máy khoan cnc
- Thread starter anhsau_ck
- Ngày mở chủ đề

Author
Ðề: máy khoan cnc
con máy này có thể lưu chương trình từ máy tính vào máy mà không có chế độ menmory nên mình không biết chạy chương trình có sẵn trong máy như thế nào?với chạy chương trình thay dao tự động không được.bác biết thì chỉ giúp e với???thank!!!
cái này giống hệt máy phay thôi mà chỉ khác là công suất nhỏ hơn thôi
Ðề: máy khoan cnc
Chào.
Bạn chụp hình màn hình gửi lên đây thì dễ tư vấn hơn.
con máy này có thể lưu chương trình từ máy tính vào máy mà không có chế độ menmory nên mình không biết chạy chương trình có sẵn trong máy như thế nào?với chạy chương trình thay dao tự động không được.bác biết thì chỉ giúp e với???thank!!!
Bạn chụp hình màn hình gửi lên đây thì dễ tư vấn hơn.
Ðề: máy khoan cnc
bác namnp2007
có nhiều năm kinh nghiệm có thể giúp đỡ được ,con này thay dao bằng macro , mà tất cả các chức năng vẫn hoạt động chỉ có thay dao là lỗi thì theo em biết thì có những trường hợp sau 1 đang thay dao mất điện ,2 đang thay dao thì bấm các phim lệnh khác ,3 trượt bước( cái này ít bị nếu bị sẽ bị nhẩy parameter và sẽ phải nhập lại) ,nếu bị 2 nguyên nhân đầu thì chỉ cần dùng tăng bo bằng mỏ nết thực hiện hết hành trình thay dao thì ok,nếu bị nguyên nhân 3 thì nhập lại paramet là ok ,(mong bác namnp2007 tha gia thêm và giúp đỡ mọi người)
Ðề: máy khoan cnc
@tranban: Bạn nói đúng đó, nhưng ở đây chủ topic lại muốn chạy chương trình trong chế độ Memory( trên máy thường phải có nút chuyển thành chế độ này, thường được ghi chữ MEM hoặc AUTO gì đó).
@anhsau_ck: Bạn thử lại chưa?
bác namnp2007
có nhiều năm kinh nghiệm có thể giúp đỡ được ,con này thay dao bằng macro , mà tất cả các chức năng vẫn hoạt động chỉ có thay dao là lỗi thì theo em biết thì có những trường hợp sau 1 đang thay dao mất điện ,2 đang thay dao thì bấm các phim lệnh khác ,3 trượt bước( cái này ít bị nếu bị sẽ bị nhẩy parameter và sẽ phải nhập lại) ,nếu bị 2 nguyên nhân đầu thì chỉ cần dùng tăng bo bằng mỏ nết thực hiện hết hành trình thay dao thì ok,nếu bị nguyên nhân 3 thì nhập lại paramet là ok ,(mong bác namnp2007 tha gia thêm và giúp đỡ mọi người)
@anhsau_ck: Bạn thử lại chưa?
Author
Ðề: máy khoan cnc
@:namnp2007: em chưa biết thay bằng macro là như nào cả bác chỉ giúp em luôn với???thank!
hôm qua em chay thay dao mà bị lỗi hành trình giờ máy không hoạt động được.các bác biết chỉ giúp em luôn với.thank!!!!
@tranban: Bạn nói đúng đó, nhưng ở đây chủ topic lại muốn chạy chương trình trong chế độ Memory( trên máy thường phải có nút chuyển thành chế độ này, thường được ghi chữ MEM hoặc AUTO gì đó).
@anhsau_ck: Bạn thử lại chưa?
@anhsau_ck: Bạn thử lại chưa?
hôm qua em chay thay dao mà bị lỗi hành trình giờ máy không hoạt động được.các bác biết chỉ giúp em luôn với.thank!!!!


Ðề: máy khoan cnc
@anhsau_ck: Chuyện thay dao bằng macro nếu có thì nhà sản xuất đã thực hiện đầy đủ rồi, người vận hành như chúng ta chỉ việc gõ: M06Txx( trong chế độ MDI hoặc chế độ MEM) là máy sẽ thực hiện( nhớ là khi máy đang thay dao thì không nên đụng vào máy, tránh trường hợp tác động vào các nút bấm làm cho máy bị dừng đột ngột.
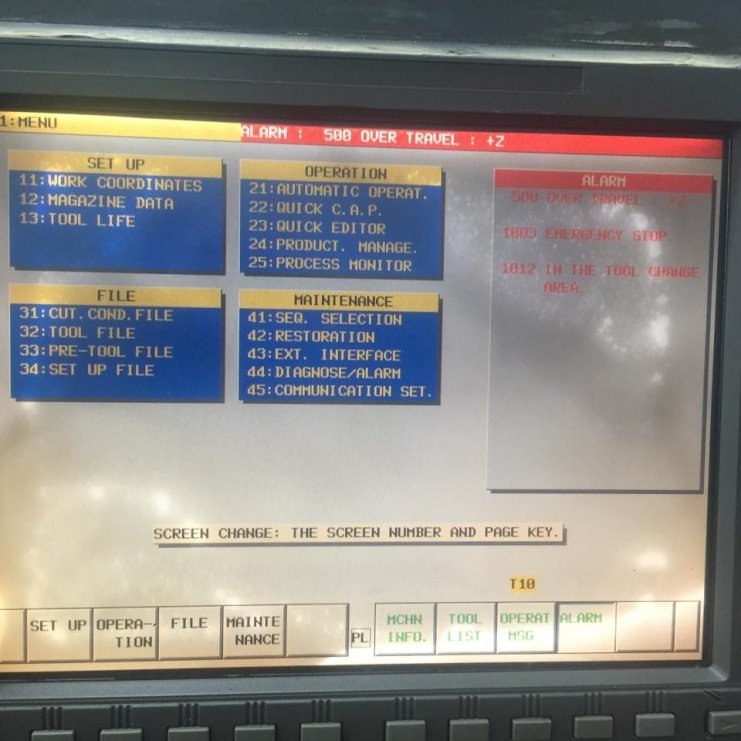
Hiện máy đang bị quá cữ, em thử tìm trên máy xem có nút chữ OT là Over Travel( có thể nó bị giấu trong mấy cái nắp ấy), đồng thời bấm giữ nó và bấm các nút di chuyển trục ( ở đây là trục Z) để đưa đầu trục chính về vị trí an toàn rồi mới bỏ nút OT ra. Nếu không có nút OT thì phải chịu khó tìm bộ công tắc cảm biến quá cữ của trục Z, tạm thời gỡ nó ra, cho máy về vị trí an toàn rồi lại gắn lại.
máy có chữ i là máy đời khá mới rồi, em tìm trên mạng( hoặc hỏi người cung cấp máy hoặc nhà sản xuất) để tìm tài liệu, đọc kỹ rồi mới vận hành sẽ bảo đảm hơn.
Nam.
@anhsau_ck: Chuyện thay dao bằng macro nếu có thì nhà sản xuất đã thực hiện đầy đủ rồi, người vận hành như chúng ta chỉ việc gõ: M06Txx( trong chế độ MDI hoặc chế độ MEM) là máy sẽ thực hiện( nhớ là khi máy đang thay dao thì không nên đụng vào máy, tránh trường hợp tác động vào các nút bấm làm cho máy bị dừng đột ngột.
Hiện máy đang bị quá cữ, em thử tìm trên máy xem có nút chữ OT là Over Travel( có thể nó bị giấu trong mấy cái nắp ấy), đồng thời bấm giữ nó và bấm các nút di chuyển trục ( ở đây là trục Z) để đưa đầu trục chính về vị trí an toàn rồi mới bỏ nút OT ra. Nếu không có nút OT thì phải chịu khó tìm bộ công tắc cảm biến quá cữ của trục Z, tạm thời gỡ nó ra, cho máy về vị trí an toàn rồi lại gắn lại.
máy có chữ i là máy đời khá mới rồi, em tìm trên mạng( hoặc hỏi người cung cấp máy hoặc nhà sản xuất) để tìm tài liệu, đọc kỹ rồi mới vận hành sẽ bảo đảm hơn.
Nam.
Author
Ðề: máy khoan cnc
@[FONT="]namnp2007[/FONT]
@anhsau_ck: Chuyện thay dao bằng macro nếu có thì nhà sản xuất đã thực hiện đầy đủ rồi, người vận hành như chúng ta chỉ việc gõ: M06Txx( trong chế độ MDI hoặc chế độ MEM) là máy sẽ thực hiện( nhớ là khi máy đang thay dao thì không nên đụng vào máy, tránh trường hợp tác động vào các nút bấm làm cho máy bị dừng đột ngột.
Hiện máy đang bị quá cữ, em thử tìm trên máy xem có nút chữ OT là Over Travel( có thể nó bị giấu trong mấy cái nắp ấy), đồng thời bấm giữ nó và bấm các nút di chuyển trục ( ở đây là trục Z) để đưa đầu trục chính về vị trí an toàn rồi mới bỏ nút OT ra. Nếu không có nút OT thì phải chịu khó tìm bộ công tắc cảm biến quá cữ của trục Z, tạm thời gỡ nó ra, cho máy về vị trí an toàn rồi lại gắn lại.
máy có chữ i là máy đời khá mới rồi, em tìm trên mạng( hoặc hỏi người cung cấp máy hoặc nhà sản xuất) để tìm tài liệu, đọc kỹ rồi mới vận hành sẽ bảo đảm hơn.
Nam.
Hiện máy đang bị quá cữ, em thử tìm trên máy xem có nút chữ OT là Over Travel( có thể nó bị giấu trong mấy cái nắp ấy), đồng thời bấm giữ nó và bấm các nút di chuyển trục ( ở đây là trục Z) để đưa đầu trục chính về vị trí an toàn rồi mới bỏ nút OT ra. Nếu không có nút OT thì phải chịu khó tìm bộ công tắc cảm biến quá cữ của trục Z, tạm thời gỡ nó ra, cho máy về vị trí an toàn rồi lại gắn lại.
máy có chữ i là máy đời khá mới rồi, em tìm trên mạng( hoặc hỏi người cung cấp máy hoặc nhà sản xuất) để tìm tài liệu, đọc kỹ rồi mới vận hành sẽ bảo đảm hơn.
Nam.
[FONT="] :thank!!!mai em sẽ thử xem thế nào!máy này em không tiếp nhận nên em cũng không nắm rõ được!sách theo máy cũng không có!cty không muốn tốn chi phí muốn anh em tự tìm hiểu![/FONT]