R
Author
Trong quá trình làm việc, tôi gặp vấn đề như trình bày sau đây. Tôi nghĩ để gia công chi tiết này là hết sức đơn giản, nhưng thực tế không phải như vậy. Xin được nêu ra để các anh chị thảo luận và góp ý.
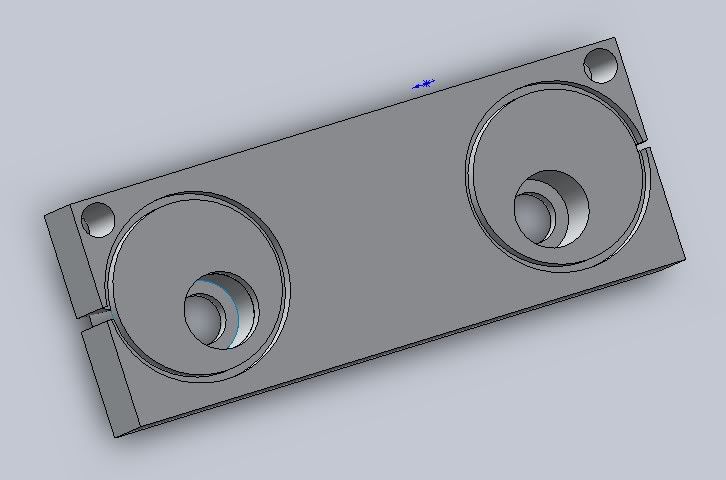
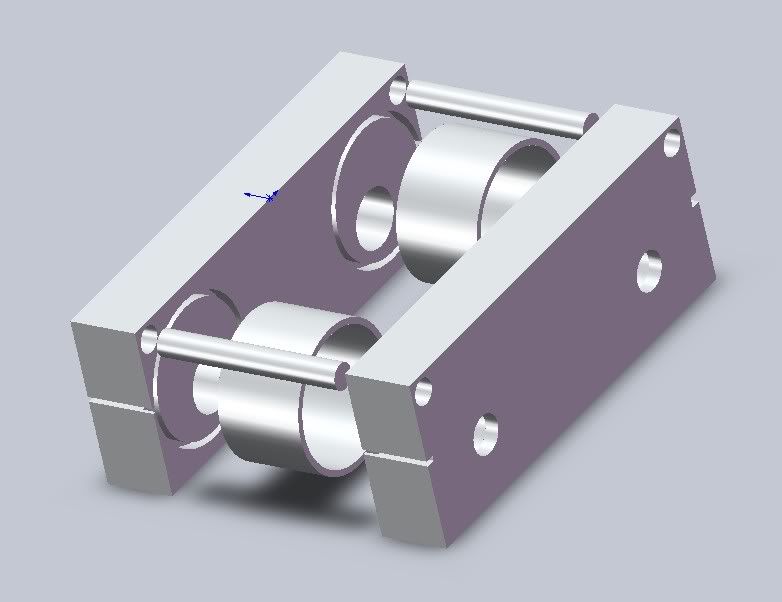
Bản vẽ được đính kèm trong entry này. Kích thước hệ inches.
Vật liệu tôi dùng là Tube (carbon steel) 60mm dia, 5.5mm thickness.
Sau khi cắt O.D và I.D trên máy tiện xong, tôi gia công lỗ .4 dia và rãnh .150 trên máy phay, cùng một nguyên công. Nhưng sau khi phay rãnh .150 (dùng dao đĩa dày .120") xong thì O.D và I.D, và cả rãnh .150 không còn giữ đúng theo kích thước và dung sai của bản vẽ nữa. Tất nhiên là khi làm trên máy tiện, 2 kích thước đó được giữ tốt.
Vậy vấn đề nằm ở đâu, làm sao khắc phục được? Để sản phẩm sau khi làm xong, vẫn giữ được các kích thước cần thiết.
Có phải là do vật liệu chọn là tube sẽ không đúng, mà phải chọn loại round bar (nếu như vậy thì tiền vật liệu sẽ rất lớn!!!). Nếu đem tube đó đi ủ (temper) để giảm những ứng suất dư thì khi gia công, sẽ không bị bung ra không?
Cảm ơn!
Bản vẽ được đính kèm trong entry này. Kích thước hệ inches.
Vật liệu tôi dùng là Tube (carbon steel) 60mm dia, 5.5mm thickness.
Sau khi cắt O.D và I.D trên máy tiện xong, tôi gia công lỗ .4 dia và rãnh .150 trên máy phay, cùng một nguyên công. Nhưng sau khi phay rãnh .150 (dùng dao đĩa dày .120") xong thì O.D và I.D, và cả rãnh .150 không còn giữ đúng theo kích thước và dung sai của bản vẽ nữa. Tất nhiên là khi làm trên máy tiện, 2 kích thước đó được giữ tốt.
Vậy vấn đề nằm ở đâu, làm sao khắc phục được? Để sản phẩm sau khi làm xong, vẫn giữ được các kích thước cần thiết.
Có phải là do vật liệu chọn là tube sẽ không đúng, mà phải chọn loại round bar (nếu như vậy thì tiền vật liệu sẽ rất lớn!!!). Nếu đem tube đó đi ủ (temper) để giảm những ứng suất dư thì khi gia công, sẽ không bị bung ra không?
Cảm ơn!