N

N
N
Author
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
Tình hình là không ổn rồi!!!
Em đã vào parameter #1006, nhưng thấy Bit 3 =1 sẵn rồi. Em thử chuyển Bit 3 =0 rồi tắt máy khởi động lại. Chạy thử chương trình MDI
O0001;
T0707;
G54 G0 Z10.;
X10.;
X0.;
M30;
Khi chạy đến X10. kiểm tra thì nó cách tâm 10ly (vẫn theo bán kính!!!).
Em thử chuyển qua chuyển lại Bit 3=1 rồi bằng 0 và test thử nó vẫn nhận bán kính thôi.
Hay cách set dao của em có vấn đề????:
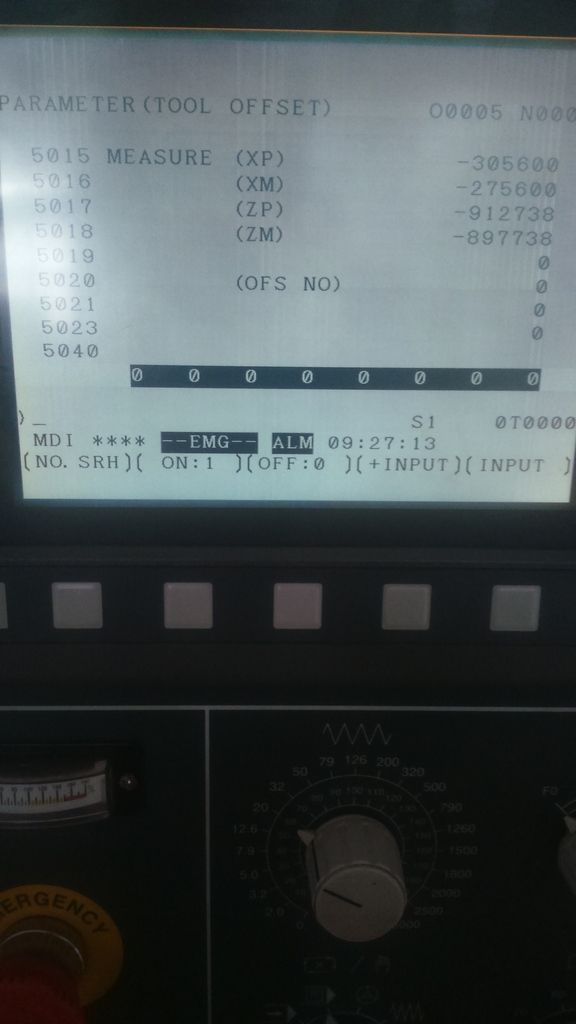
- Đối với sét X của dao: em tiện một đường trên phôi, đo pan me được 25.48 ->vào OFFSET-> Geometry-> đến con dao hiện hành-> nhập X12.74->Measure. Nếu nhập X25.48 ->Measure thì khi test chương trình dao chay không đúng (đến câu X0. thi dao chay qua tâm phôi luôn)
- Đối với set Z phôi: em tiện mặt đầu-> vào Offset-> Work-> G54-> Z0. Measure.
Nhờ các bác chỉ giáo, em loay hoay mãi chưa được.
thanks
Tình hình là không ổn rồi!!!
Em đã vào parameter #1006, nhưng thấy Bit 3 =1 sẵn rồi. Em thử chuyển Bit 3 =0 rồi tắt máy khởi động lại. Chạy thử chương trình MDI
O0001;
T0707;
G54 G0 Z10.;
X10.;
X0.;
M30;
Khi chạy đến X10. kiểm tra thì nó cách tâm 10ly (vẫn theo bán kính!!!).
Em thử chuyển qua chuyển lại Bit 3=1 rồi bằng 0 và test thử nó vẫn nhận bán kính thôi.
Hay cách set dao của em có vấn đề????:
- Đối với sét X của dao: em tiện một đường trên phôi, đo pan me được 25.48 ->vào OFFSET-> Geometry-> đến con dao hiện hành-> nhập X12.74->Measure. Nếu nhập X25.48 ->Measure thì khi test chương trình dao chay không đúng (đến câu X0. thi dao chay qua tâm phôi luôn)
- Đối với set Z phôi: em tiện mặt đầu-> vào Offset-> Work-> G54-> Z0. Measure.
Nhờ các bác chỉ giáo, em loay hoay mãi chưa được.
thanks
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
Bạn giữ giá trị bit3=1 nhé. không được đưa về 0.
Trước tiên thử kiểm tra xem có đúng nó đang chạy theo bán kính không hay là do cách set dao chưa đúng:
Chạy 1 đoạn MDI thử, cho máy chạy vạt mặt đầu 1 khoảng dài, ví dụ tiện từ đường kính 200 xuống 100, lập trình theo đường kính, chạy thử và quan sát khoảng di chuyển của dao, không nhìn toạ độ trên máy.
Nếu máy chạy theo đường kính thì có nghĩa đang có vấn đề về phần set dao.
Bên mình cũng có 1 máy dùng Oi Mate TC, set dao theo cách của bạn luôn, đo đường kính xong measure giá trị đường kính.
Bạn giữ giá trị bit3=1 nhé. không được đưa về 0.
Trước tiên thử kiểm tra xem có đúng nó đang chạy theo bán kính không hay là do cách set dao chưa đúng:
Chạy 1 đoạn MDI thử, cho máy chạy vạt mặt đầu 1 khoảng dài, ví dụ tiện từ đường kính 200 xuống 100, lập trình theo đường kính, chạy thử và quan sát khoảng di chuyển của dao, không nhìn toạ độ trên máy.
Nếu máy chạy theo đường kính thì có nghĩa đang có vấn đề về phần set dao.
Bên mình cũng có 1 máy dùng Oi Mate TC, set dao theo cách của bạn luôn, đo đường kính xong measure giá trị đường kính.
N
Author
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
- Phần chương trình em test ở chế độ tự động (MEMORY) luôn: Phôi thực tế phi 25, lập trình theo đường kính tiện xuống phí 15, kết quả là phôi không hề hấn gì!!! vì mũi dao cách tâm gần nhất là 15 ly (Phí 30).
- Phần sét dao: nếu nhập gá trị đường kinh đo được rồi Measure thì không đúng (bình thường lúc chưa sửa máy thì làm theo cách này vẫn đúng); phải nhập giá trị đường kính đo được chia đôi (bán kính) rồi Measure thì dao chạy mơi đúng (Test bằng đoạn MDI: T0707; G54 x0. z10.; thì mũi dao ngang tâm).
- Không bít thợ sửa máy có thay đổi gì phần cứng không??(đảo đầu dây....) mà chỉnh Parameter không có tác dụng gì cả?
Thanks cả Nhà
Bạn giữ giá trị bit3=1 nhé. không được đưa về 0.
Trước tiên thử kiểm tra xem có đúng nó đang chạy theo bán kính không hay là do cách set dao chưa đúng:
Chạy 1 đoạn MDI thử, cho máy chạy vạt mặt đầu 1 khoảng dài, ví dụ tiện từ đường kính 200 xuống 100, lập trình theo đường kính, chạy thử và quan sát khoảng di chuyển của dao, không nhìn toạ độ trên máy.
Nếu máy chạy theo đường kính thì có nghĩa đang có vấn đề về phần set dao.
Bên mình cũng có 1 máy dùng Oi Mate TC, set dao theo cách của bạn luôn, đo đường kính xong measure giá trị đường kính.
Trước tiên thử kiểm tra xem có đúng nó đang chạy theo bán kính không hay là do cách set dao chưa đúng:
Chạy 1 đoạn MDI thử, cho máy chạy vạt mặt đầu 1 khoảng dài, ví dụ tiện từ đường kính 200 xuống 100, lập trình theo đường kính, chạy thử và quan sát khoảng di chuyển của dao, không nhìn toạ độ trên máy.
Nếu máy chạy theo đường kính thì có nghĩa đang có vấn đề về phần set dao.
Bên mình cũng có 1 máy dùng Oi Mate TC, set dao theo cách của bạn luôn, đo đường kính xong measure giá trị đường kính.
- Phần sét dao: nếu nhập gá trị đường kinh đo được rồi Measure thì không đúng (bình thường lúc chưa sửa máy thì làm theo cách này vẫn đúng); phải nhập giá trị đường kính đo được chia đôi (bán kính) rồi Measure thì dao chạy mơi đúng (Test bằng đoạn MDI: T0707; G54 x0. z10.; thì mũi dao ngang tâm).
- Không bít thợ sửa máy có thay đổi gì phần cứng không??(đảo đầu dây....) mà chỉnh Parameter không có tác dụng gì cả?
Thanks cả Nhà
N
N
Author
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
Thôi đành sống chung với lũ vậy. Tuy nhiên lại vấn đề phát sinh khi gia công:
Gia công tiện trụ và tiện côn thì đúng, còn tiện cung tròn với G2 X... Z.... R, G3 X... Z... R thì sai bét( nó thành cái cung gì đâu!!!!).
Em đang thử G2 X...Z...I... K... mà chưa biết có phải chia đôi giá trị I khi nhập vào máy không? Có bác nào lập trình theo bán kính như trường hợp này chưa, xin chỉ giáo. Thanks
Thôi đành sống chung với lũ vậy. Tuy nhiên lại vấn đề phát sinh khi gia công:
Gia công tiện trụ và tiện côn thì đúng, còn tiện cung tròn với G2 X... Z.... R, G3 X... Z... R thì sai bét( nó thành cái cung gì đâu!!!!).
Em đang thử G2 X...Z...I... K... mà chưa biết có phải chia đôi giá trị I khi nhập vào máy không? Có bác nào lập trình theo bán kính như trường hợp này chưa, xin chỉ giáo. Thanks
N
Author
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
- Phần máy thì hỏi anh sửa máy, anh nói: "chỉ sửa phần cứng, chưa đụng vào Parameter, để anh xem lại...."!!!???
(phần cứng thì em bó tay!!!).
- Phần lập trình kiểu bán kính:
+ Khi tiện mặt trụ và mặt côn chỉ việc chia đôi giá trị X, giữ nguyên Z.
+ Khi tiện cung tròn với G02; G03 thì chia đôi giá trị X, giữ nguyên Z và quan trọng là nhân đôi giá trị R thì tiện mới đúng.
(máy của em nó vậy, hy vọng ai đó gặp phải trường hợp như em có hướng sống chung với lũ)
Thanks mọi người!
- Phần máy thì hỏi anh sửa máy, anh nói: "chỉ sửa phần cứng, chưa đụng vào Parameter, để anh xem lại...."!!!???
(phần cứng thì em bó tay!!!).
- Phần lập trình kiểu bán kính:
+ Khi tiện mặt trụ và mặt côn chỉ việc chia đôi giá trị X, giữ nguyên Z.
+ Khi tiện cung tròn với G02; G03 thì chia đôi giá trị X, giữ nguyên Z và quan trọng là nhân đôi giá trị R thì tiện mới đúng.
(máy của em nó vậy, hy vọng ai đó gặp phải trường hợp như em có hướng sống chung với lũ)
Thanks mọi người!
Ðề: Lập trình theo đường kính trên máy tiện Fanuc Oi Mate TC
Chào nguyenmanb8.
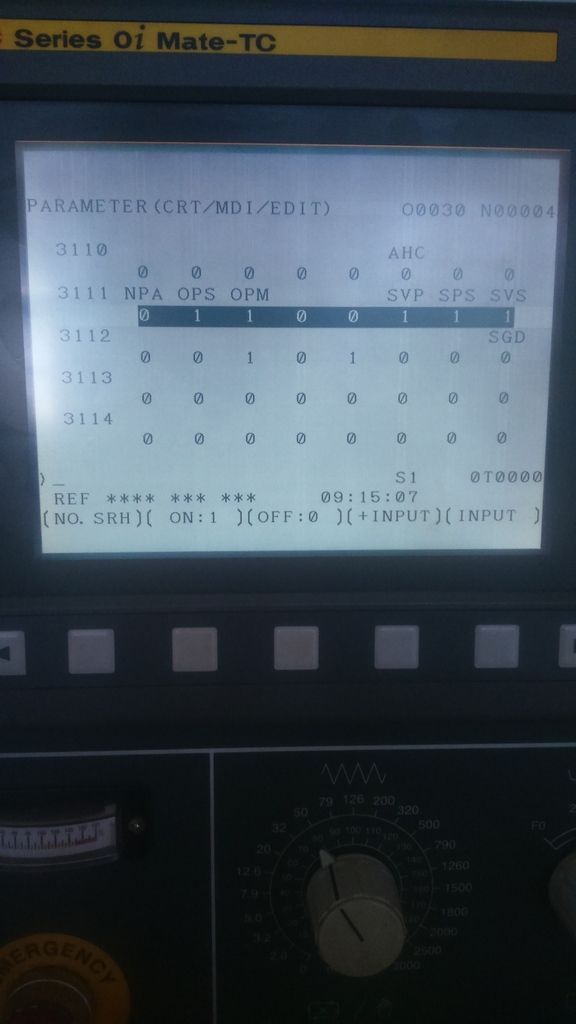
Rất có thể parameter về động cơ trục X của máy bạn đã bị sai về tỷ lệ giữa kích thước trong câu lệnh và giá trị kích thước máy thực sự chạy. Bạn thử bật bit 0 của Parameter 3111( SVS) =1( để mở Servo Turning Screen), sau đó bấm nút SYSTEM rồi bấm nút NEXT( là nút có dấu tam giác qua trái ấy), để tìm trang SV.PARA, sau đó chụp hình hoặc ghi lại trang này rồi post lên đây để cùng tìm nguyên nhân( có thể thử tự thay đổi 02 tham số FEED GEAR N ( số 5) và FEED GEAR M( số 6), thử tăng N gấp 2 hoặc giảm M đi 2 lần xem).
Chào nguyenmanb8.
Rất có thể parameter về động cơ trục X của máy bạn đã bị sai về tỷ lệ giữa kích thước trong câu lệnh và giá trị kích thước máy thực sự chạy. Bạn thử bật bit 0 của Parameter 3111( SVS) =1( để mở Servo Turning Screen), sau đó bấm nút SYSTEM rồi bấm nút NEXT( là nút có dấu tam giác qua trái ấy), để tìm trang SV.PARA, sau đó chụp hình hoặc ghi lại trang này rồi post lên đây để cùng tìm nguyên nhân( có thể thử tự thay đổi 02 tham số FEED GEAR N ( số 5) và FEED GEAR M( số 6), thử tăng N gấp 2 hoặc giảm M đi 2 lần xem).
N