần này em cũng chỉ mới tìm hiểu và không được tiếp cận thực tế nên có nhiều chỗ còn thắc mắc, mong các anh đã có kinh nghiệm làm việc với máy 5 trục giúp đỡ.
Theo như trong tài liệu Secrets of 5-axis machining có viết, với các loại máy 5 axis kiểu [
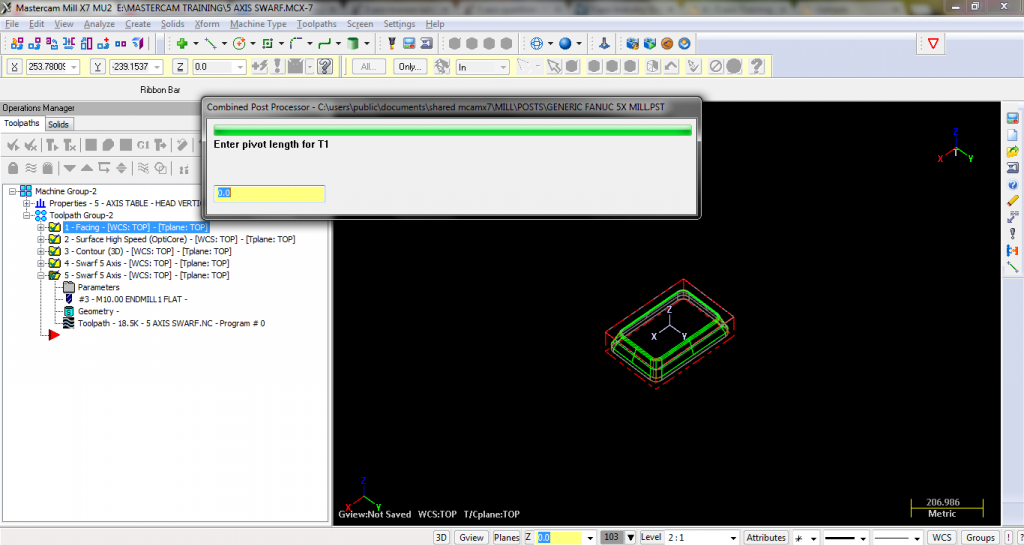
/B] và Head head thì có một thông số quan trọng cần khai báo đó là Pivot Distance (Khoảng cách từ mặt đầu trục chính đến tâm xoay của đầu head). Với máy [
/B] thì không cần thông số này vì đầu mang dao không thực hiện chuyển động quay.
Câu hỏi của em là, vậy khi lập trình cho máy có đầu dao thực hiện chuyển động quay(Head), ta khai báo trong phần mềm CAM như thế nào? Em muốn hỏi cả Mastercam và các phần mềm Cam khác, có tùy chọn nào để ta khai báo thông số này cho từng Tool không?
Em xin cảm ơn!

Em có một câu hỏi liên quan đến khai báo thông số trong lập trình phay 5-axis, phần này em cũng chỉ mới tìm hiểu và không được tiếp cận thực tế nên có nhiều chỗ còn thắc mắc, mong các anh đã có kinh nghiệm làm việc với máy 5 trục giúp đỡ.
Theo như trong tài liệu Secrets of 5-axis machining có viết, với các loại máy 5 axis kiểu [
Câu hỏi của em là, vậy khi lập trình cho máy có đầu dao thực hiện chuyển động quay(Head), ta khai báo trong phần mềm CAM như thế nào? Em muốn hỏi cả Mastercam và các phần mềm Cam khác, có tùy chọn nào để ta khai báo thông số này cho từng Tool không?
Em xin cảm ơn!