
Author
em có chi tiết như sau :
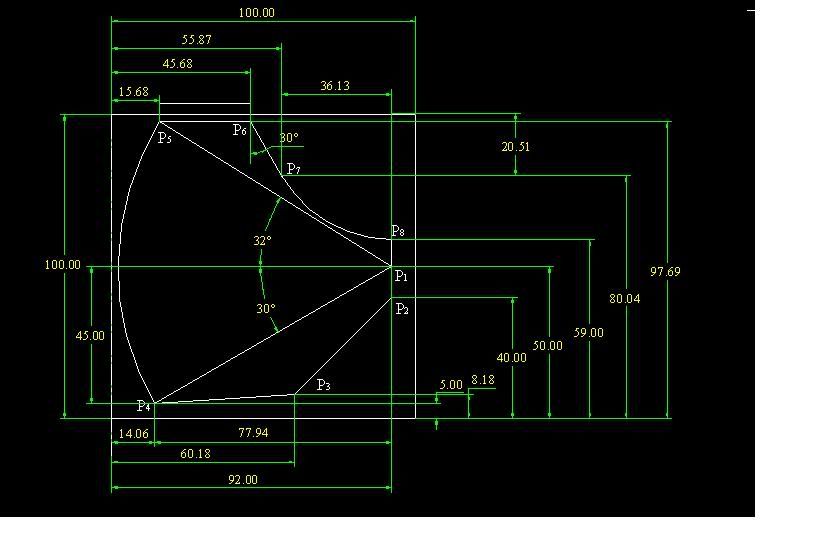
em dùng lệnh G41 để hiệu chỉnh bán kính dụng cụ cắt nhưng mà ko biết cách dùng lênh này như thế nào?Khi em thay đổi các giá trị XY trong lệnh G41 thì chẳng thấy biên dạng chi tiết ko thay đổi ???
em lập trình trên máy denford - CNC
các huynh cho em hỏi thêm là với chi tiết như này thì em gia công bằng cách là cứ hiệu chỉnh bán kính dụng cụ cắt lớn dần lên có dc ko????
thankssss
Code:
[Billet X100 Y100 Z20;
[edgemove X0 Y0 Z0;
[Tooldef T01 D10 Z0;
O0001;
G21;
G90 G28 X0 Y0 Z0;
M06 T01;
G41 G01 X6 Y6;
G00 X92 Y50 Z10;
S2000 M03;
G01 Z-5 F70;
Y40;
X60.18 Y8.18;
X14.6 Y5;
G02 X15.68 Y97.69 R90;
G01 X45.68 Y97.69;
X55.87 Y80.04;
G03 X92 Y59 I36.13 J20.51;
G01 X92 Y50;
G00 Z10 M05;
G90 G28 X0 Y0 Z0;
G00 Z10 M05;
G90 G28 X0 Y0 Z0;
G40;
M30;em lập trình trên máy denford - CNC
các huynh cho em hỏi thêm là với chi tiết như này thì em gia công bằng cách là cứ hiệu chỉnh bán kính dụng cụ cắt lớn dần lên có dc ko????
thankssss