C
Author
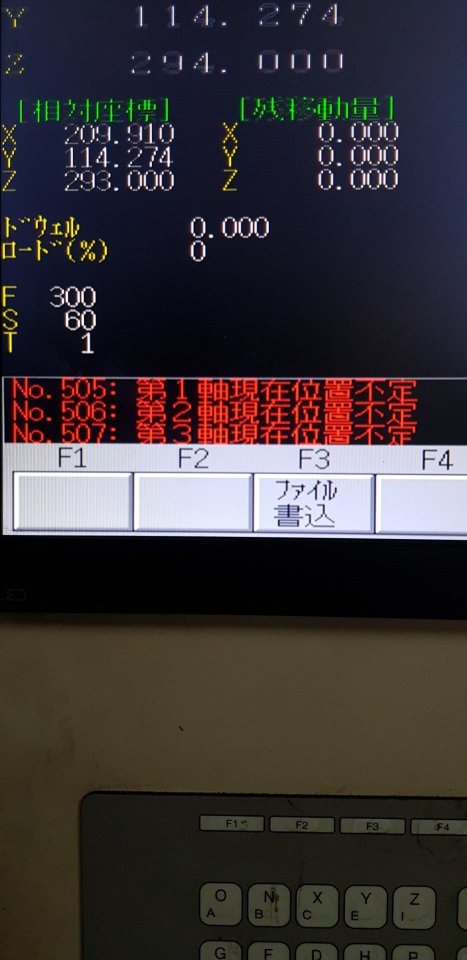
chào các anh. hôm nay khi em thay Pin cho máy tiện CNC ( FANUC Oi Mate-TD)
sau khi thay xong e set gốc nhưng sau khi set gốc bằng thay đổi thông số trong 1815 khởi động lại máy thì gốc máy lại không về 0,0 mà về điểm (x,z) = (308.125;170.930). đèn báo zero sáng và khi di chuyển trục bằng tay thì đèn zero vẫn sáng ạ.
không biết là do lỗi gì hay cách set sai
MONG MỌI NGƯỜI GIÚP ĐỠ EM VỚI Ạ
sau khi thay xong e set gốc nhưng sau khi set gốc bằng thay đổi thông số trong 1815 khởi động lại máy thì gốc máy lại không về 0,0 mà về điểm (x,z) = (308.125;170.930). đèn báo zero sáng và khi di chuyển trục bằng tay thì đèn zero vẫn sáng ạ.
không biết là do lỗi gì hay cách set sai
MONG MỌI NGƯỜI GIÚP ĐỠ EM VỚI Ạ
") )
)